S.Luong
-
Posts
7 -
Joined
-
Last visited
S.Luong's Achievements
")





-
@kniffs, check the graphic card configuration or does it meet the requirements?
-
Setup Sheet Won't Output Thread Mill to Tool LIst
S.Luong replied to cncgotoguy's topic in Post Processor Development Forum
Hello, I have an updated version, which is more automated (it spits its own from the source.)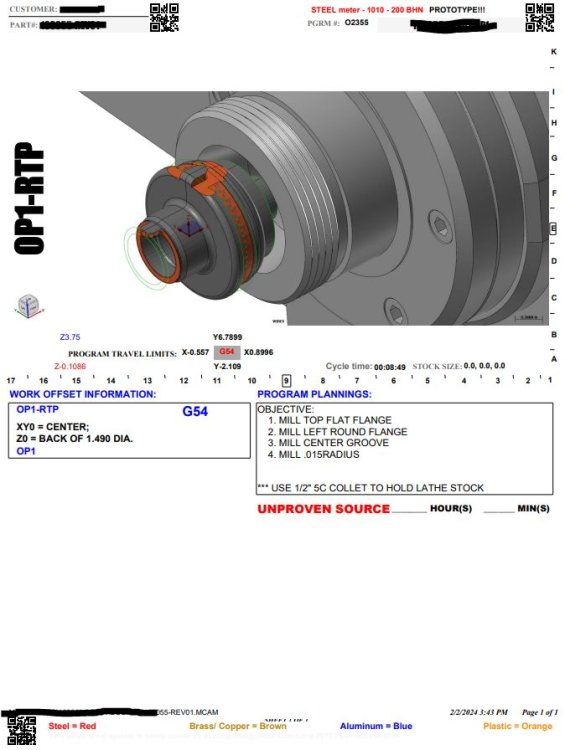
-
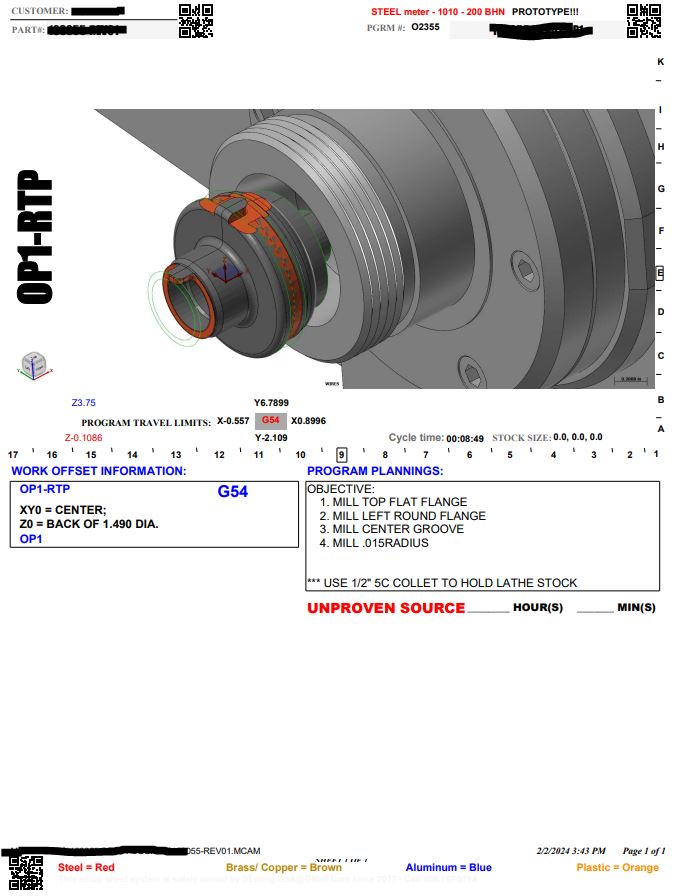
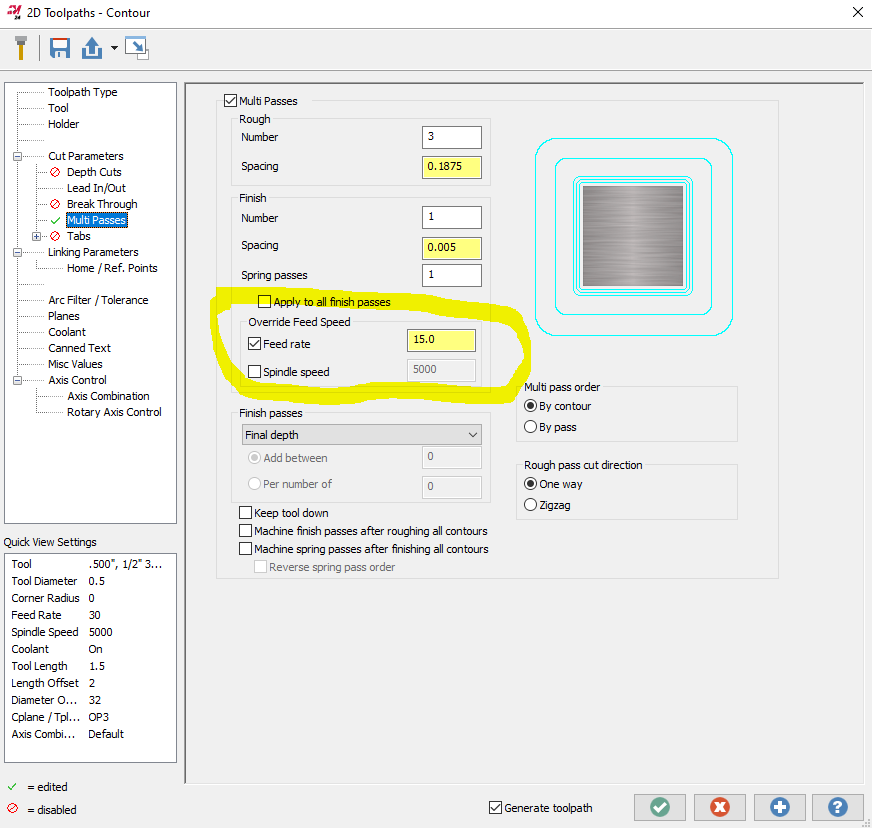
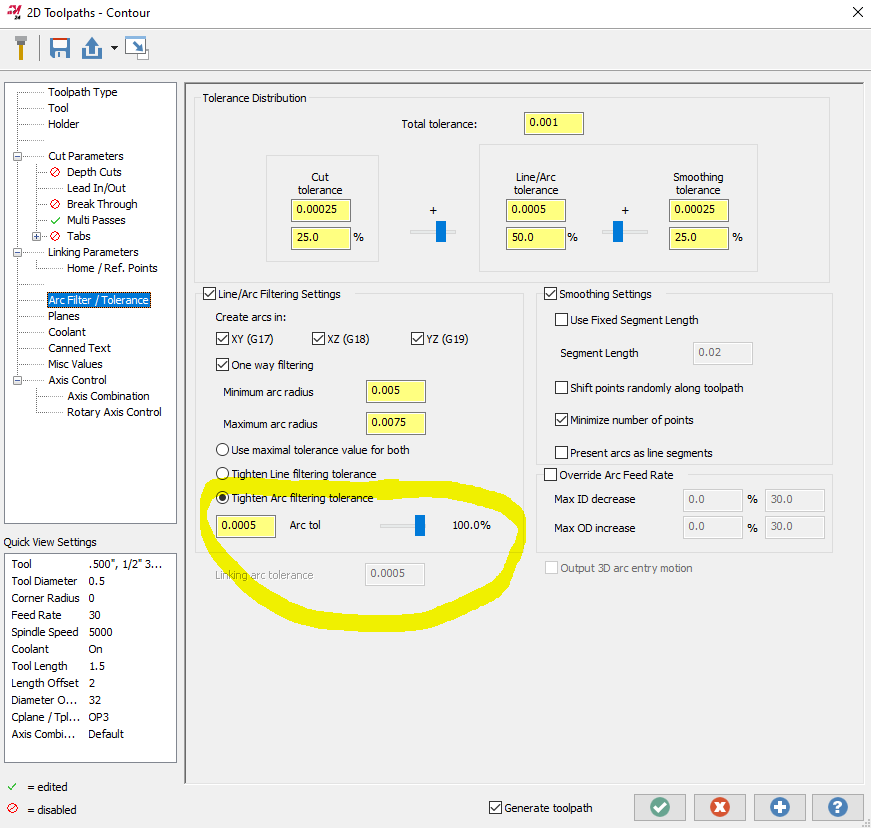
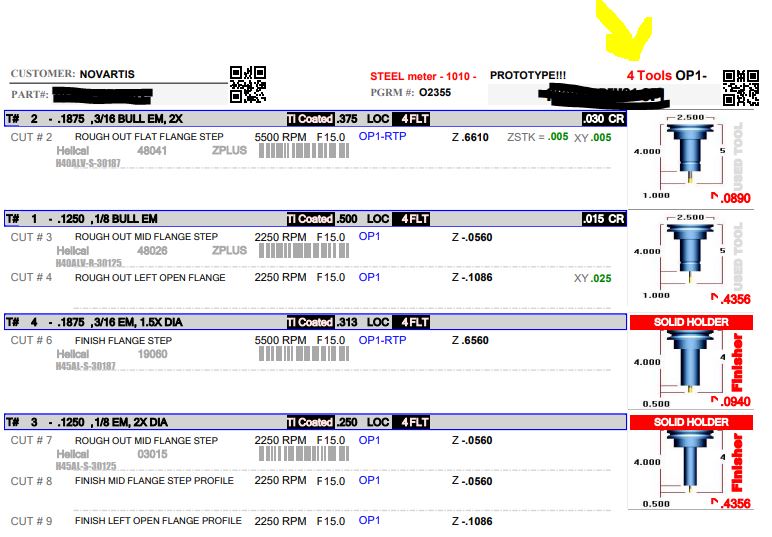
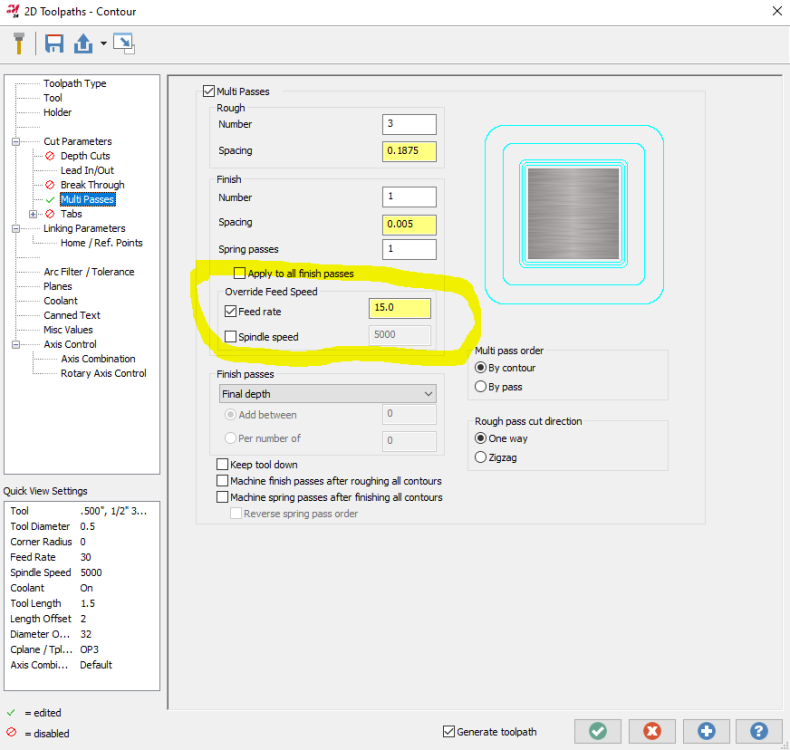
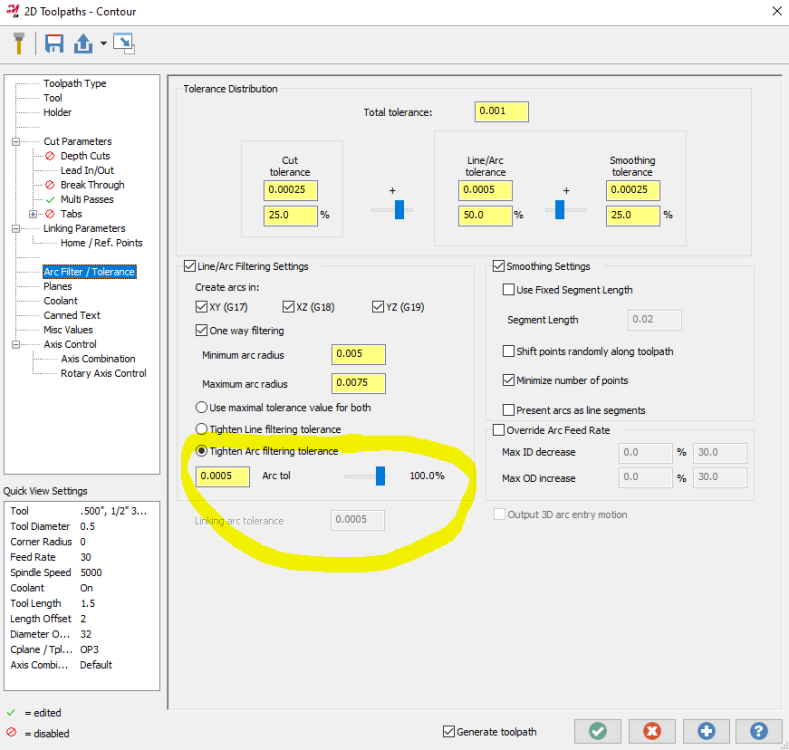
Hello all, I am having World War 1 machines which are old and not enough memory to run simple stuff. They have only 20KB, I have tried the R values in the program and they fit well. However, I want on the last toolpath would be IJK so I can control the cuts better. So I went to the "PARC" and monkey around with it. It only worked for the R values but not the IJK on the last cuts. Would you guys point me to the right direction? Thank you, S.Luong ====================== % O1905(715-A27905-105-REVB OP3.NC) (SOURCE = 715-A27905-105-REVB.MCAM) (POSTED ON NOV.30.2023 AT 7*17AM) (STEVEN LUONG, BY= CALMAX\STEVEN) (MACHINE TYPE = VERTICAL, FANUC) (CUSTOMER NAME = LAM RESEARCH) (PART