msg
-
Posts
31 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by msg
-
Ok thanks, I have a call out to them. As of now I am trying to figure out how to define an aggregate head in mastercam.
-
Hello gentlemen, I need some tips on how to program the internal slots on this part, I need first rough out the slots then come back and finish them very accurately. The slot width parallelism needs to held within .0003". I currently program them manually now but it becomes challenging when the slots are not linear. We are machining them on a haas with a trt210 trunnion. Will I need a special post processor made? Thanks. internalslot.stp
-
What adjustments would you make?
-
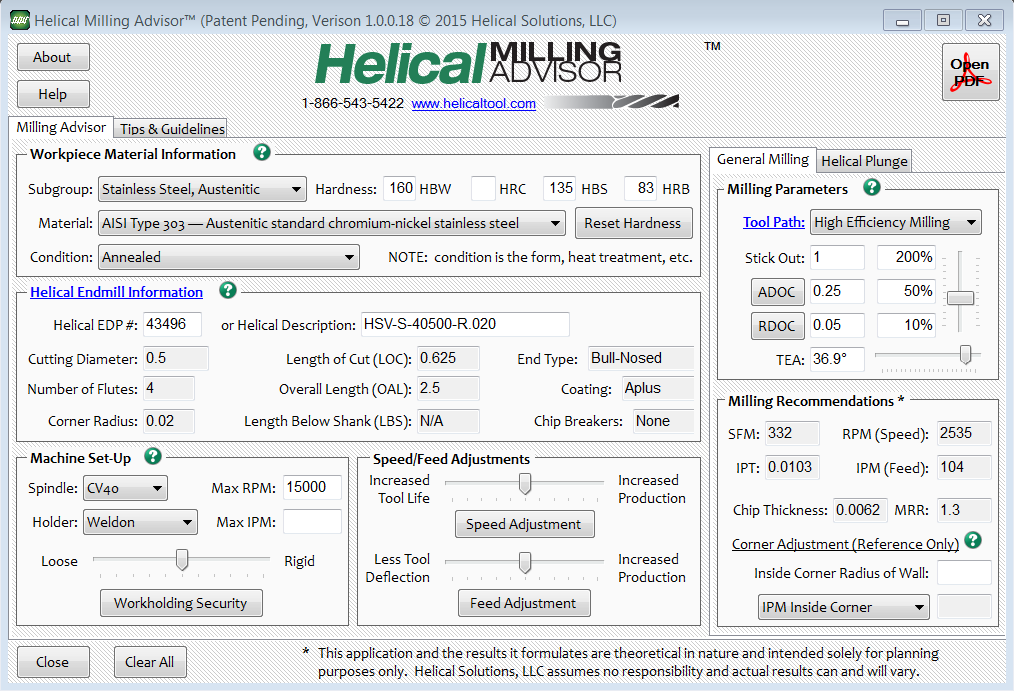
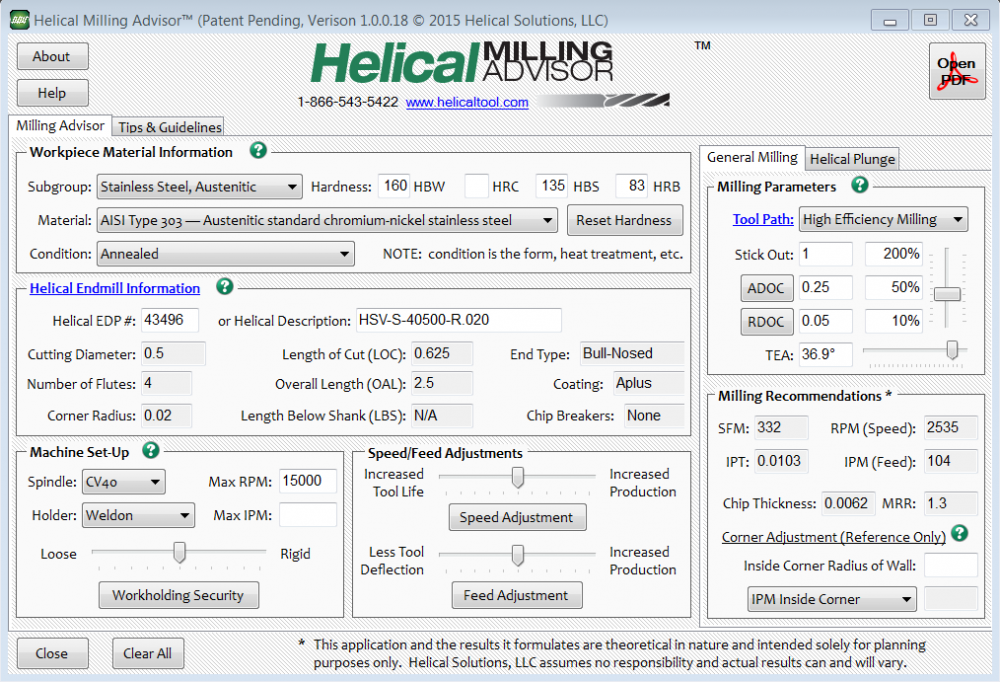
Does anyone use it here? Whats your thoughts on its feed calculations? We are cutting some 303 stainless using dynamic milling and the speeds it calculates are odd, the tool is a 1/2 4 flute from them. The chipload just seems way to high, only 2535rpm with 104ipm. Seems like they want me to buy more tools lol. Heres a pic of the calcs. Thoughts?
-
awesome. Im going to program a part and activate the dwo option and try it out. thanks for all the responses.
-
