





Bob W.
-
Posts
1,914 -
Joined
-
Last visited
-
Days Won
20
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Bob W.
-
So we are still working on this and still having post issues, tweaks. MCAM NW is very responsive but damn this is getting old... The Esprit post ran the machine flawlessly IMMEDIATELY. C'mon Mastercam, these machines have been out a long time. Why aren't they dialed yet? It appears the Mori AE was right, I will be dealing with this stuff for months...
-
We are having some issues with our DMG-Mori NTX2000 and I would like to get some input from those with more experience with these, since I am new to turning. If we run the machine easy during the day and set a tool at 5:00pm before shutting the machine down, then come in and set the same tool first thing in the morning we see an offset change in X and Z by 0.002" and 0.001" respectively. This machine has a coolant chiller and glass scales on the XYZ axis of BOTH upper and lower turrets. We have begun investigating this but I was curious what others have seen. I should also add that the shop is temperature controlled to +/- 2 degrees. The times I have checked the temp at 5:00pm and 8:00 am there has been zero change from 72 degrees.
-
Yes, it is G68.1 which seems to be a less powerful version of G68.2 though better than G68. G68.1 has the same inputs as G68.2 and the Mori AEs say it is typically used on these. With that said this machine has all of the 5-axis options so we could run TCP, TWP, etc... but I'm not sure the post is set up for it and there is a lot more complexity there that I don't want to deal with at the moment.
-
Thanks Ron, I'll check it out. One question I have is if G68.1 is the right function for this or if I would be better off trying to use TCP and TWP. Any thoughts on that?
-
We are doing some milling at 45 degrees using the upper turret on our Mori NTX2000 and things aren't behaving as expected. The tool position is off in X and Z by 1/2" or so. Here is the cod3 T6603 G361 B-45. D0 G43 H1. G97 S4075 M13 G54 G98 M69 G0 C180. M68 G17 G68.1 X0. Y0. Z0. I0. J1. K0. R45. M08 G0 X-2.3559 Y-1.0523 Z5. Z2.9086 G98 G1 Z2.8106 F100. X-2.3536 Y-1.0513 F75. X-2.3048 Y-1.0221 Z2.8101 From what I can see everything looks right. The rotation is at the G54 XYZ 0,0,0 position and rotating 45 degrees about the y-axis. When I take measurements in Mastercam the tool position matches where it should be relative to the G54 origin but on the machine it is a different story. Are there Fanuc parameters that need to be set for this? It is a 2D HST contour toolpath so no wear comp, etc... Also, the machine didn't like I,J arc moves and alarmed every time but linear code ran well. Are arcs in G68.1 an issue?
-
Does anyone happen to know the Fanuc (31i) system variable numbers for the DFO G54.2 offsets?
-
I'm still in the process of getting our new mill turn (DMG-MORI NTX2000) dialed and I was curious what others typically include in their safety code line. Things like putting the machine in inch mode, X-Y plane, cancel cutter comp, cancel TCP, absolute mode, etc... I would love to hear what people consider to be a must in the mill-turn program header to make sure the machine will not kick off a program in some crazy mode. I figure by December we will really have this humming along. I guess another aspect of this is what would be the specific differences in the safety code for upper and lower turret programs.
-
I think this answers my question whether the changes persist or not. Once a value is assigned to a token it stays with the operation permanently once saved and doesn't need to be reset every time the program is posted. So the work flow is such that the part is programmed as normal in Mastercam, then settings (coolant, tokens, etc...) are dialed in the Sync manager, then it is simulated, then posted. Settings made in the sync manager will be permanent and will remain with the operations if other edits are made and posted in the future. Sound right?
-
This calls a macro and sends all inputs to this macro. The macro does the rest.
