





JB7280
-
Posts
1,007 -
Joined
-
Last visited
-
Days Won
9
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by JB7280
-
-
11 minutes ago, Jake L said:
Thank you. I went back and back plotted the toolpath, and saw exactly what you're describing. Definitely helpful. Thank you.
-
15 minutes ago, TFarrell9 said:
In verify it showed the tool being rotated to the b90 plane even though you still had the toolpath set to the b270 plane?
Yes, because I used the Line method of axis control. So it was basically generating code as if it was a COR program with 1 offset.
-
16 minutes ago, JParis said:
^^^^This....
There are many things that Verify can't catch, especially once you start on an HMC....MachSim is better but still lacking and Machsim tied to a post is still better but can still miss things...
Honestly, being that we have quite a few nice machines, we really should have better simulation software. We have Camplete for our Matsuura's and Yasda's, but the other machines just get run through verify. Time to do some talking to the "important" people.
-
 2
2
-
-
I had a small crash last night, and I'm wondering how I could prevent it in the future, aside from being more diligent in my toolpaths. An extra measure of safety would be nice. Luckily nothing moved, and everything is still square, but it still ruined my best pair of pants.

I am programming an HMC, and I was using the multiaxis deburr toolpath. I was deburring on B270, and then was trying to deburr on B90. I copy/pasted the toolpath, so the B90 toolpath was still set to the B270 plane, however I was using a line for the axis control. So the code for B90, was still in the B270 plane. The B axis rotated, and X moved, but it didn't retract. My mistake, however, verification also missed it. Is there a way to set verification so that it will catch something like this? Or is this just another case for Vericut?
-
23 hours ago, JParis said:
The only issue I see is that since IHS has stopped developing the MPMaster and moved towards their IKE posting system, an MPMaster will eventually fall behind.
I too went through a good period of time where everything I did was based off of the MPMaster...
That's a good point. Are there any pros/cons of the MPMaster vs the Generic Fanuc post? I've never used the generic post.
-
Almost every post we have is based on the MPMaster post. Aside from the Yasda's and Matsuura's, which use Camplete.
-
22 hours ago, Aaron Eberhard said:
I don't really use the right click version, as that's a single action (only collapse/expand THIS ONE ITEM)... E is the way
.gif ":)")
Is it? On mine it collapses everything below the highlighted toolpath.
-
Every time I open a new instance of MC, the collision options are saved as this. I can't seem to get them to save the way I want them. I know there's a way because my coworkers pop up with everything checked, but he doesn't know how he did it.

Nevermind. Found it seconds after posting this. The "save to defaults" button at the top wasn't doing it. But when I actually went into File > Defaults, it kept the settings.
-
21 hours ago, rgrin said:
Curious how you guys are handling your fixture offsets across multiple pallets.
The 2 ways I am aware of are :
1) Use a G10 line in every program to overwrite the datum into wherever you want
2) Dedicate an offset for a fixture
Something I am considering is running all my programs in G54. This would solve 2 issues for me. On the Fanuc I am running, when you hit reset, it dumps all the modal calls and puts your ABS positioning readout back into G54. It gets kind of annoying when you're running something in an offset other than G54 and your position readout keeps defaulting back to that.
Another would be it simplifies my probing. I can just write all my probing cycles in G54 and it will be easier to modify them for other parts since I won't have to constantly correct the code for the given offset. I am using Camplete as my post and, as far as I know, it does not work with the 3rd party plug-ins for probing. I have just been using manual entries in my programs to get my probing to post.
Any thoughts or links to previous posts are appreciated.
I personally do the same as James. I usually use 2 separate manual entries. One for the G10 entry, and one for the probing routine. I always start with G54.1 P1, and go from there if I have multiple work offsets.
@cncappsjames, any advantage/disadvantage to using G10, vs #7001, #7002 etc?
I've always used G10, just because its easier to interpret for operators and setup guys.
-
I'll mill your boss....right in the bore.
