Azoth
-
Posts
20 -
Joined
-
Last visited
Recent Profile Visitors
322 profile views





Azoth's Achievements
")





-
No you told me it was not possible. I literally never said it was not possible. You are a xxxxing liar sir. However, that "Thought you would come back telling me I had no idea what I was saying" is clearly you having a xxxx attitude in response to my providing more info hence the interpretation "I'm mr crazy mill guy How dare you not worship me". Dude, chill. I merely said that my tool clearance angle was properly defined, damn. Projection of what may I ask? Your xxxxty attitude is the projection. All bets are off after that. Be professional, get professional. "All Self Taught so if this dumb as a box of rocks person" Again, just because you didn't have the solution, that doesn't mean you're stupid. That's your fragile ego talking. Although... projection has nothing to do with payment for software. "I pay for it out of my pocket, How about you? " Like, what? I suppose the fragile ego does have to stem from somewhere Seriously it goes around a lot here. I remember ages ago I said I don't plan to take a job that deploys mastercam if I have to google mastercam workflow on the clock and people got mad that I wanted to learn it first? Because no one except them could possibly handle programming? "Your attitude is what I suspected it was going to be " No, attitudes started at post #4. That's your attitude you're seeing buddy. Be real. It wasn't the operation arrow (don't get mad I'm just saying that's not it lol you're seeing stock still there because I have the overlap settings dialog open). (oohhh, really don't get mad, but your operation arrow is in the wrong spot. The issue is with the rough pass using stock recognition not the finish pass don't hit me.). I even reversed the order of operations so the other side gets to use "Use remaining stock" and the nub appeared on the left side instead. It's something to do with stock recognition specifically. Or maybe overlap. And the issue is not present at work. Uhh, yeah? Sitting on your xxxx all day playing with math and physics in a virtual environment? Easiest job ever. Not to belittle the profession, but no one here is better than a janitor or fast food worker. You guys should appreciate how privileged you are. It's like playing a video game all day instead of working hard jobs to make ends meet with no prospect of upward mobility because of circumstances out of your control. If I discover a bug at work, I will be sure to bring it to the attention of adults. emastercam is the merely top result on google so I made some erroneous assumptions. I should direct future business through proper channels.
-
When did that ever happen? ITT Me: "Any ideas on this?" You: "Maybe this." Me: "I've already checked that" You: ". How dare you." Looks like you've got quite the good ole boys club here. It's gross. Always projection with you people.
-
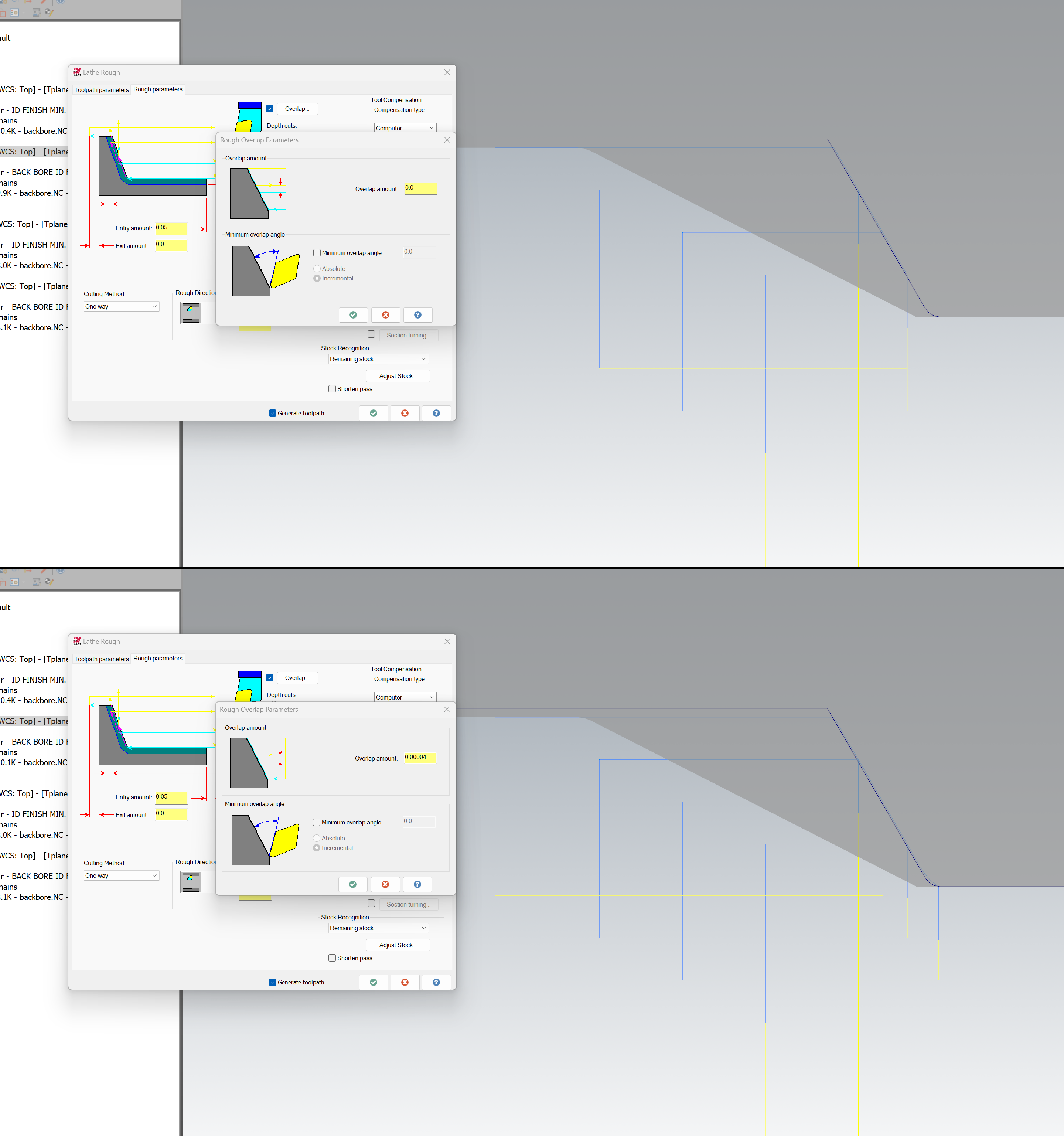
By my own admission? Like that's something I should be ashamed of and try to hide? What is it with the fragile egos here? And I thought that cliche was about the machinists not the programmers. Pro life tip: If you don't know something, it's okay to admit it. If you're wrong about something, there's no need to feel shame and lash out. That immature personality trait is how we get so many hard headed trump cultists in the U.S. I didn't post details on the bug because the case was closed and I'm not sure it effects the industrial version... However, thin shell up there apparently had to change something in their industrial version, so perhaps the bug is present. Not showing the toolpath or saying which setting was change is a total cop out. I suspect they didn't really have a solution and tried save face and run away. Lit me reiterate, there's no need to "save face" just because you don't know something. That's not a healthy mind set. The bug: Overlap enabled and set to Zero allows the tool to follow the chain back up to the previous pass. It worked on the left side as intended. On the right side, it worked on every pass except the 1st pass where you see the remaining nub of stock. The cutoff was .00004" to get the proper result. The behavior I don't want is for the toolpath to overlap more than 0; I want it to meet the previous tool position in X and not go past. I'm sure the post processor will round down so the nc output would still be what I want simply because there is less precision, but theoretically it's overlapping .00004 on every pass and it should be 0. That is a software error. You can tell me I'm wrong. I don't take offense, but you have to be able to back it up. I do take some issue to you being offended to my inoffensive matter-of-fact response. Sorry if this all comes off as a bit harsh but I'm not going to grovel and tip-toe around someone just because they're sensitive old gatekeepers that think they're hot xxxx who had to work so much harder than everyone else so they hoard industry secrets for a sense of superiority when they know how to do something that requires a workaround instead of petitioning mastercam to fix the issue because they're dug in and by using convoluted software they receive job security. I freely share everything I learn; that's probably why they try to keep me around. Sadly corporate policy to "wear gloves at all times once you step foot in the building" was a dealbreaker. They just installed touch screens everywhere. They just installed fingerprint scanners. What the hell were they thinking. And they just ripped a guy's thumb off because they told him, a lathe operator, to put on gloves. Then they fired him. (tangent rant, my bad.) Idk, maybe the crazy mill guy is touchy because I said programming was easy that one time a long time ago? I mean, I just started a programming job and the day flies. It's like playing a video game all a day. Come on. The only difficulty is in Mastercam's under-documentation and inconsistent work flow stemming from haphazard implementation of new features. It's definitely more difficult being the machinist having to correct programs at the machine because the programmer can't be bothered to get the geometry correct and has an ego that prevents them from working with the machinist and uses excuses like "that's how we've always done it" or "how did Q.C. even found out about this? Because you told them huh you little jackass."... How about you stop shipping bad parts have you thought of that? (oh tangent rant again my bad) Back on topic. If I'm wrong, prove it. And PSA: grow some skin.