-
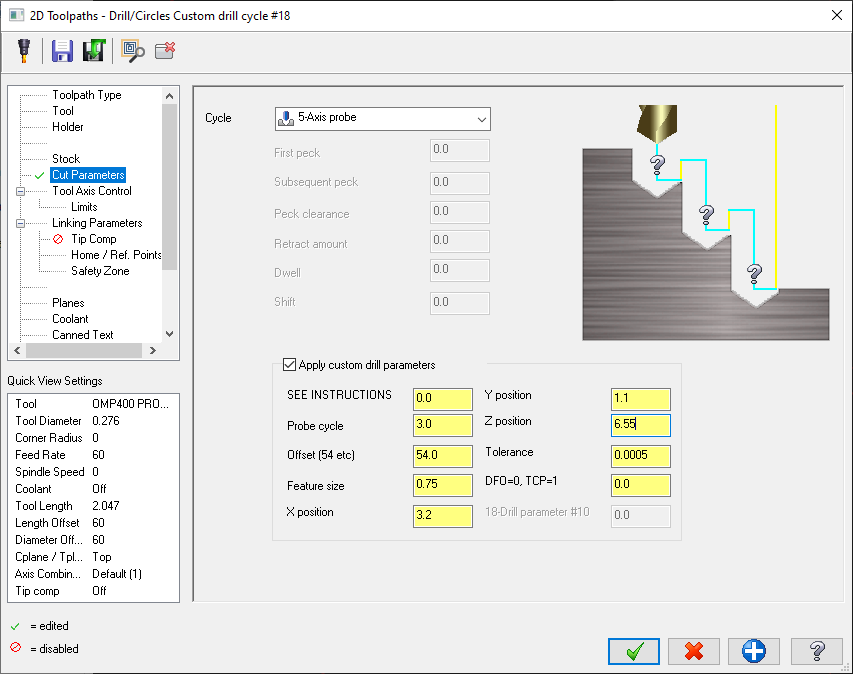
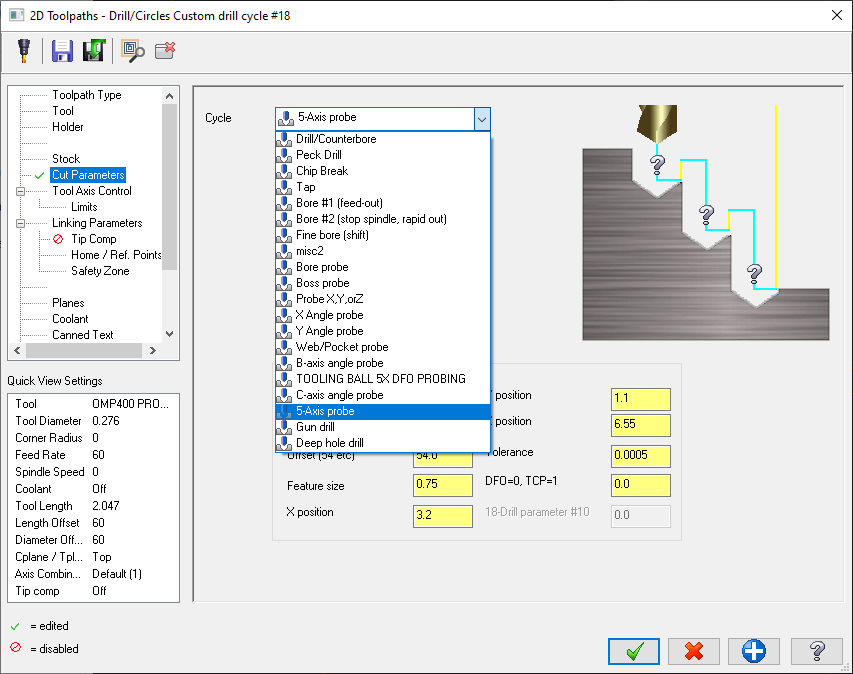
Do you know if there is any plan to get the misc integers, reals, and custom drill parameters into MT? We just finished up our 5-axis bore/boss probing routine for our Makinos and it was done exclusively with post mods and custom drill cycles and parameters. We don't even have Mastercam's probing add-in. The probe routine will probe a feature and back calculate the offset corrections given the B and C-axis positions during probing. We run Dynamic Fixture Offset on the mills so there are multiple offsets that get adjusted. On the NTX we will be running TCP so it will be the same. These features were hugely powerful and it is a big gap for MT. I do know Esprit supports this (custom toolpath inputs) and also has custom parameters for tools which is a huge plus. Basically tool definitions in Esprit also have ten custom parameter inputs exactly how Mastercam mill has ten misc reals in the toolpaths. Having these inputs in tool definitions allows one that is savvy in macros to direct tool measurement/ break check routine parameters at the tool level and make them PERFECT. How are these done in the Code Expert side? Do they persist, or do they need to be reset every time a program is posted?