-
On 5/13/2024 at 3:00 PM, zachdem1000 said:
I have to use a 1/2 inch ball endmill to chamfer a .25 x 45 deg wall. I've tried a couple operations but so far the best is surface finish contour, but its doesn't look right. Any one have any suggestions?
I need to go from the bottom to the top as well.
Why not 2D swept?
-
18 minutes ago, Aaron Eberhard said:
Yep!
Here's two recent threads on it:
When Curt and I were working on it this past December, Bill, it was logged under D-48731. With this one, Save (or Save As) always fixes it.
Thank you Aaron. Good to know it's not just me.
-
Pretty frequently I have an issue where I will create a stock model, and it will grab other solids in the file that I never selected. Tombstones, vises, fixtures, etc. Usually I can just restart MC, and create a new Stock Model, and it will be fine. Any idea what could be causing this? For instance, in this screenshot, the piece of stock is the only thing I selected, and it adds the tombstone and Rock Lock base to the stock model.

-
I've seen people mentioning Parametric CAM. Not sure what that means though. Does that just mean the solid has a feature tree?
-
13 minutes ago, rgrin said:
What Crazy was suggesting is to mill the "floor" of that feature with a small tool and then come in with an endmill that has the .062" corner rads and plunge in to finish the walls/corner rads.
I assume you're trying to avoid doing that to save a tool change?
Not necessarily a tool change. Just trying to avoid adding another tool to the magazine, as its almost full and this machine has a bunch of jobs on it that run pretty much constantly. I ended up just adding a 1/8" ball mill though.
-
2
-
-
20 hours ago, crazy^millman said:
Can I ask a dumb question here? Why not use a 1/8 stub flute ball endmill if you are worried about rigidity? Use the bull in the floor, but use a smaller tool. Why are you trying to use in essence a size on size tool for such a feature? Back up and approach this differently and you will reduce run time and improve the quality of the work. Really want to be trick get a .375 endmill with a .062R made on it and plunge in one shot dwell after roughing with a .005 smaller tool.
Really for no other reason than the fact that I didn't want to add another tool just for that one feature. Also, the feature is inside of a pocket, so there are some limitations regarding reach. I edited the model, to just leave the feature I was asking a question about. However, as to your comment about using an essentially on size tool, that is creating a different issue, since I didn't anticipate the "cone" it's leaving on the .251" diameter floor. So I'll have to do something else.
Garr has a 3.8" endmill with a .060" corner rad, so I think I'll just go that route. I had thought about that, but we don't get enough money for these parts to warrant a special tool. Garr having one on the shelf makes it make a whole lot more sense.
Edit - Actually, scratch that. That's gonna have the same dish on the floor unless I have one made with a flat bottom. D'oh.
-
4 hours ago, gcode said:
I'll check that out Monday when I'm back at the shop. Thank you.
-
16 hours ago, ajmer said:
Looks like you removed the avoidance, and added a containment. Is the jagged path stemming from the software trying to avoid that face?
4 hours ago, bird2010 said:Equla Scallop...the step distance will be more even

That toolpath looks nice. I'll try it. Thank you.