-
Alright I got it working which required a setting that should not be required. It's a bug 100%. That setting was not required on the original toolpath that this reverse toolpath was copied from. And the tweak to that setting to make it work is causing an additional behavior that I do NOT want on this toolpath. I'll submit a bug report (if mastercam has those) if this bug is present on the licensed version at work. Thank you Azoth for the help lol give yourself a pat on the back.
-
I mean, I don't see a toolpath. And if you want to be snarky, you haven't actually shown me you weren't wrong. You just posted a pic with the annotation "correct settings lol". I only told you I've checked your suggestions. No need to be offended. I can get that stock result too, but only if I disable stock recognition. But I don't know if this was an issue in the non emcam version. I modeled this piece at home to look into a different issue, and only now noticed it left more stock on the right side than the left even though the toolpath was a carbon copy. The file at work may output the same results as yours.
-
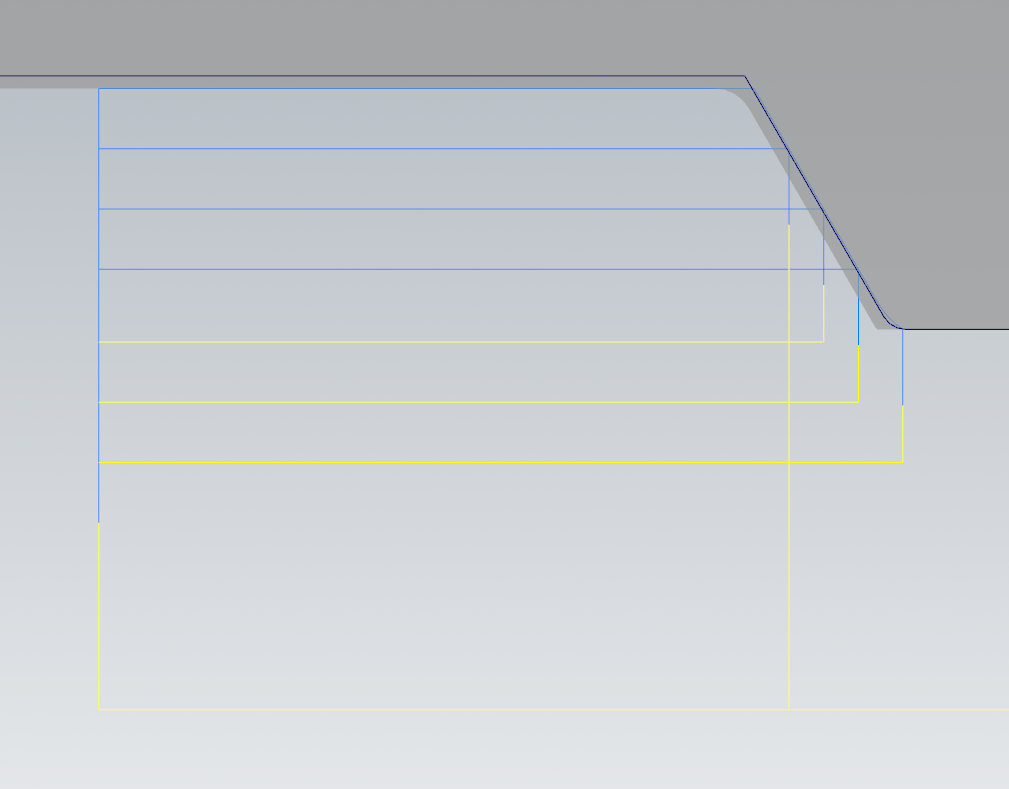
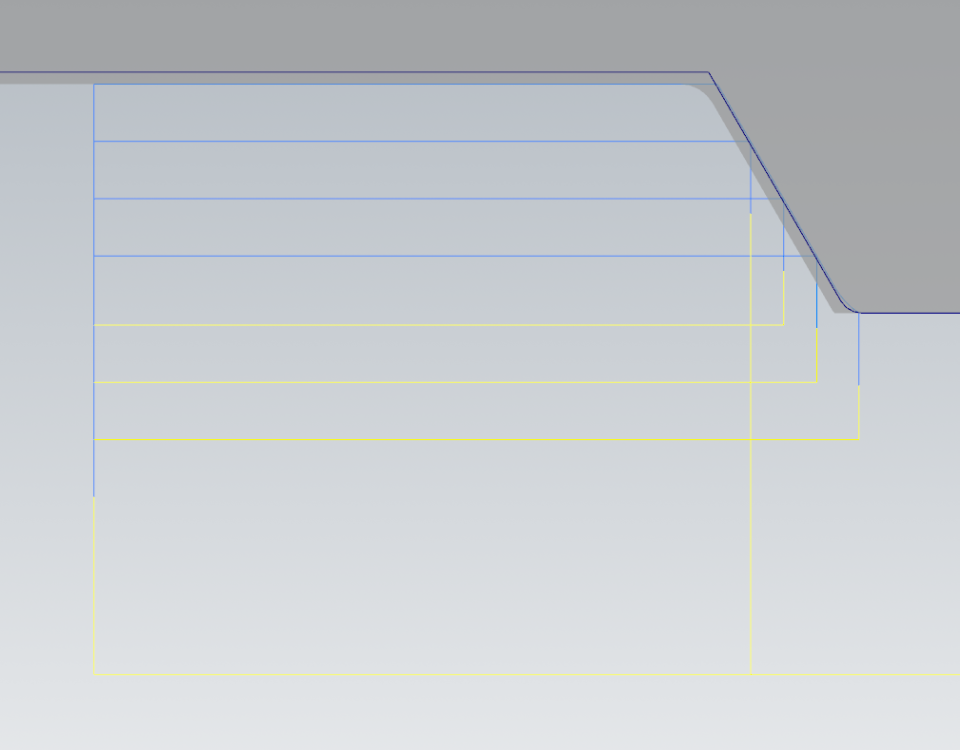
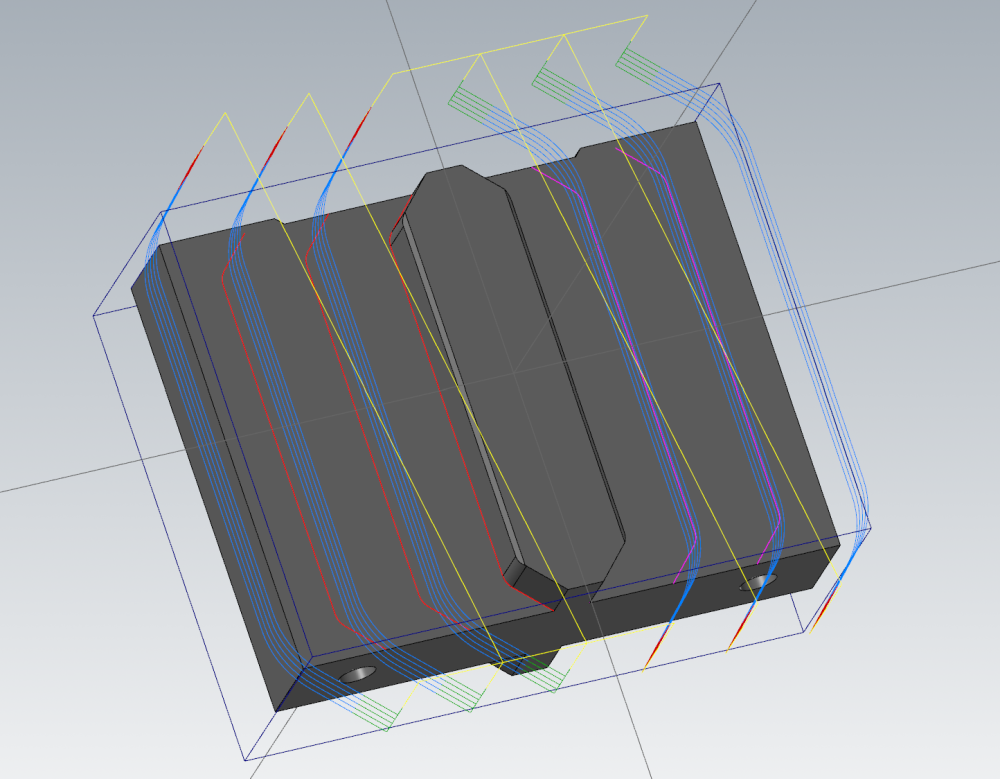
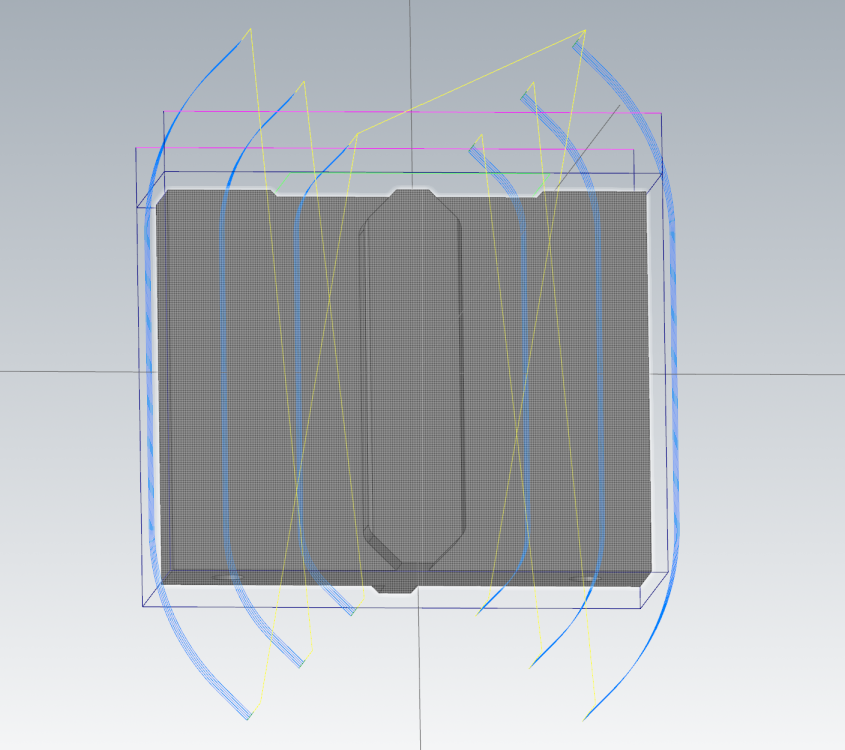
Disabling stock recognition properly completes the toolpath, but has aircutting/recutting.