So when you add a g254 to the program do you still need a g54 offset tell the machine where the part actually is? From what it looks like I couldn't agree more.
-
So Im trying to determine if using dwo would help us, we have a t200 trunion on our haas and we have been programing it to the center of the trunion. I watched a haas video and it shows you just need a coordinate on the top of the part in mastercam, im assuming a fixture offset is needed from c/l of the rotary. anyone here using it? any suggestions? It sure looks like it would really simplify things. Thanks. heres the vid,
-
Just wanted to thank everyone for their help. I would love to keep playing with this but I have to get this machine running. I put an order in for a post yesterday.
-
that didnt work either. any other suggestions im open. thank you
-
That didnt work, my b90. should be b-90 and my c should be c-90. Any other suggestions? All help is very appreciated.
-
If I have sequences that just move the b axis or b/c it posts good, once I move the c axis by itself it causes my issue. is it something in this area of the post? is my tool mapping off?
-
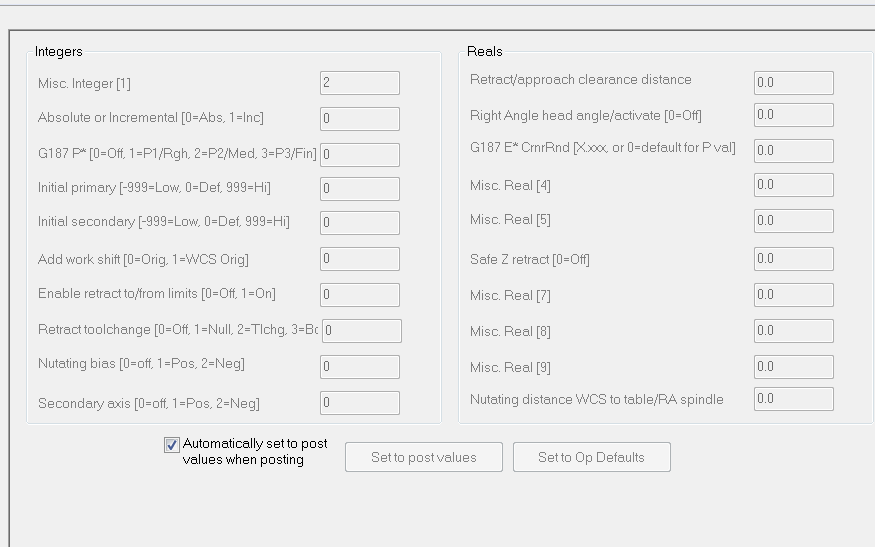
I tried changing them to this with no luck. If I change secondary axis it just rotates the c axis in one direction.
