



Search the Community
Showing results for tags 'rotate'.
Found 5 results
-
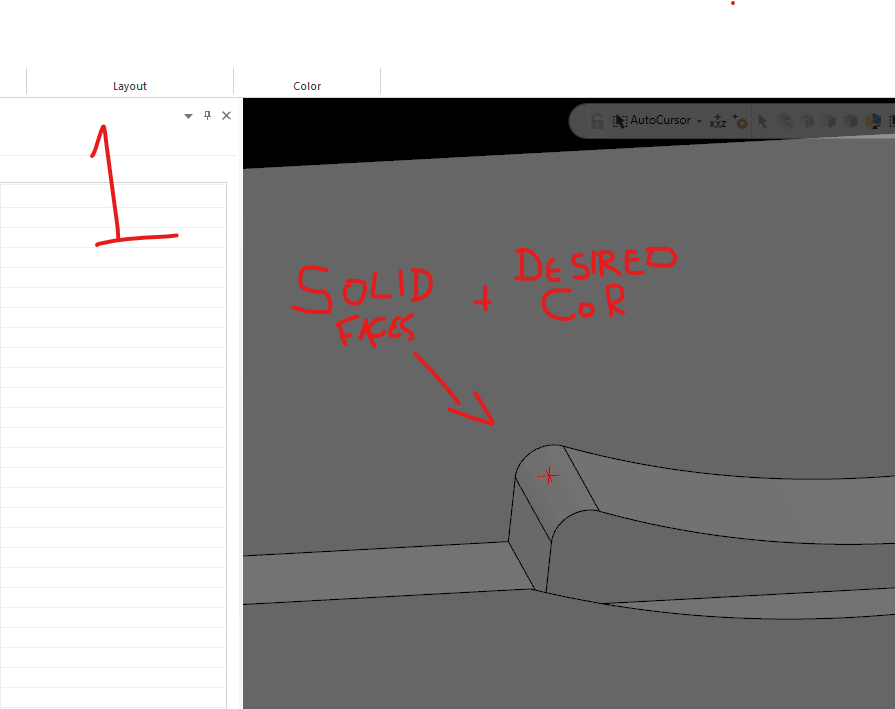
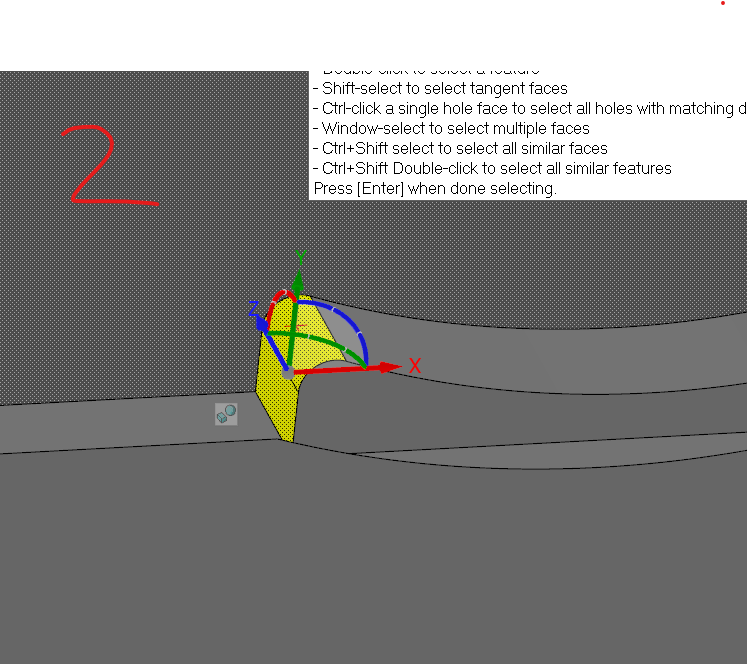
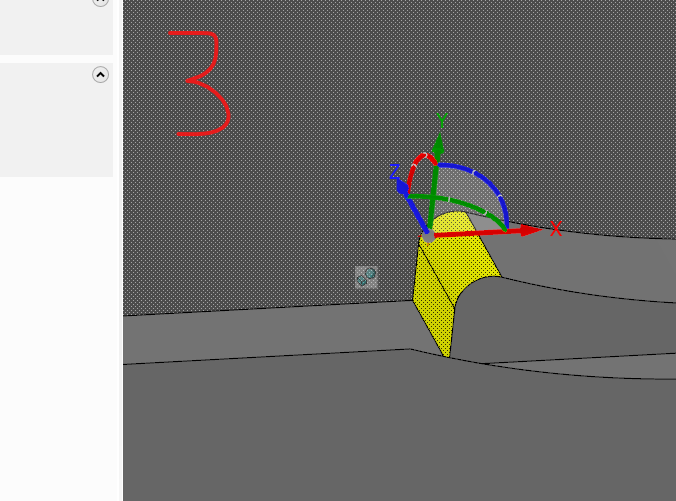
Disclaimer/Info: MC 2022, with a native solid made by extruding wireframes. Using the Move command to select the faces. Trying to use Move to rotate the outer vertical faces of the pocket shown in (fig. 1) to make a little room for the part in the jaw. The corner rads and back face will locate it enough, so I don't want contact on the sides. When I select the faces I want to rotate (fig. 2), I get a gnomon to specify the origin of the transform. Unlike other transforms, the first movement of the grey dot where the axes meet applies a transform op to the faces (fig.3) - I would expect this action to only move the gnomon to my desired center of rotation/transform, and then be able to rotate the selection. Is there a way to move the gnomon to a point without moving my geo? Or are my CAD expectations showing through for this tool?