-
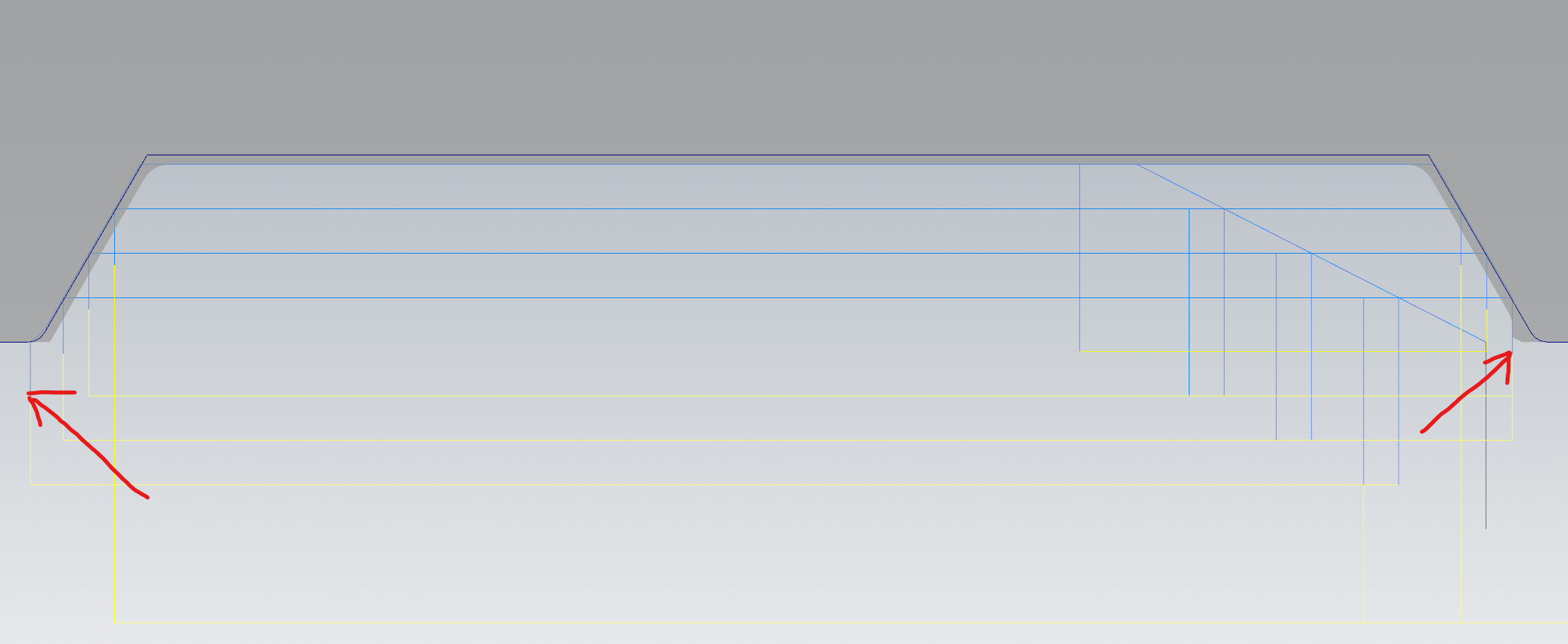
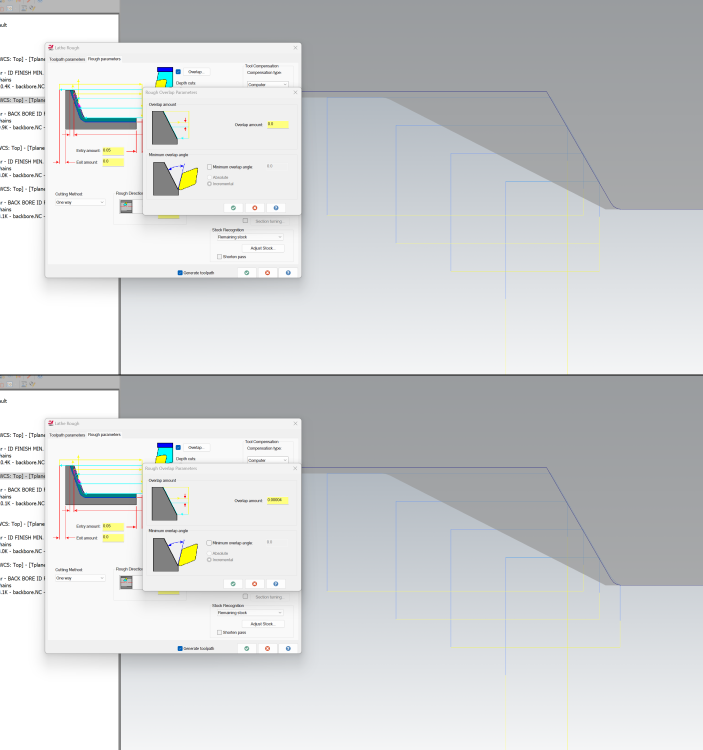
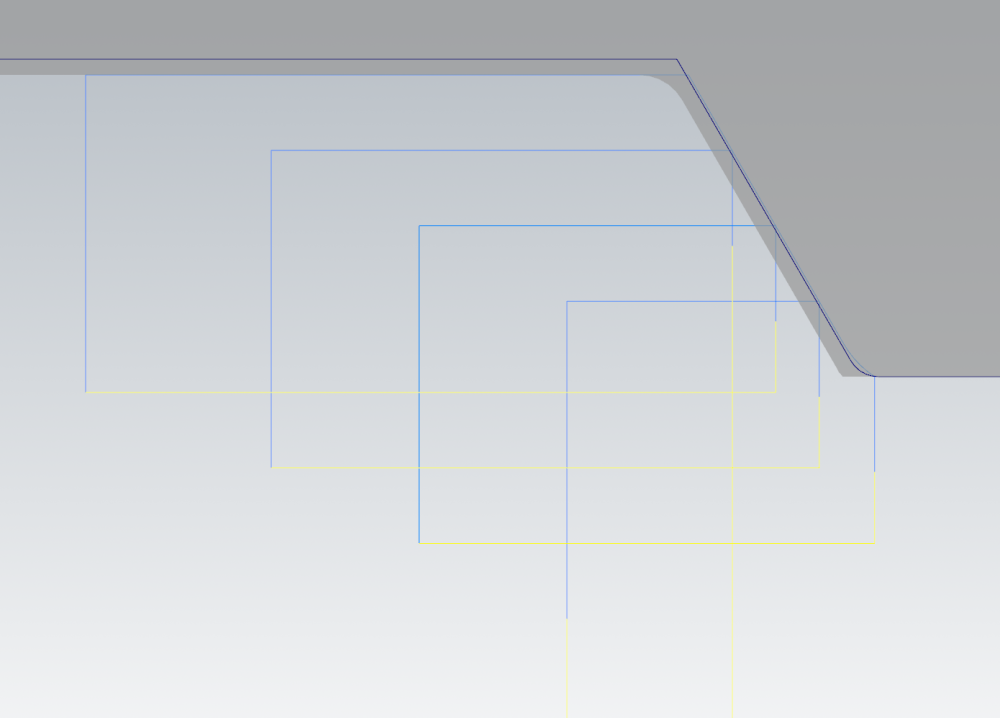
I've set the clearance on the tool definition. That's not it. Enabling stock recognition on the 1st roughing as zero effect on the current or subsequent toolpaths because all the stock is still there. It does have "Update Stock" enabled if that's what you meant. I used Rough toolpath with set to leave 0 in x/z instead of Finish toolpath because the Rough toolpath allows me to use stock recognition "Use Remaining Stock". Otherwise the finish pass looks like this without stock recognition:
-
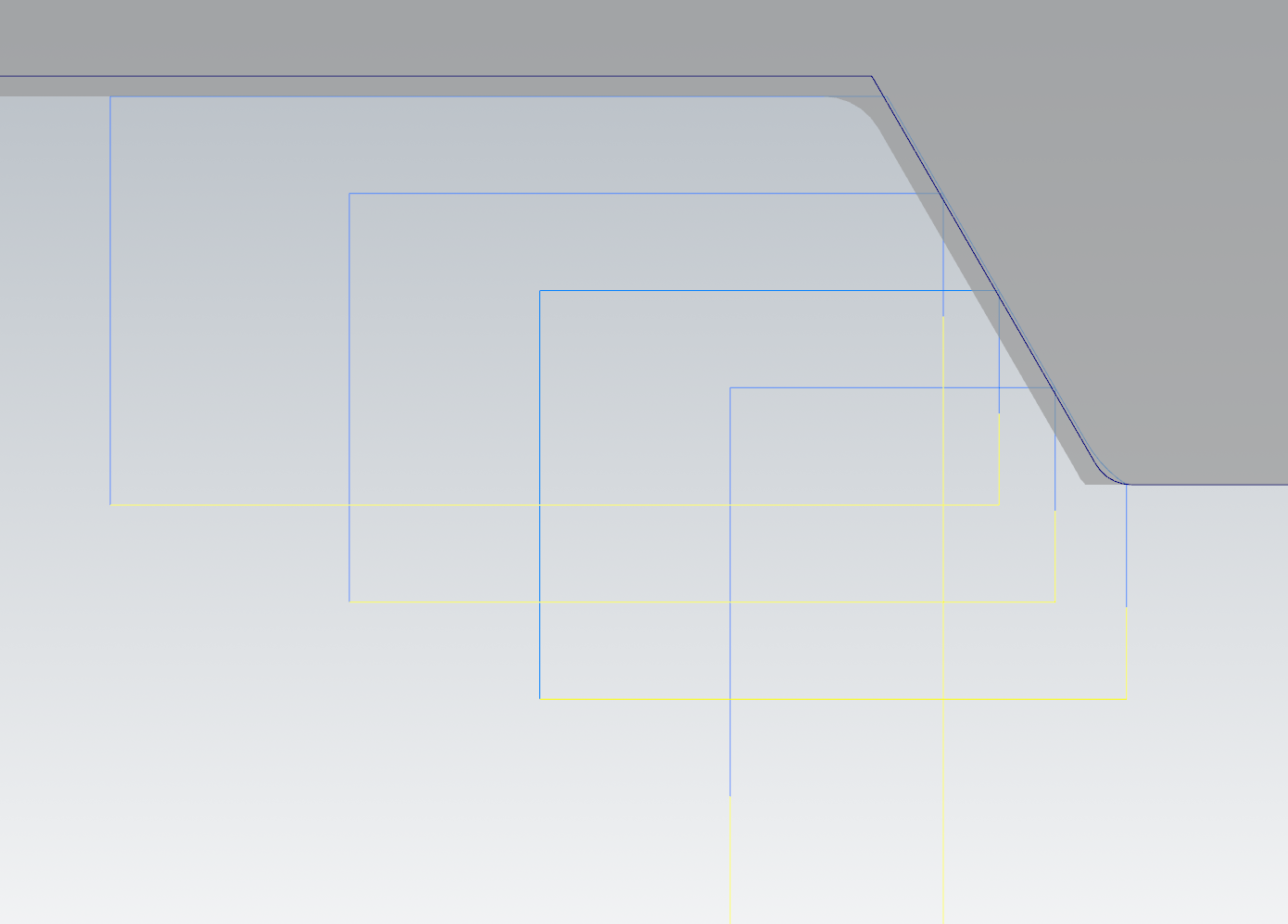
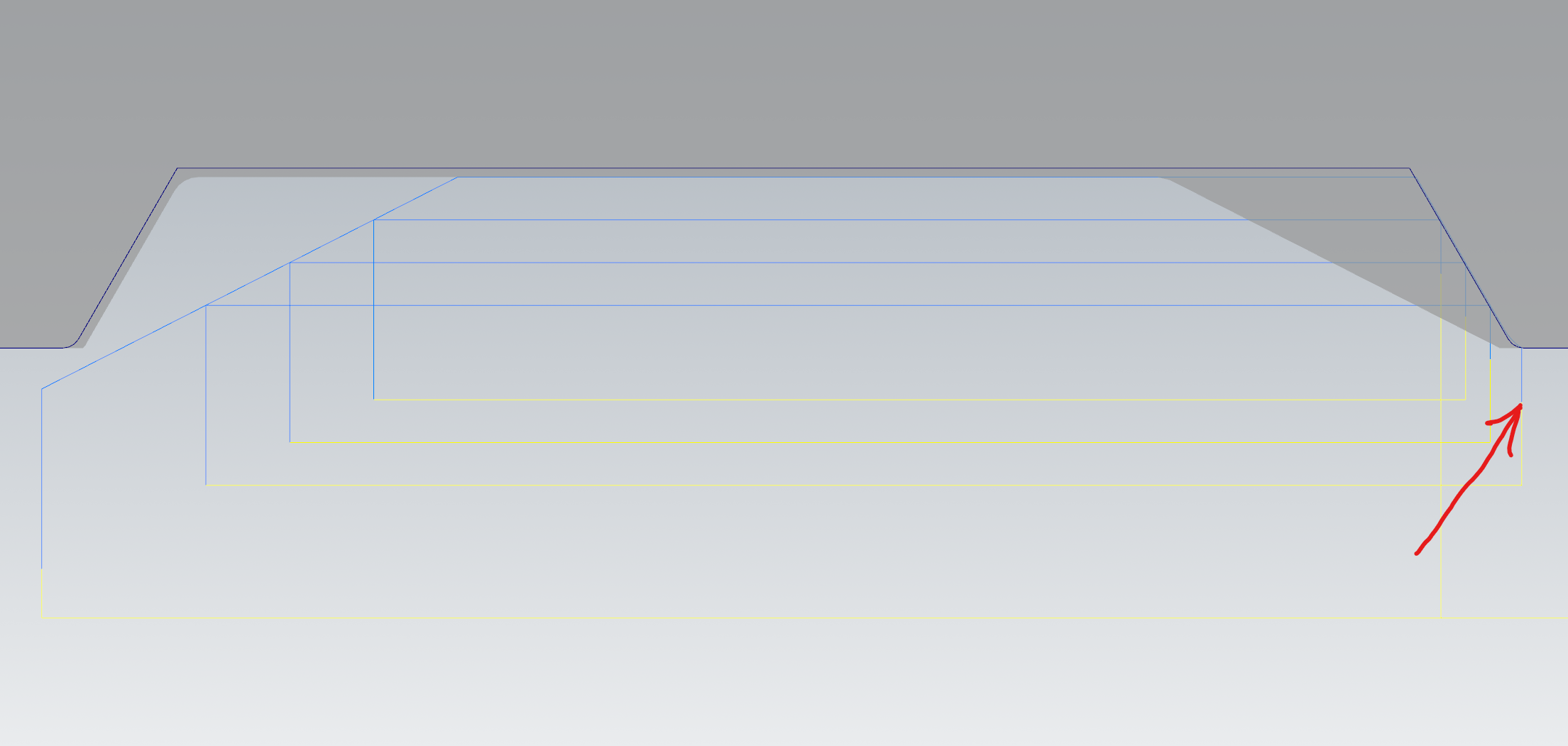
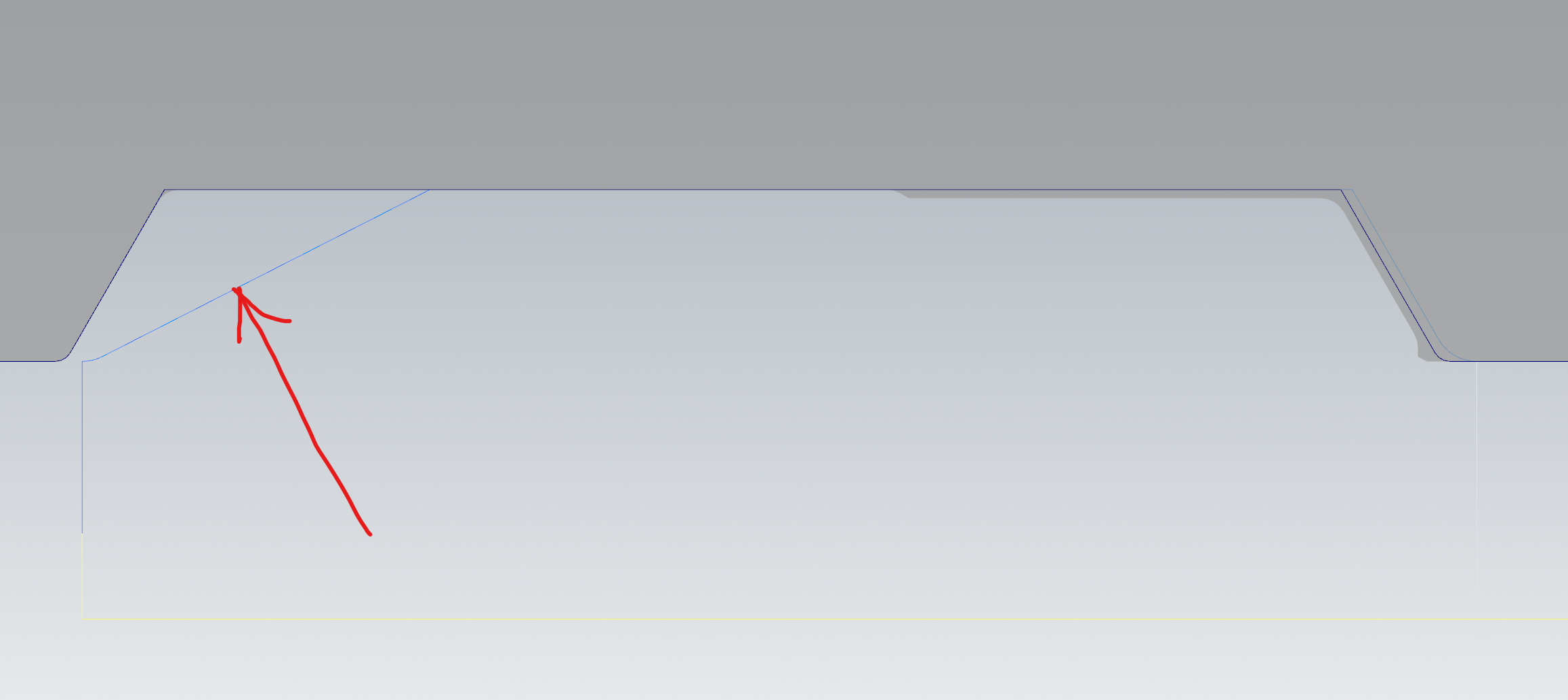
