JB7280
-
Posts
986 -
Joined
-
Last visited
-
Days Won
8
1 Follower

JB7280's Achievements
")





-

Setup Sheet, need information to start on next page.
JB7280 replied to JB7280's topic in Industrial Forum
Looks like I got it. I had tried that, but it wasn't working, initially. Looks like I had to make the whole "grid" area bigger, THEN increase the vertical length of that text box. Thank you for the help. -
Setup Sheet, need information to start on next page.
JB7280 replied to JB7280's topic in Industrial Forum
Thanks for the suggestion. That was already set to True, and unfortunately, didn't seem to have any effect one way or the other. -
Does anyone know how I can get the Operation section to start on the next page? I tried adding a PageBreak in between Setup Comments, and Operations, but when I do that, it wants to output a whole blank page.
-
What if you extend the upper, angled line beyond the intersection point, so it's tangent, rather than an endpoint? I'm not on MC at the moment to try it, but it seems like it might like that better.
-
I 100% agree, that there are issues with inspecting the part, on the machine that made it. I've expressed that to management, and the engineering department is still being pushed to inspect parts on the machine. So, from this point, we'll just do what we can to inspect what actually makes sense.
-
For you guys who have used both, which do you prefer, The Cimco, or Renishaw add-ons for Mastercam? Also, can someone explain the difference between inspection plus, and productivity plus? I think I've had them backwards for years.
-
Smallest clearance 90° Right Angle Head?
JB7280 replied to Aaron Eberhard's topic in Industrial Forum
I've never tried the toolholders, but I've heard great things. -
Smallest clearance 90° Right Angle Head?
JB7280 replied to Aaron Eberhard's topic in Industrial Forum
Saw these guys at IMTS last year. They had some little baby right angle heads they were demo'ing. They're available to us through our mitsubishi rep. https://www.mst-corp.co.jp/en/home/angle_head-top/mini/ -
You're right, and that's why they haven't used them for quite a few years now. In all honesty, it sounds like your mind was made up from the beginning anyways. I'm curious though, what is this "new stuff" that's way too slow and doesn't work in "real life"??
-
This is wild!!
-
That's pretty much exactly how I do mine.
-
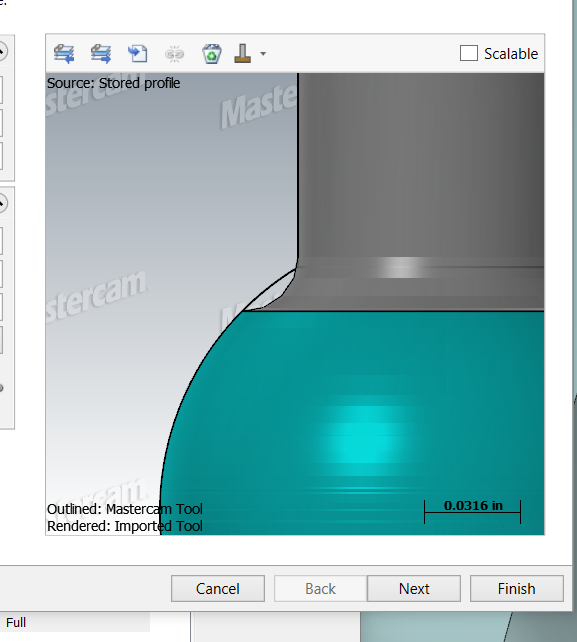
That makes sense. So it's trying to make it a perfect 45, but the tool profile doesn't allow for it. I can just do a normal contour, since I'm not really looking for a specific chamfer. Just a deburr edge break. Also, I was not aware that Mastercam sees it as a true ball, despite the profile, so I appreciate that bit of knowledge.
-
I made one toolpath with the cut length set to .16", per Harvey's website. Then another one with an extra .01" added on, so it would generate a toolpath. https://drive.google.com/file/d/1v2mQA36a01resceaPnPiBnz0HMhcrjHL/view?usp=sharing
-
Not of this part. But I'll make something similar later to recreate it. I've left the shop, but Ill try to post it when I get home.
-
Is it possible to control the contact point in a Multiaxis Deburr (being used in 3 axis) toolpath? The reason I ask, is I'm having some trouble. About a year ago, I made this post; Where I learned that sometimes adding extra length of cut will get you better results in a deburr toolpath. However, I have a lollipop mill that looks like this; The only way for it to be able to calculate a toolpath is to extend the length of cut, but then it wants to try to cut in that internal radius area. I know I could just do it the old way, with a contour, but I'm just wondering if there's a way to make this work properly.