-
The dumbest thing I have ever seen in a mastercam post
Bob W. replied to pro grammer's topic in Industrial Forum
My sales guy always asks why we don't just hold the part/ print up to the monitor and hit CTRL-P and have the machine make it. Now THAT would be progress... -
Also, regarding MCOSMOS... If you haven't had training on it I highly recommend it. CMM software is generally not very user friendly and it would be a real pain to try and figure it out on your own, not to mention the risk of mistakes and shipping non conforming parts because they weren't inspected properly or datums were moving because they weren't set up right. Spend the $$$ and it will pay itself back quickly.
-
I pulled in my CMM programmer to answer this one, since we run MCOSMOS. He told me that the software will flag the probes if they haven't been calibrated in over a week (default value). If you look at the calibration dates on the imported probes they are over a month old. The default length of time can be set in the program manager. The color the probes turn depends on the length of time since probe calibration. I will be asking a lot of questions in the next few months for the new lathe and I will do what I can to return the favor.
-
I'm sure there is a way to do this and the quickest way to find out is to just ask I guess. Imagine you have a 10" diameter pipe with a 2" wall thickness with the bore in line with the Z-axis on a mill. I need to use a dynamic toolpath to rough several features in the wall, on the inside of the bore only. I can create a boundary easily enough and create a toolpath to stay inside this boundary. The problem with this is I end up cutting a ton of air as it will treat it as a solid bar... How can this be cleaned up so it will rough the features without cutting air? I know I can create an additional chain to minimize how much the tool machines air in the bore but then it wants to treat this region as a pocket and helix down. Ideally I would machine this with a 'from outside' approach. Any ideas? DOH! I just saw the 'air regions' tab... Ugh, never mind...
-
Yes, the goal is to reduce the number of steps required to get a part to the machine and we put a ton of effort into just that. Modifying posts, writing macros for in-machine process checks, etc... All in an effort to REDUCE the number of steps and also the number of opportunities for a mistake or oversight. This kind of goes against that by adding additional steps (that are automatic for milling) in the sync manager.
-
Right, I see those in the sync manager for each operation and they appear to be labeled correctly for my machine. In Crazy's screen shot of the token section it only showed strategy 1, 2, 3, etc... How do these get populated?
-
Can you give a brief description of the strategies? I assume these are global to the entire program? Do the various strategies need to be defined? If so, how? What are the available parameters or variables? Thanks to everyone for the help on this, I really appreciate it.
-
Yes, after messing with it a bit the coolant settings need to be reset every time I post from Mastercam. I really can't believe this, what a colossal waste of time, and risky in things getting missed or screwed up.
-
Is there any way to tie coolant settings to the tool or does it always need to be done operation by operation in the sync manager? Also, do these need to be reset every time the program is posted or do the sync manager settings persist?
-
The G10.9 issue just got fixed. MCAM NW has been very responsive for sure. Where would I look in the consumer side for adding misc integers and reals, or the input field for break check?
-
I'm starting a new thread on this so it will show up on any future searches on the subject. I had my training last Friday and everything looks good but I do have a few questions. I don't see any custom drill parameters, misc integers, or misc reals. How are shops activating tool break detection or putting the machine into roughing or finishing mode? We use misc integers for both of these things and it is critical to how we run. Can these features be activated or am I stuck editing this into all of my programs? I really hope not because that would be such a waste of time, risky, and repetitive. Also, Mastercam posts G10.9 for both the upper and lower turrets which alarms my machine every time. If I manually edit it out the machine runs fine. It can be turned off on the lower turret but not on the upper turret. This is a known issue and I'm curious what other shops have done for a permanent fix. I hope we aren't at square one of the long protracted process the Mori AE warned me about for getting our post working. There is another local company that spent a few months trying to get Mastercam working edit-free before buying Esprit and the G10.9 issue was one that they faced, and solved, as well. Yet here it is...
-
How do you determine what might be required per ITAR?
-
Well I got it going again with all my config settings redone. What a pain! Well, back to playing Fortnite.
-
Uninstalled and reinstalled and works fine... The update causing the issue is Mastercam 2021 Update 1 version 23.0.18934.0
-
UGH! It is definitely related to the latest Mastercam update. I did a 100% clean install, reinstalled and it opened fine. I just installed the latest update and I get the same error upon opening. error mastercam has detected a problem with the display adapter and needs to shut down... I just updated my graphics drivers for the 2080Ti graphics card so it isn't that. How do I roll back an update?