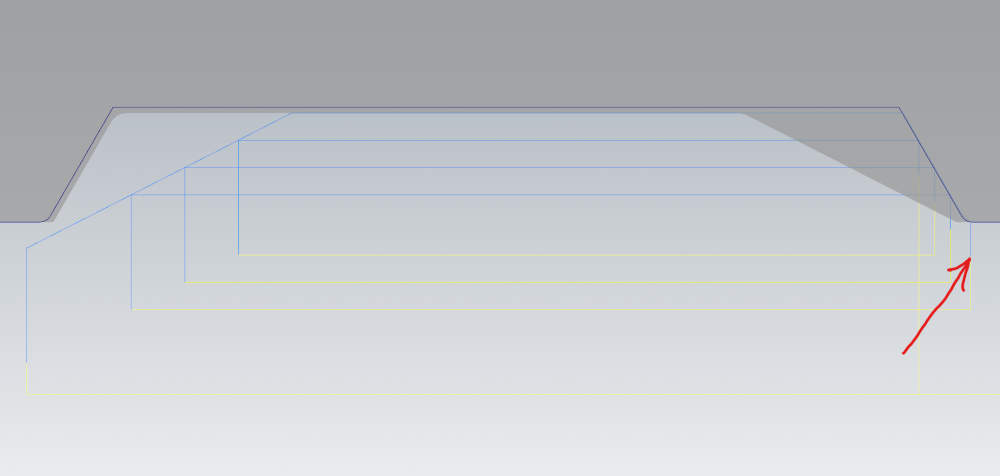
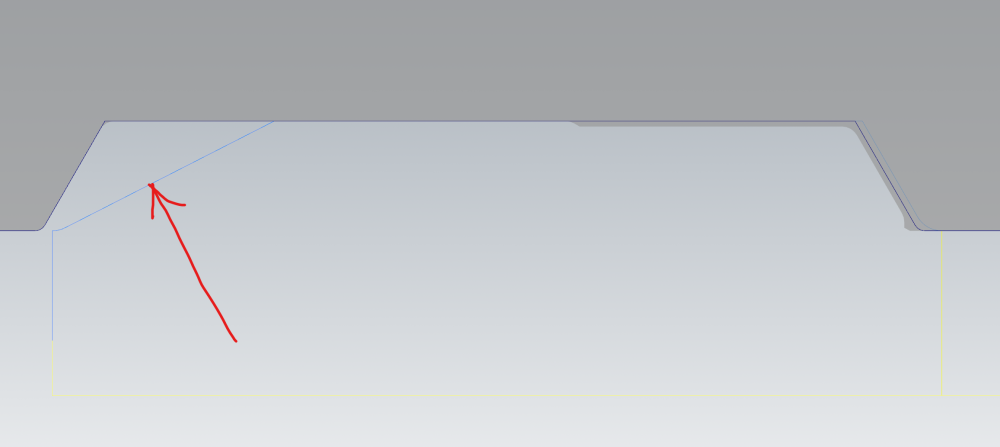
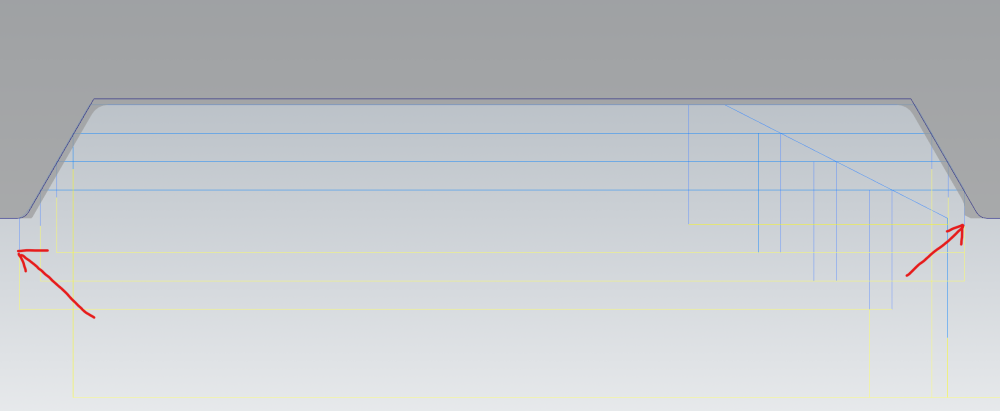
Is this a bug? I've got it set up the same on both toolpaths except the back bore op has "Remaining Stock" enabled. The reverse chained toolpath (red arrow on right) doesn't complete the chain to the end. If I disabled stock recognition, it will complete the feature over the little radius (like the red arrow on the left), but then I have to fiddle with shorting my contour instead of taking advantage of the stock recognition feature. Another missing feature, the Finish toolpath can't do stock recognition? So I rough left, rough right, finish left, then... Rough right and just set 0 remaining stock so I can use stock recognition. Just got my first programming job so looks like I'll be putting some time in with mastercam after all. It's growing on me. Attached emcam backbore.emcam
-
Basically what I expected. Not that programming isn't easy, just that I didn't know adding geometry to drive certain toolpaths would have to be a thing. I didn't expect mastercam to read my mind, but more naively assumed every facet of every toolpath would be parameterized and accessible in a modern GUI... except the money isn't in making it easier to do simple toolpaths that are already easy to write by hand so it makes sense. Guess learning the quirks of the available CAM software is at the crux of cnc programming.