-
Hey Anyone knows where to find the "Xform STL" button in the new 2017 interface? I've been using that function a lot in MCX8, but now I can't seem to find it anywhere in 2017. Thanks
-
 Hello All, We have a part with some undercutting and would like to tilt our spindle head to accomplish the machining. It is a Head-Table Machine. I know in Mastercam I can tilt the C-Plane and T-Plane where the tool is at the angle required, and program regular 3-Axis paths. The simulation looks good. I have attempted to run this with G68 on the Fanuc 15M; That is, tilting the machine work plane just as I have tilted it in Mastercam - to match them up. The path itself looks good, and retracts are along the angle specified, so I know the planes match. Positionally however, the tool is away from the part. I did all the trig in figuring out the new G54 after the spindle has been rotated, but something is still off. Perhaps this is a syntax error in the NC code? Our tilt Syntax in this situation G68 X0. Y0. Z0. I0. J1. K0. R15. It would be great if we could figure this out as we don't have a post for this machine. Thanks for any help!
Hello All, We have a part with some undercutting and would like to tilt our spindle head to accomplish the machining. It is a Head-Table Machine. I know in Mastercam I can tilt the C-Plane and T-Plane where the tool is at the angle required, and program regular 3-Axis paths. The simulation looks good. I have attempted to run this with G68 on the Fanuc 15M; That is, tilting the machine work plane just as I have tilted it in Mastercam - to match them up. The path itself looks good, and retracts are along the angle specified, so I know the planes match. Positionally however, the tool is away from the part. I did all the trig in figuring out the new G54 after the spindle has been rotated, but something is still off. Perhaps this is a syntax error in the NC code? Our tilt Syntax in this situation G68 X0. Y0. Z0. I0. J1. K0. R15. It would be great if we could figure this out as we don't have a post for this machine. Thanks for any help! -
Hi guys, So I'm trying to read parameter #15557, which is successful on the first read, but does not refresh. For instance if I have a transform rotate operation, the variable xformtype will change from 0 to 13. After the transform tool path it does not revert back to 0 and remains with a value of 13 through all subsequent operations. I tried setting the value back to 0 at the tool change but that does not work. The control definition is set to read parameters from transform and source parameters. I'm assuming that since there is no parameter 15557 on subsequent operations that the pparameter$ post block does not read it. Is there a way to clear this variable on the fly? ltlchg$ #Toolchange, lathe xformtype = 0 pparameter$ #Information from parameters #"pwrttparam", ~prmcode$, ~sparameter$, e$ if prmcode$ = 15145, metvals = rpar(sparameter$,1) if prmcode$ = 15346, comp_type = rpar(sparameter$,1) if prmcode$ = 20103, stinsert2 = sparameter$ if prmcode$ = 20110, stholder2 = sparameter$ if prmcode$ = 10124, g71type = rpar(sparameter$,1) result = fprm (abs(lathecc)) if prmcode$ = 20102, tool_orien = rparsngl(sparameter$, 1) if prmcode$ = 20102, tool_width = rparsngl(sparameter$, 4) if prmcode$ = 20108, tooltyp = rparsngl(sparameter$, 1) if prmcode$ = 20108, shank_dia = rparsngl(sparameter$, 3) if prmcode$ = 20108, tip_angle = rparsngl(sparameter$, 4) if prmcode$ = 20108, feed3 = rparsngl(sparameter$, 13) if prmcode$ = 20004, feed3 = rparsngl(sparameter$, 7) if prmcode$ = 10519, zstr = rpar(sparameter$, 1) if prmcode$ = 20100, bore_ident = rparsngl(sparameter$, 2) if prmcode$ = 20002, stinsert3 = sparameter$ if prmcode$ = 20004, tooltyp = rparsngl(sparameter$, 2) if prmcode$ = 20007, shank_dia = rparsngl(sparameter$, 5) if prmcode$ = 20004, tip_angle = rparsngl(sparameter$, 8) if prmcode$ = 20001, stoname1 = sparameter$ if prmcode$ = 20103, stoname1 = sparameter$ if prmcode$ = 20100, scustootyp = rparsngl(sparameter$, 2) if prmcode$ = 20004, th_pitch = rparsngl(sparameter$, 7) if prmcode$ = 20004, cor_rad = rparsngl(sparameter$, 6) if prmcode$ = 20007, fl_len = rparsngl(sparameter$, 2) if prmcode$ = 15042, broachrep = rpar(sparameter$, 1) if prmcode$ = 15240, sOpSeqNo = sparameter$ if prmcode$ = 15240, OpSeqNo = rpar(sparameter$, 1) if prmcode$ = 15387, leadin = rpar(sparameter$, 1) if prmcode$ = 10119, leadout = rpar(sparameter$, 1) if prmcode$ = 15351, axsub = rpar(sparameter$, 1) if prmcode$ = 20108, tldia = rparsngl(sparameter$, 2) if prmcode$ = 10020, clpln = rpar(sparameter$, 1) if prmcode$ = 15346, comptype = rpar(sparameter$, 1) if prmcode$ = 20108, ldia = rparsngl(sparameter$, 2) if prmcode$ = 15557, xformtype = rpar(sparameter$, 1) Thanks in advance
-
I'm using the mpmaster post on a VMC with 4th axis to program simple slots at 30 increments around a part. Is there any easier way to post out absolute subprograms? Currently, I'm posting it with incremental subprograms so the main program is correct then posting it with absolute so I can cut and paste the first absolute subprogram. Otherwise, I just have 12 of the same subprograms with different numbers. We do this daily and it's alot of time spent doing these little edits.