NAME = BLK, UPPER DISCONNECT, HTR 6) (*) (TOOLS LIST FOR OP3 = 1 TOOL) (T2= .5, .500", 1/2" 3FLT CEM 1.25"LOC, CBD, * Z-.81) (*) (SETUP INFO, WOS = G56) (X0 = RIGHT) (Y0 = REAR) (Z0 = TOP) (*) (CYCLE TIME = 45.75S) (*) N2(ROUGH AND FINISH LEFT OVER, CUT#31) G0 G17 G40 G49 G80 G90 G53 Z0. M19 G53 Y0. T2 M6(.5, .500", 1/2" 3FLT CEM 1.25"LOC, CBD,) G90 G56 X-1.0552 Y.3154 S5000 M3 G43(D32)H2 Z2. M8(DOC= Z-.81) G1 F18.75 Z.1 G1 Z-.685 F30. G41 D32 X-1.256 Y.0287 Z-.81 G3 X-1.265 Y0. R.05 G1 Y-.12 X-1.025 Y0. G3 X-1.034 Y.0287 R.05 G1 G40 X-1.2348 Y.3154 Z-.685 G0 Z.5 X-1.2427 Z.1 G1 Z-.685 G41 D32 X-1.4435 Y.0287 Z-.81 G3 X-1.4525 Y0. R.05 G1 Y-.3075 X-.8375 Y0. G3 X-.8465 Y.0287 R.05 G1 G40 X-1.0473 Y.3154 Z-.685 G0 Z.5 X-1.4302 Z.1 G1 Z-.685 G41 D32 X-1.631 Y.0287 Z-.81 G3 X-1.64 Y0. R.05 G1 Y-.495 X-.65 Y0. G3 X-.659 Y.0287 R.05 G1 G40 X-.8598 Y.3154 Z-.685 G0 Z.5 X-1.4352 Z.1 G1 Z-.685 G41 D32 X-1.636 Y.0287 Z-.81 F15. G3 X-1.645 Y0. R.05 ========================> I/J/K HERE G1 Y-.5 X-.645 Y0. G3 X-.654 Y.0287 R.05 ========================> I/J/K HERE G1 G40 X-.8548 Y.3154 Z-.685 G0 Z.5 X-1.4352 Z.1 G1 Z-.685 F30. G41 D32 X-1.636 Y.0287 Z-.81 F15. G3 X-1.645 Y0. R.05 ========================> I/J/K HERE G1 Y-.5 X-.645 Y0. G3 X-.654 Y.0287 R.05 ========================> I/J/K HERE G1 G40 X-.8548 Y.3154 Z-.685 G0 