



Search the Community
Showing results for tags 'Custom Tool'.
Found 4 results
-
Can people please chime in with cutter type and spd/fd combinations for peel mill or z-level milling of 6al-4v that they have found to work well? I've looked at the dynamic database and there's just not a whole lot there. I feel like asking for this kind of info may be dangerously close to asking for a post considering how delicate it is to get Ti to cut just right. Me personally....I'll put up anything that I've found to work really well. *I am using one 1.25 insert cutter and solid carbide .500" (flat) down to .250 ball. **Is anyone using ceramic for 6al-4v? Thanks in advance!! For you guys that are rocking Inconel....this one's mine: We run a 718 Inconel job faster than I've seen anywhere. Here's the recipe: 1) 1.25dia X 3flt Kennemetal Facemill (.25rad inserts) 2)Kennematal ceramic inserts: KIPR125RP43540 3)4584 RPM and 41.25 IPM. 4).100" axial cut 5)Full dia cut 6)Run dry! Oh yes.. 7)50 taper horizontal mill. You will see the prettiest color of orange-red chips spewing off the cutter. The work doesn't get hot and you get great cutter life.
-
Hello, everyone. In these days, I am learning how to creat a lathe custom tool. But when I get into the Geometry tab, I am confused about geometric tool orientation and tool orientation in turret. I want to know how I can select these two configurations. From the tuorial, these two configuratons are set in same position. I do not know whether I can always do that.
-
Hello, I'm having issues creating a custom lathe tool that will cut correctly. For starters my tool is a CMNG 543 tool for my Mazak Integrex C6-DCMN-00090-16 and DNMG 432 C6-DDMNL-00130-1504 When it comes out of the tool changer at B0 pointing toward the chuck and when I OD turn and Face it's at B45. I just can't figure out what it needs from me in order for it to cut correctly. I attached files for you to see what I'm talking about. In the first Machine Group the first three programs are correct and are the current tools that I'm programming with but the issue is I have to change the B angle every time I post manually to 45 and they are just generic tools and not the actual tools I use. I'm using their tool paths as a reference to what I want my custom tools to do. In the second Machine Group the programs that are made with the custom tools listed above and as you can see they aren't the same as the Machine Group. If I change the center point of the tool it fixes one thing but messes up another. In the program I have the tool angle set to 45 so I can get correct B axis position. Any help would be appreciated. Greg Custom Tool Issues.mcx-9 C6-DCMNN-00090-16.mcx-9
-
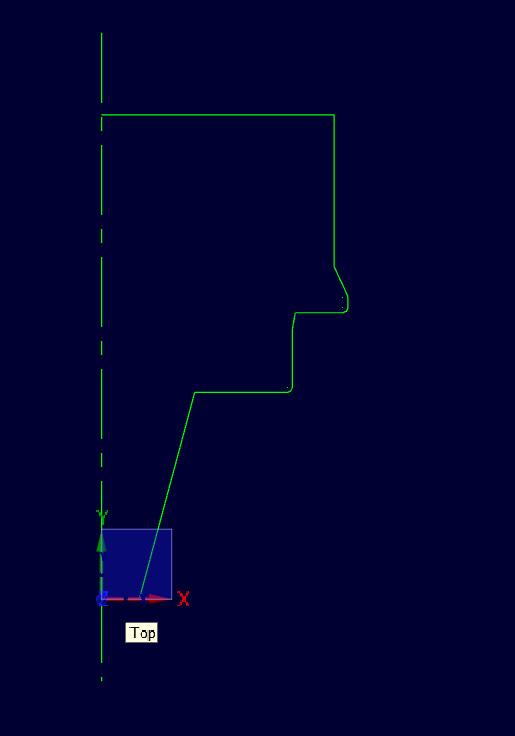
I had never tried to surface geometry with a custom tool before, but I have to machine in a 45° fairly deep in a material that's slightly harder than a xxxxes heart... I found an inserted tool that I think might do the job, but can't get MasterCAM to generate the proper surface. Any advice? I stripped down my file so I could upload it and show what I'm going for. The light blue surface is the one I'm needing to add. The hole is already there. The custom tool is on layer 113. The 2 toolpaths are 2 of my attempts... Thanks everyone! P.S. I'm not sure if it helps, but the material is 50RC Inconel 718. Painful.mcx-8