-
Yep thanks, that's exactly what I did in my 2nd pic. I looked at all of them, that one too. Only averse in this instance because the goal is to see what it takes to manipulate a cam program to reproduce a very specific toolpath. Not a similar one. Not a better one. Now I am satisfied to know that I can get it to do what I want. Just disappointed that the tools mastercam provides are so compartmentalized. Straightforward. Both programmers at both companies I've worked at were in-their-rut old school programmers, so maybe that's how they go about it. My expectations of modern industrial software just needs calibrating. 3 years of machining and 1 weekend of mastercam wasn't a brag on my mastery of the trade... I was pointing out that dynamic mill is just not in the scope of this experiment. Though I do find myself regularly babysitting 30 year machining veterans so maybe you're onto something. Top tier work ethic here. Not sure what excellent advice you're referring to because I posted the toolpath yesterday ahead of all the replies. I guess sorry for criticizing things that google has revealed to have been previously criticized over the eons? And clearly if I can look at a part and anticipate what it takes to get programmed using a particular CAM program then I have no reason not to be confident in my command of the software so... I mean, if you want I can probably train you in mastercam if it really took you 6 years.
-
Still not in a programming position, just trying to prove to myself I got it down by replicating a known job. But yeah, if I can find a job that lets you program your own parts I've got some experimenting to do.
-
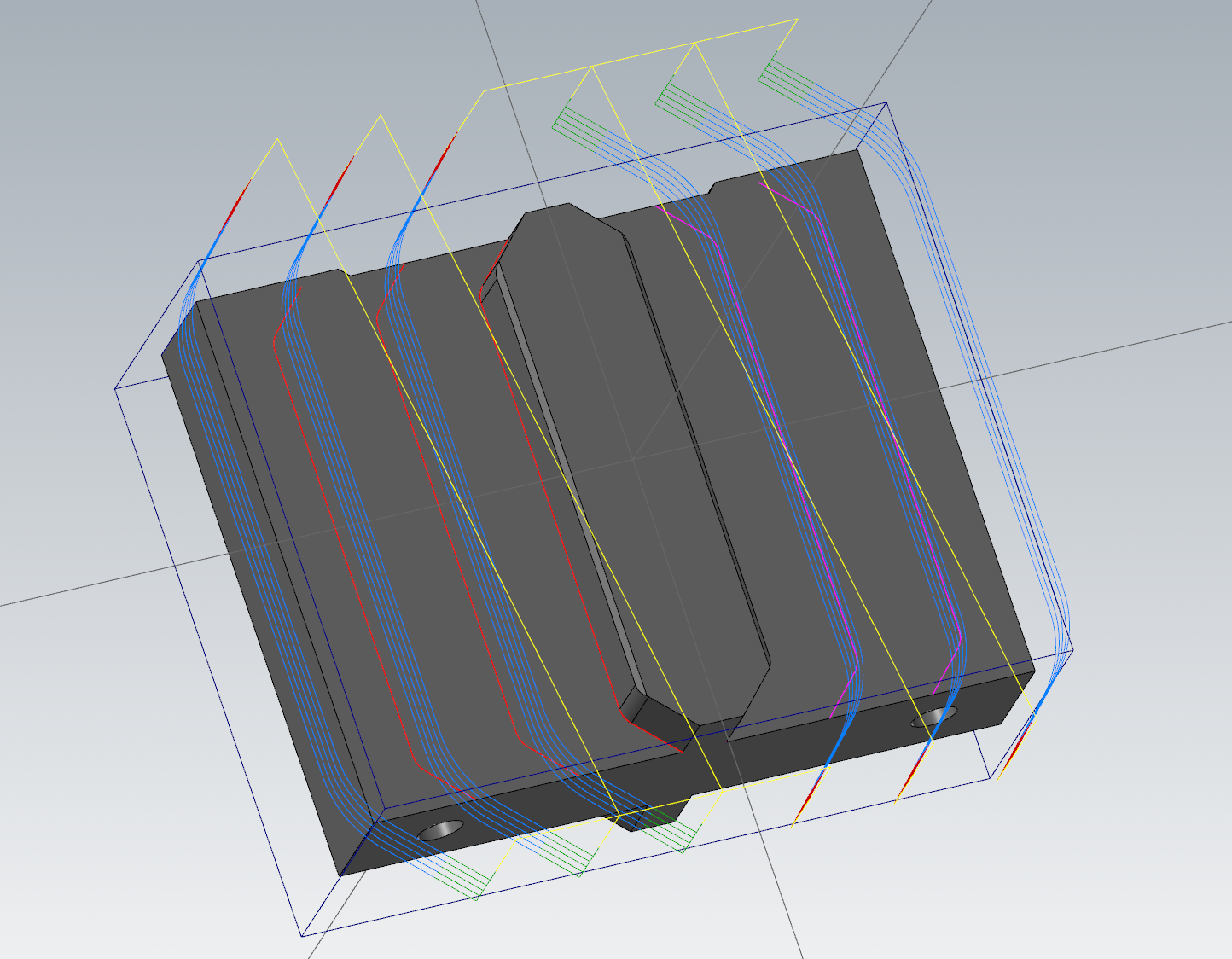
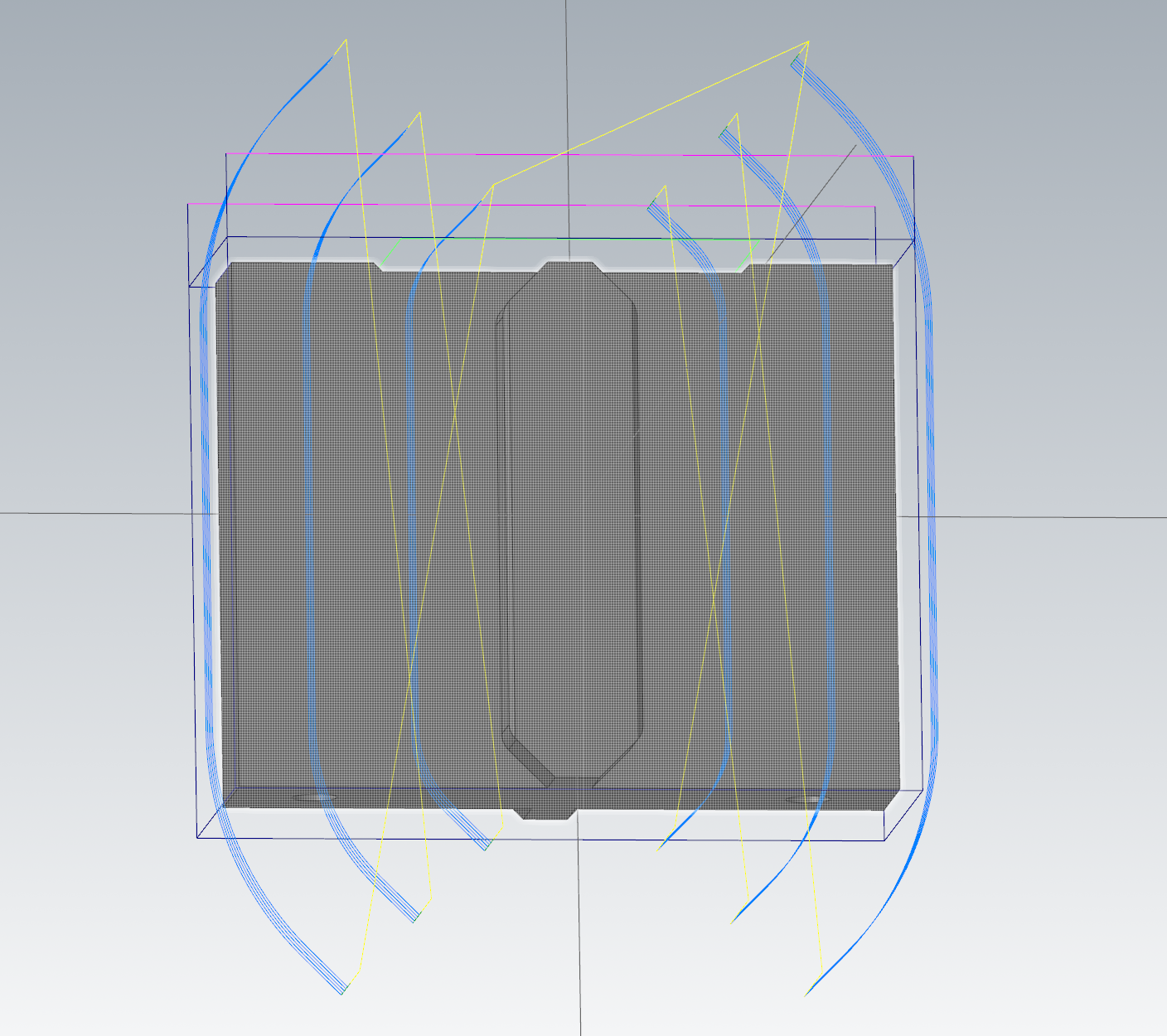
The dynamic toolpath seems geared for High Speed machining which I've never witnessed in action in all my 3 years of experience (may need to look into it). Right now I'm just trying to replicate a few old programs I've ran (fixturing and all) since cloning a known process seems like a good way to gauge my command over a cam system. They happen to run conventionally slow, shallow, and heavy cuts so I don't want to use mastercam's dynamic toolpaths for this. The program I'm replicating wasn't made in mastercam, but mcam holds the majority share of job postings so I've just been trying it out. I still think I'd rather use one that will give me what I want without having to trick the software. I'll probably just bang these parts out so I'm atleast familiar with the process before demoing a few others. I've found I'm not the only one making these same complaints going back 10 years unaddressed and the 2 solutions that keep coming up is "manually draw your toolpath" and "it's good enough for me so quit whining". If I end up sticking with mastercam I'll just have to get in the habit of drawing auxiliary geometry as I model the part if I want specific toolpaths. Created a curve from the solid, duplicated and offset twice, then mirrored about the axis and chained in order. Only saved 2 minutes, but the aircutting is hard for me to look at. It's just annoying because not only do I have to waste time manually placing toolpaths, I also can't adjust my stepover as a variable and must instead manually shift the new guidelines. Is this what programming with cam is supposed to be? I guess I should go easier on my programmer for some of the wack toolpaths he gives me. I had no idea these exorbitantly priced programs would be so particular.