Z2. M9 G53 Z0. M5 G53 Y0. G0 G90 G56 X0. M1 T2 M6(.5, .500", 1/2" 3FLT CEM 1.25"LOC) M30(CHARACTERS = 1,569 ~ 1.534KB) % ===================== #Region parc parc #Select the arc output if (plane$ = zero & (arctype$ = one | arctype$ = four)) | #XY Plane (plane$ = one & (arctypeyz$ = one | arctypeyz$ = four)) | #YZ Plane (plane$ = two & (arctypexz$ = one | arctypexz$ = four)), #XZ Plane [ result = newfs(two, iout) result = newfs(two, jout) result = newfs(two, kout) ] else, [ result = newfs(three, iout) result = newfs(three, jout) result = newfs(three, kout) ] if (plane$ = 0 & arctype$ < five) | (plane$ = 1 & arctypeyz$ < five) | # IJK is only for finishings and traditional toolpaths, highspeed would be R value (plane$ = 2 & arctypexz$ < five) | full_arc_flg$ | arc_pitch$ & (stock = 0 | stock1 = 0 | stock2 = 0) & not(iCommentCompare33 = iROUGH) & (iCommentCompare40 = iSemiFinish | iCommentCompare37 = iFINISH) & not(tool_op$ = 132 | tool_op$ = 134 | hst_flg) & (CircleMillFinishingIO = 1 | PocketFinishIO = 1 | PocketFinishIO = 1), [ #Arc output for IJK # If you do NOT want to force out the I,J,K values, # remove the "*" asterisks on the *i, *j, *k 's below... if plane$ = zero, *iout, *jout, kout #XY plane code - G17 if plane$ = one, iout, *jout, *kout #YZ plane code - G19 if plane$ = two, *iout, *jout, *kout #XZ plane code - G18 !i$, !j$, !k$ #if not(xform_type = 13 | xform_type = 16 | xform_type = 18) & OldMR1 = 5 & (plane$ = two), [if mprint(sG18IO), exitpost$] # #if not(xform_type = 13 | xform_type = 16 | xform_type = 18) & OldMR1 = 5 & (plane$ = one), [if mprint(sG19IO), exitpost$] # ] else, [ #Arc output for R if abs(sweep$)<=180 | (plane$ = 0 & arctype$ = five) | (plane$ = 1 & arctypeyz$ = five) | (plane$ = 2 & arctypexz$ = five), result = nwadrs(srad, arcrad$) else, result = nwadrs(srminus, arcrad$) *arcrad$ ] if ProgramQCIO = 1 & not(gcode$ = 3) & FilteringOverRideArcFeedRateIO = 1 & not(sContourType = 1) & (i$ = 0 & j$ = 0) & not(icommentCompare45 = iEngravings) & not(tool_op$ = 14) & not(iCommentCompare239 = iGnoreCheck) & not(tool_typ$ = 24) & not(tool_op$ = 102) & not(tool_op$ = 3) & not(tool_op$ = 132) & not(iCommentCompare2441 = iHole) & not(tool_op$ = 43), [if mprint(sFilteringOverRideArcFeedRateIOOff), exitpost$] #EndRegion parc
-
Carbide thru tool drill recommendations
S.Luong replied to Tinger's topic in Machining, Tools, Cutting & Probing
Nachi drills are very good performance. Expensive doesn't mean it is the best. I have used Mitsubishi products, indeed they are one of the best tools. Their price is sky rocketing. Nachi is best fit cost saving up to 70% comparing Mitsubishi carbide drills. -
Mori Seike memory card enable?