-
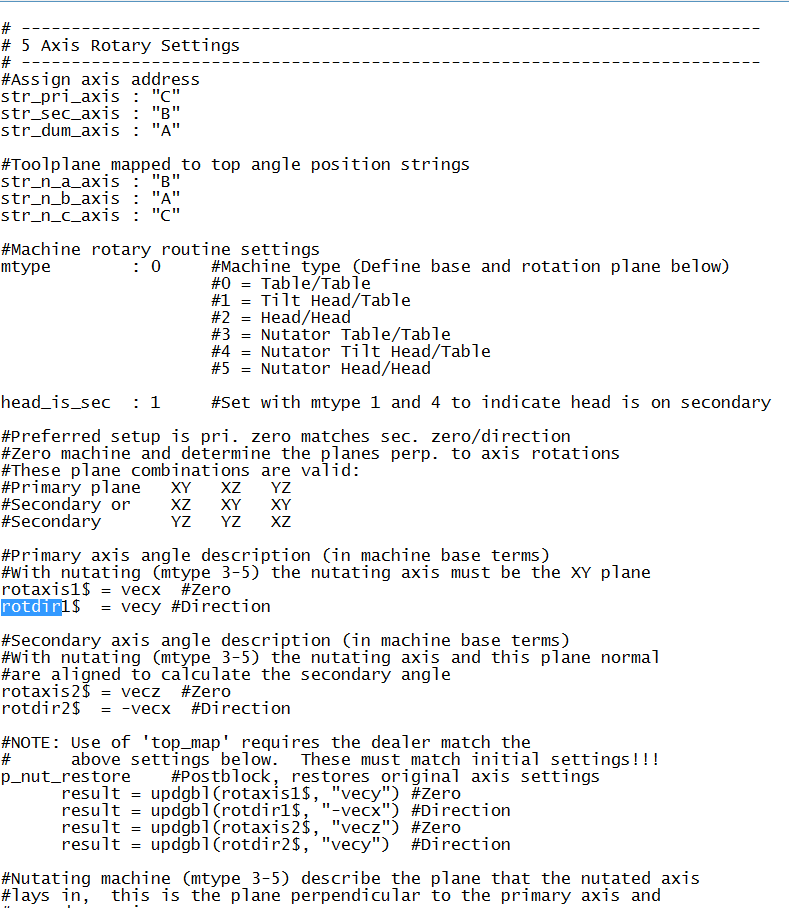
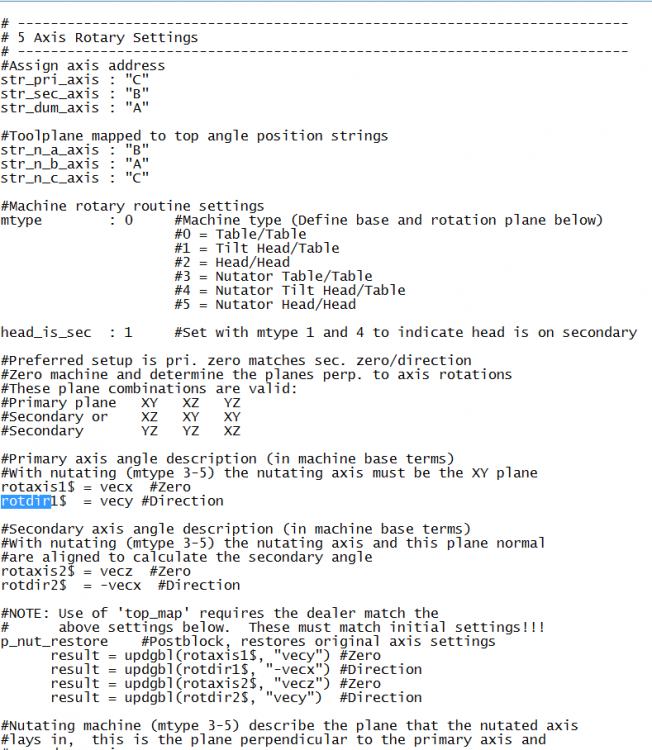
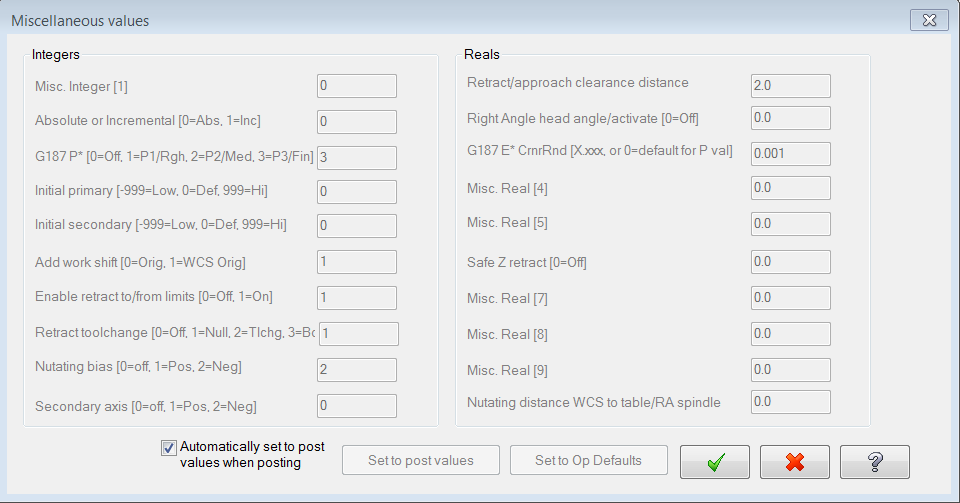
I tried playing with them with mixed results because Im not sure really what im changing. Its defaulting to these varibles,
-
Well that actually worked but I cant have the machine do a g28 for every new rotation, is it a post issue or something im doing in mcam? Thats the million dollar question lol. thanks so much!
-
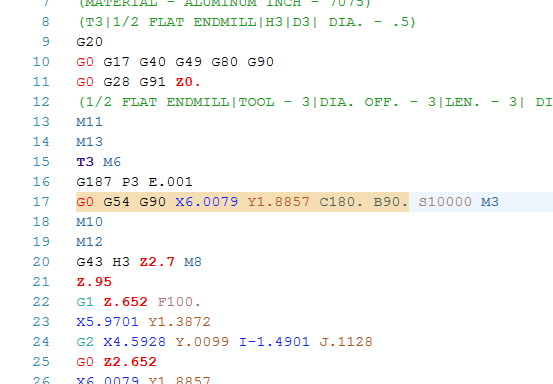
So Im having an interesting issue, if I post a sequence individually it posts the b/c correctly, but if I post multiple sequences its not rotating the c axis correctly. Its trying to force a b axis move. Im assuming I need to change something in the post? Look at sequence #8, its at b-90.c-90. Sequence #9 next should be rotating to c90. but its trying to go to b90. instead. Btw, seq 7 thru 11 only have the correct wcs and t/c plane. I still need to change the other sequences once I get this fixed. Time for a drink lol. thanks guys!
-
I think that worked. My next post for our fadals will be made by in-house, I have the quote already. thank you very much, I will update on how everything works.