-
58 minutes ago, #Rekd™ said:
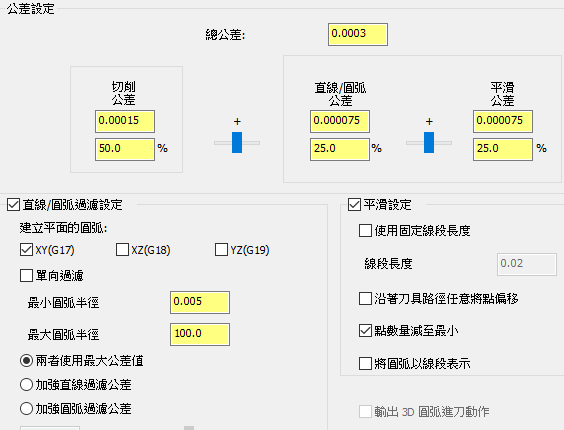
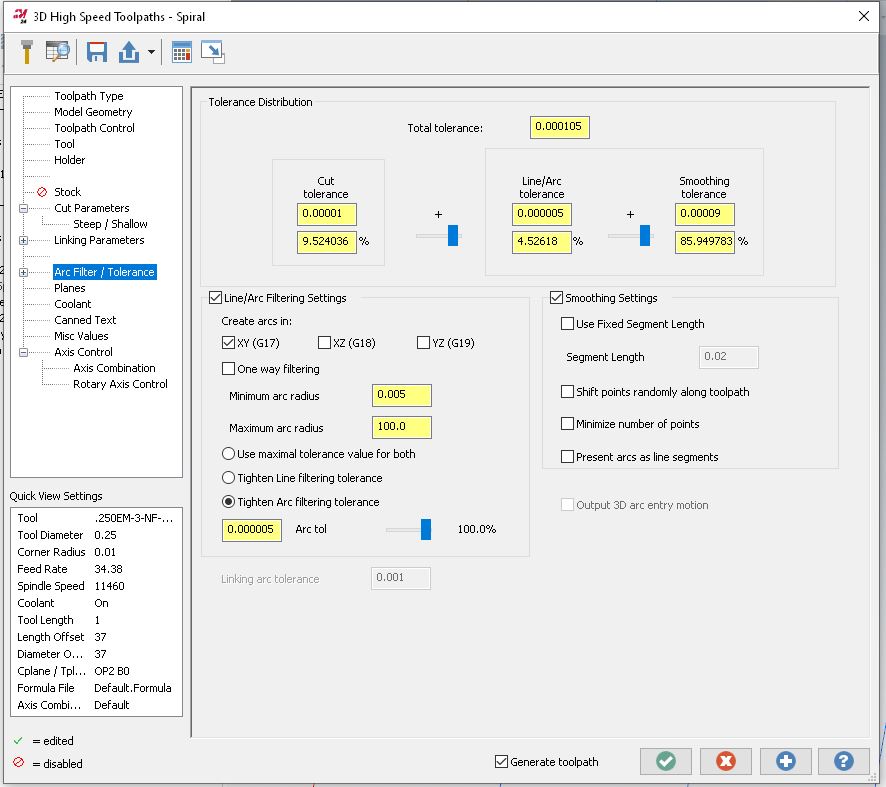
I changed the Arc Filter Settings and it seems better (took a while to generate though). Not sure how it will behave on the machine.
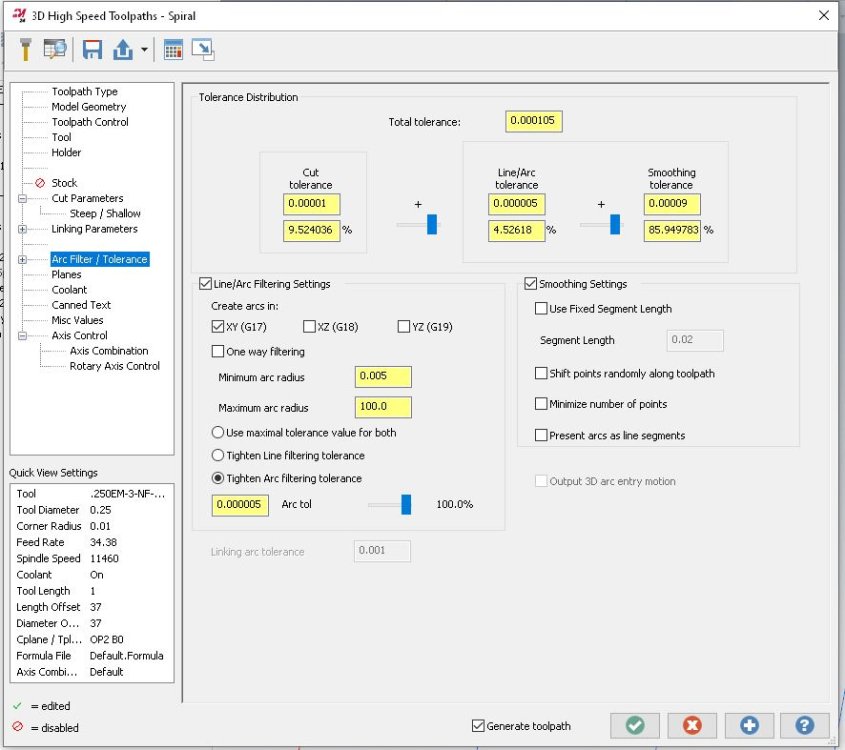
Thanks, I'll give those settings a shot on monday. At least I was on the right track, with the arc filter settings.