S.Luong replied to S.Luong's topic in Machining, Tools, Cutting & Probing
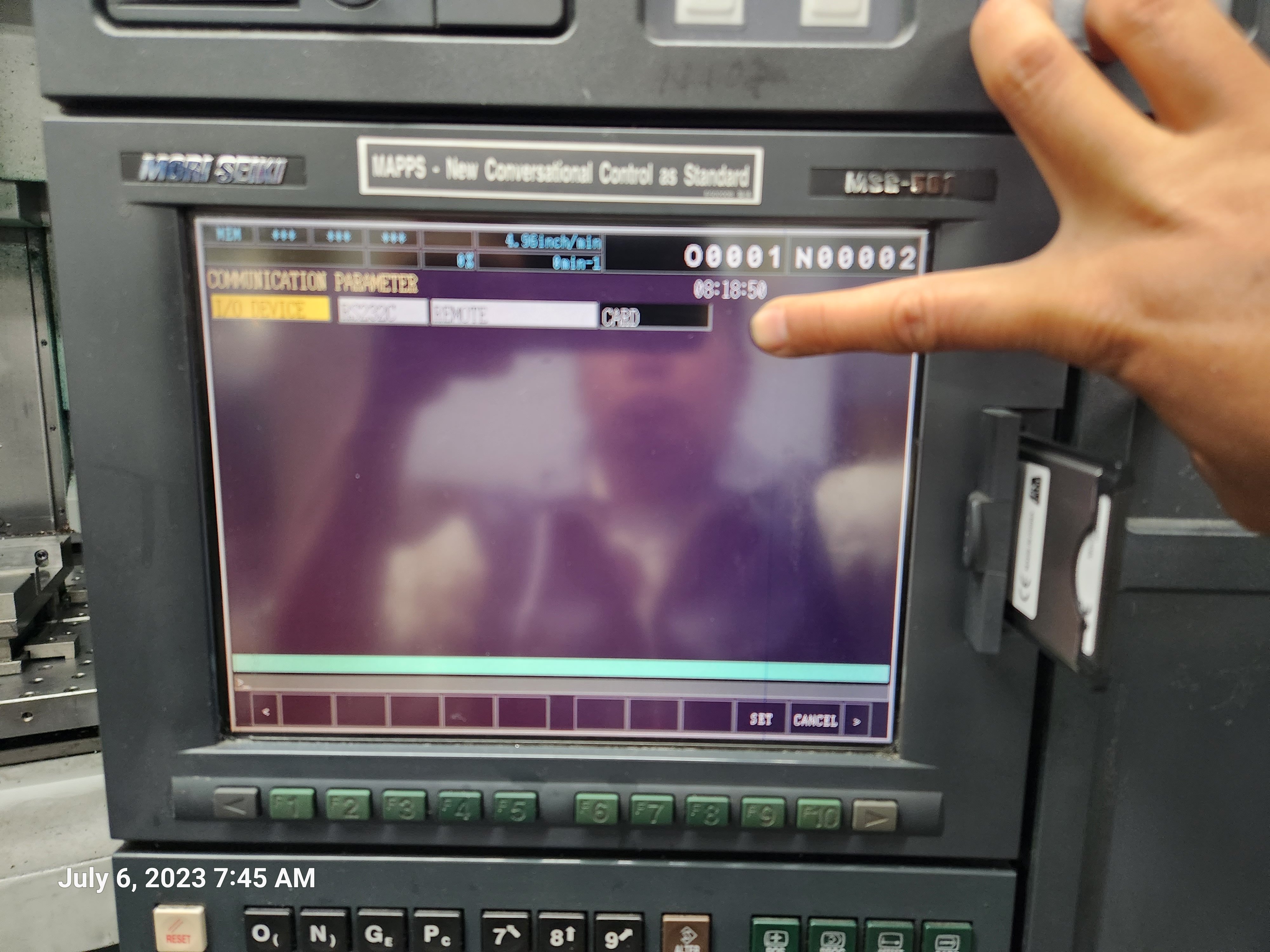