-
Well you are correct it is b/c, the dynamic work offsets wont work if I configure the machine to a/b. So my question is how do I change the axis destination in my generic post? B needs to be tilt and C needs to be rotary. thanks for all your help guys, I really appreciate it. Generic Haas VF-TR200Y_Series 5X Mill.pst
-
We use tci all the time but it would still be cheaper to buy rough stock and prep the dovetail yourself. You should be dovetail prepping the material and finishing the part in the same op. It shouldnt take anymore than a minute to cut a dovetail and slot, add in a program stop and load the part into the raptor. After the 4 or 5 axis work is done that part could go into another vise in the machine and machine off the dovetail and complete the part. You will have finished parts coming off the machine which saves time, inspection of multiple ops and less chance of scrap.
-
Looks like its ok now, I will keep playing with it. Thank you for all you help.
-
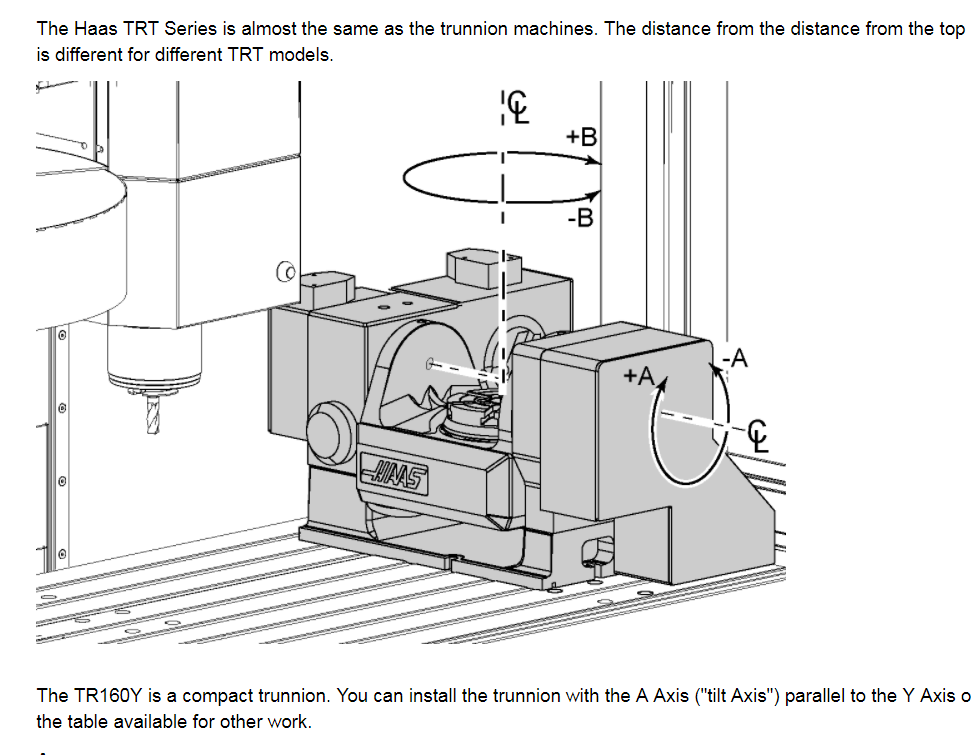
well this is interesting, the rotary on a haas trunnion is the B axis and the tilt is the A axis. So the only thing I need to fix is the direction of the B axis, I drilled a hole a B90. and it posted it as B-90. How do I fix that in the post?
-
our fadals are set up as A B like the video, so im assuming it would be A/C if the trunnion was set up different than the video?

-
Ok, I think the way I worded this was incorrect. We need the rotary (A axis) to rotate about the x axis and the tilt (B axis) to rotate about the y axis, I had it backwards. We are mounting the tr200 just like in this video. When I post my program its posting the A axis as the B axis. X and Y is posting correctly. Thanks guys.
-
Good choice too.
-
sorry for the old thread bump but this was very helpful and fixed my issue on the rotary axis (A axis), now do I need to fix the B axis? (tilt)? this is a haas tr200y, Im editing the generic haas post.
-
nsk america, this will be your cheapest option but you will need some sort of adapter to your main head. We use tecnara and they make an adapter.