-
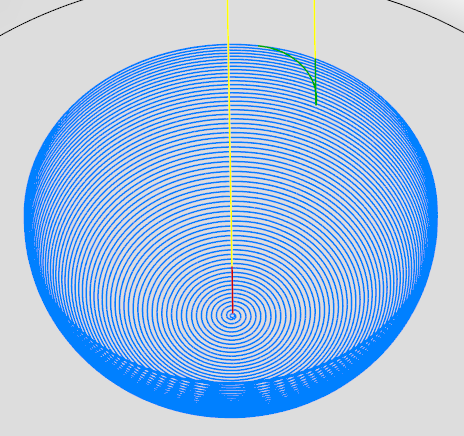
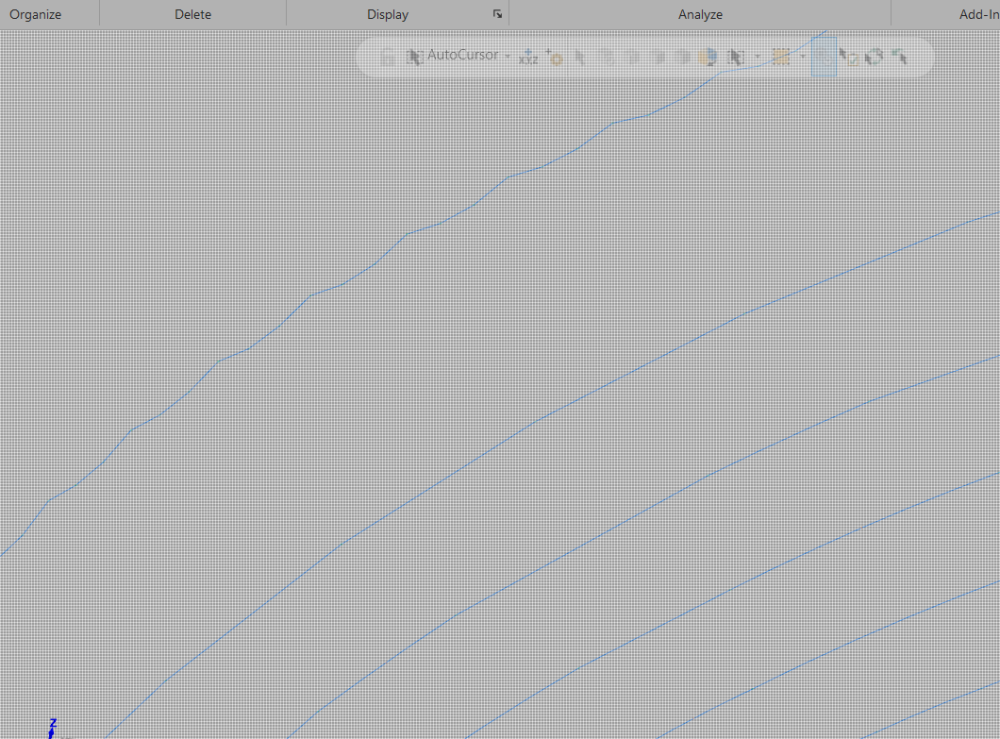
Can anyone help me figure out why this toolpath gets so jagged at the end? I've cleaned it up quite a bit by playing around with smoothing, in arc filters, but it still causes the machine to vibrate quite a bit at the end. Fyi, this is not the whole part. I cut the rest away so I could share the file.