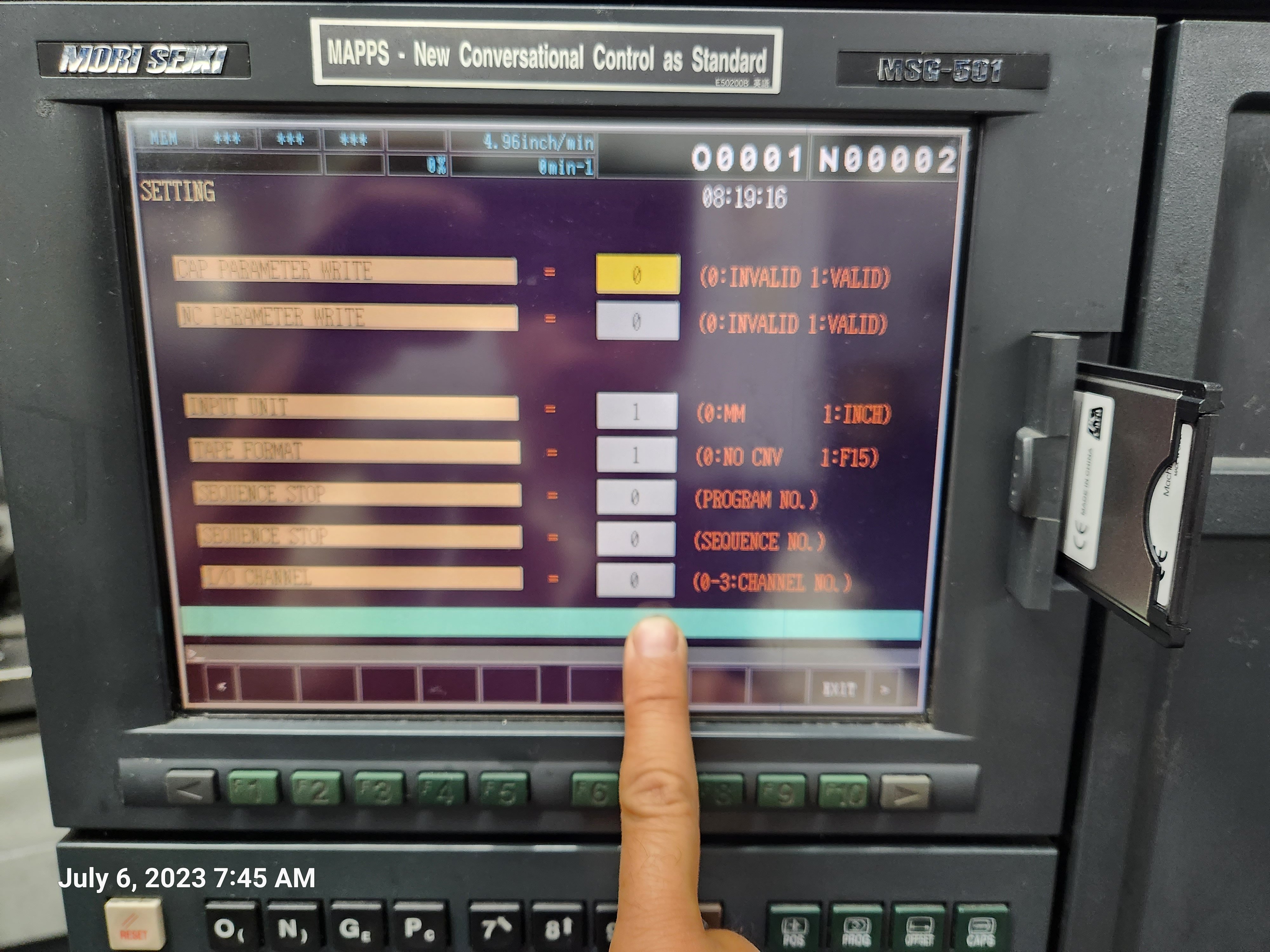
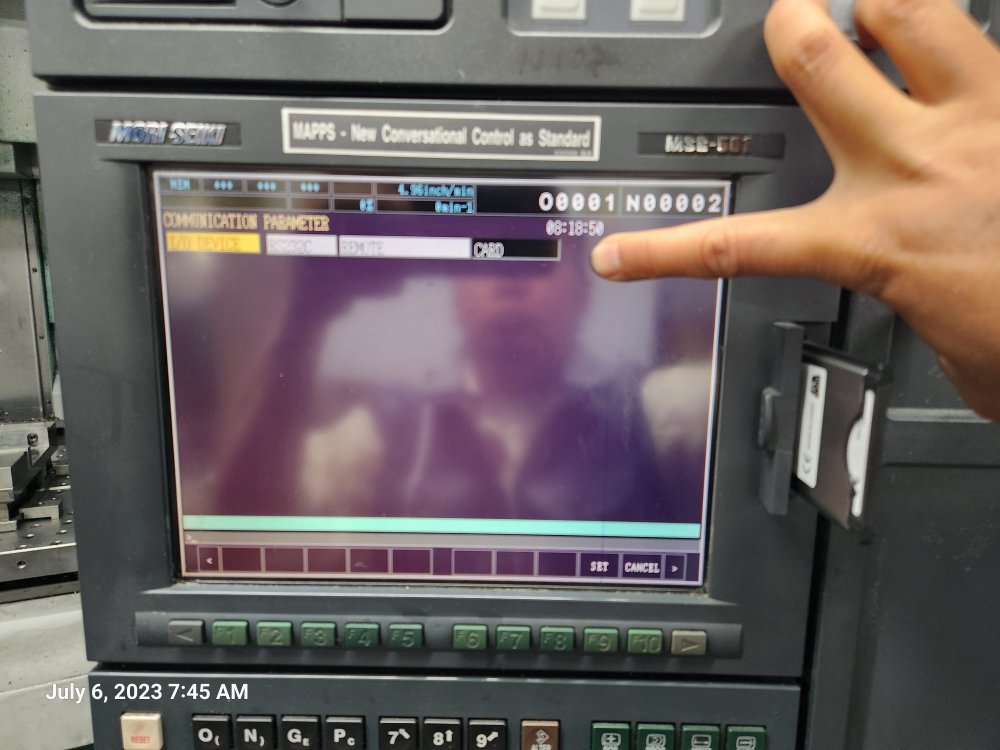
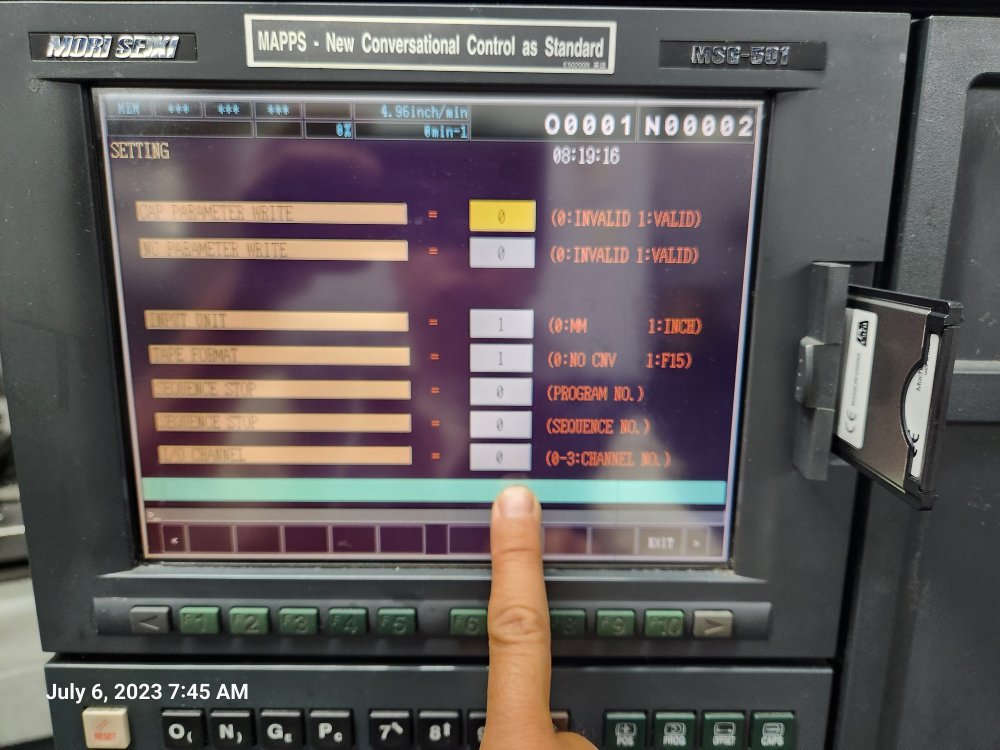