-
Is there a way to have the Multipass simply duplicate the original contour or Lock the multiple pass replication/translation to the X axis instead of scaling out in X and Y? I don't want the tool cutting so much air like that on the outer passes. I feel like I'm going to have to manually draw literally every toolpath to get mastercam to put out logical programs.
-
Okay thanks. I haven't even gotten to the gear tool yet because right off the bat I ran into an issue with the way mastercam calculates it's facing toolpaths (it prioritizes from the center out with symmetric tool overlap off the sides of the part, but straight ignores my stepover distance which leads to an awful toolpath that leaves a mere sliver on last pass because they made it prioritize tool overhang over my specified radial tool engagement). The only solution I'm seeing is to manually offset the toolpath by drawing a separate wireframe or just draw the toolpath, which at that point why am I even using cam? Do I really have to hand edit my cam's gcode in "state-of-the-art" software if I want optimized toolpaths? So yeah the chances of it being capable of calculating toolpaths based on constant chip area was starting to look like a long shot, thanks for confirming. Obviously the 3d surfacing toolpaths that can't be done at the control make mastercam valuable, but I'm just shocked with how lacking mastercam is in the fundamentals.
-
Before looking for a programming job I'm trying out mastercam to see if I can get it to output ergonomic operations and toolpaths that are catered to the machinist's workflow. The type of stuff I as the machinist end up rewriting by hand at the control. One thing I need mastercam to replicate is toolpathing for constant spindle load in various operations. Right now I want to make a custom tool (a 7 tooth tall 8 D.P. gear hobbing cutter) to 2D Mill some gear racks and have mastercam calculate decrementing radial depth of cut based on constant chip area so the spindle load is constant throughout the operation. As the machinist I know I can't use higher speeds without wearing out my cutter, and I can't feed faster or take large RDOC because the mill, toolholding, and work holding are no where near as rigid as traditional gear cutting machines so the only way to reduce cycle time is adaptive RDOC. At the machine I went by trial and error starting with a finish and semifinish RDOC of .010" and experimentally increasing RDOC out from there. Is there a method in mastercam to do this? Model the finished geometry and specify the finish pass RDOC and tell it to work backwards to give larger RDOC on each rough pass out based on the described tool geometry and part stock to maintain constant chip area?