Thank you.
https://drive.google.com/file/d/1vbAHIm2r20hf_NF5BITBQ0Is7ezl0djg/view?usp=sharing
-
35 minutes ago, nperry said:
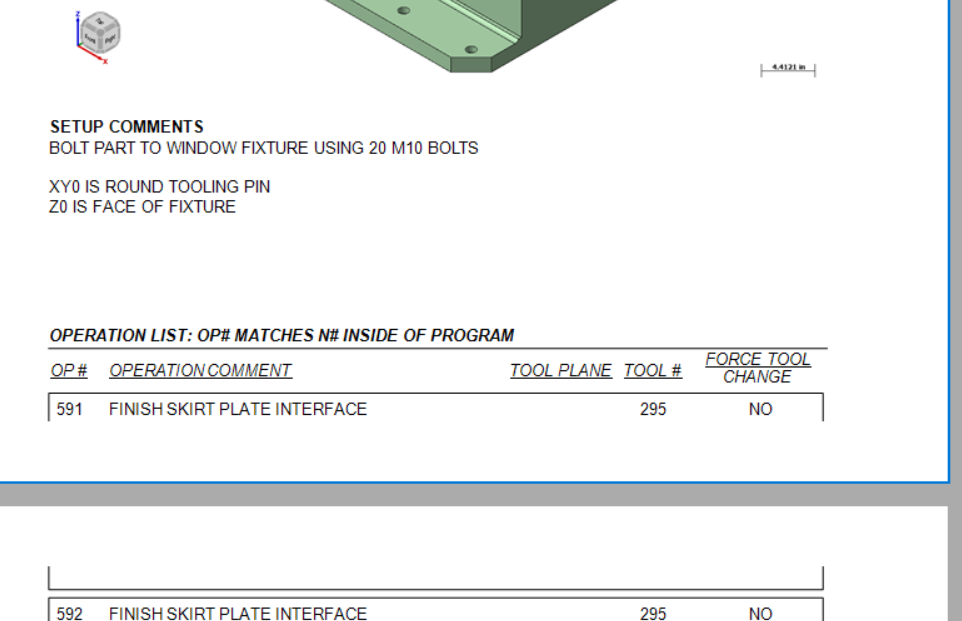
Got it. So it's been a while since I've messed with it in great depth, but your setup comments box, could you just make that vertically longer to force the beginning of your operation list to start on a new page?
Looks like I got it. I had tried that, but it wasn't working, initially. Looks like I had to make the whole "grid" area bigger, THEN increase the vertical length of that text box. Thank you for the help.
-
16 minutes ago, nperry said:
JB - I know I struggled with this in the past and if I remember correctly it had something to do with the boxes in the lower section of the docked panel on the right.
In the graphical section of active reports designer if you click the word "detail" it'll highlight that bar blue, then look at the menu to the bottom right. I could swear it was something in "behavior". Maybe try fiddling with the option "Keep Together".
Thanks for the suggestion. That was already set to True, and unfortunately, didn't seem to have any effect one way or the other.
-
Does anyone know how I can get the Operation section to start on the next page? I tried adding a PageBreak in between Setup Comments, and Operations, but when I do that, it wants to output a whole blank page.
-
59 minutes ago, Jake L said:
I think you end up with the same issue of not having the ability to specify you want the arc tangent thru the endpoint of the angled line. Unless there's something I'm missing?
Maybe I'm asking for too much all at once?
What if you extend the upper, angled line beyond the intersection point, so it's tangent, rather than an endpoint? I'm not on MC at the moment to try it, but it seems like it might like that better.
-
 1
1
-


Missed collision in verify
in Industrial Forum
Posted
I've actually already been talking to James about the Camplete route.
Thank you for the link.