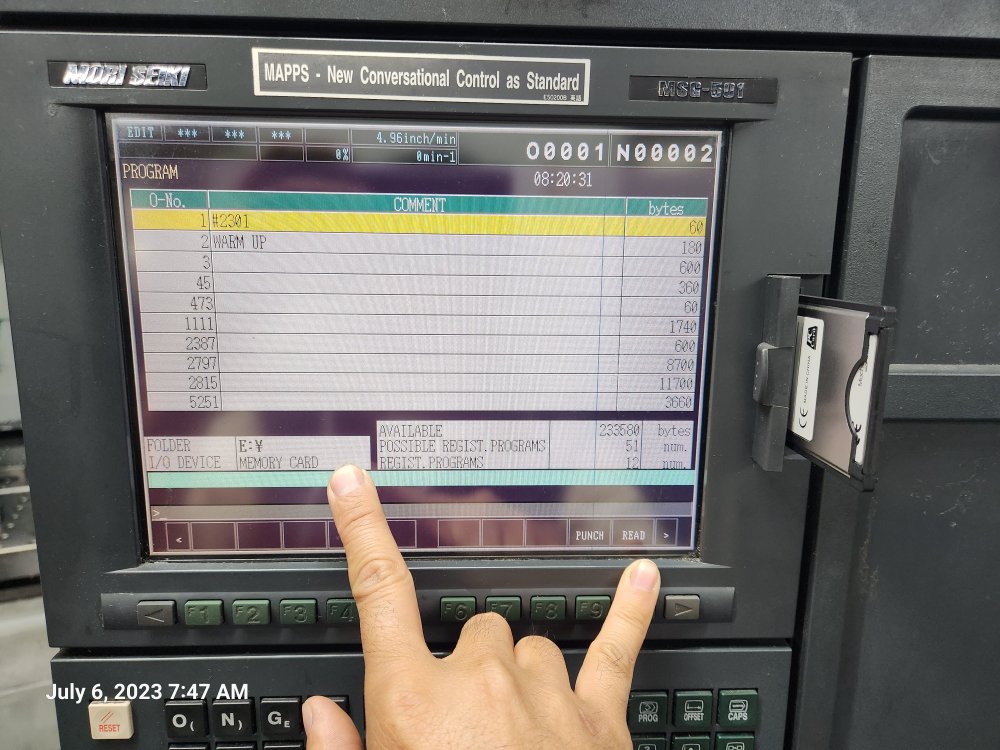
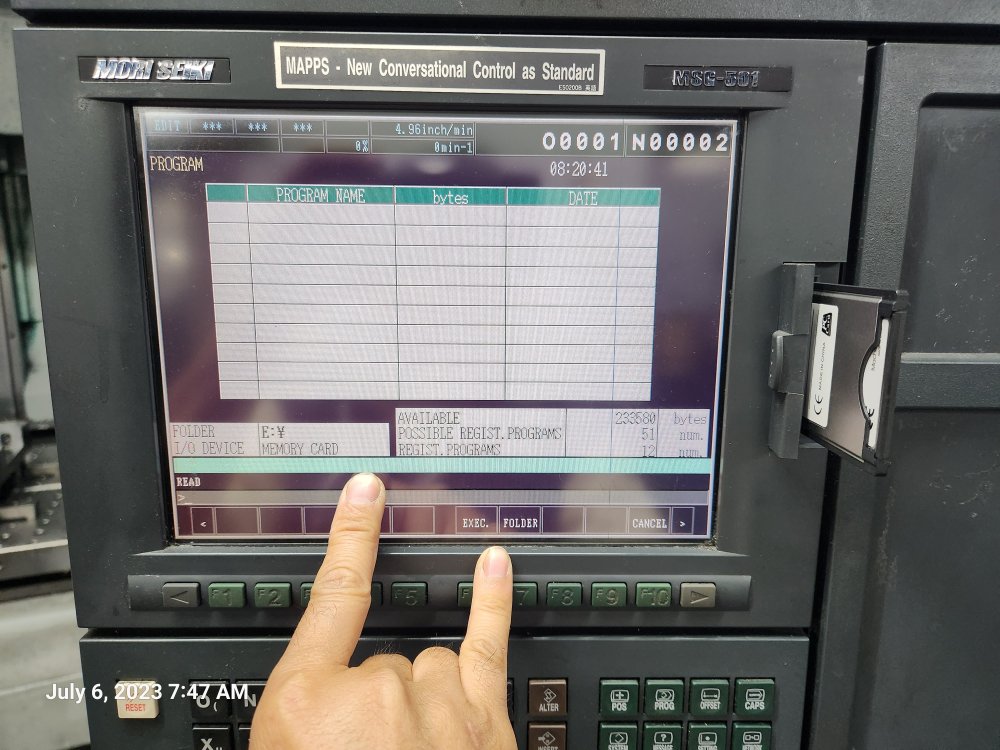
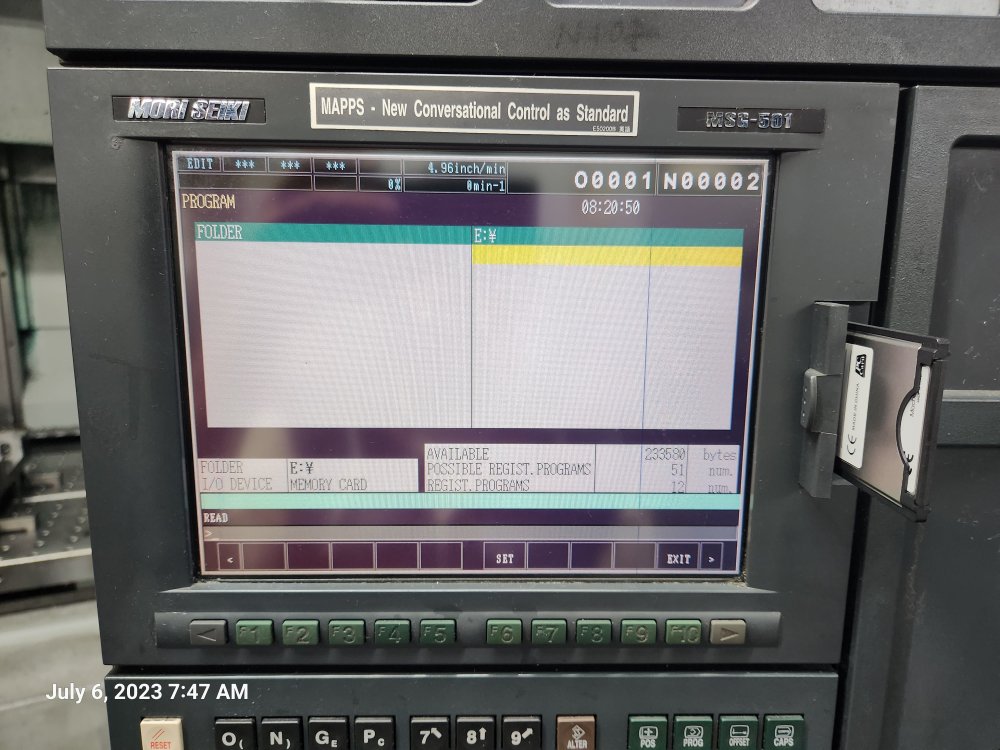
I have changed the channel IO to "4" but still not working right. Any tips? Thanks for the help -
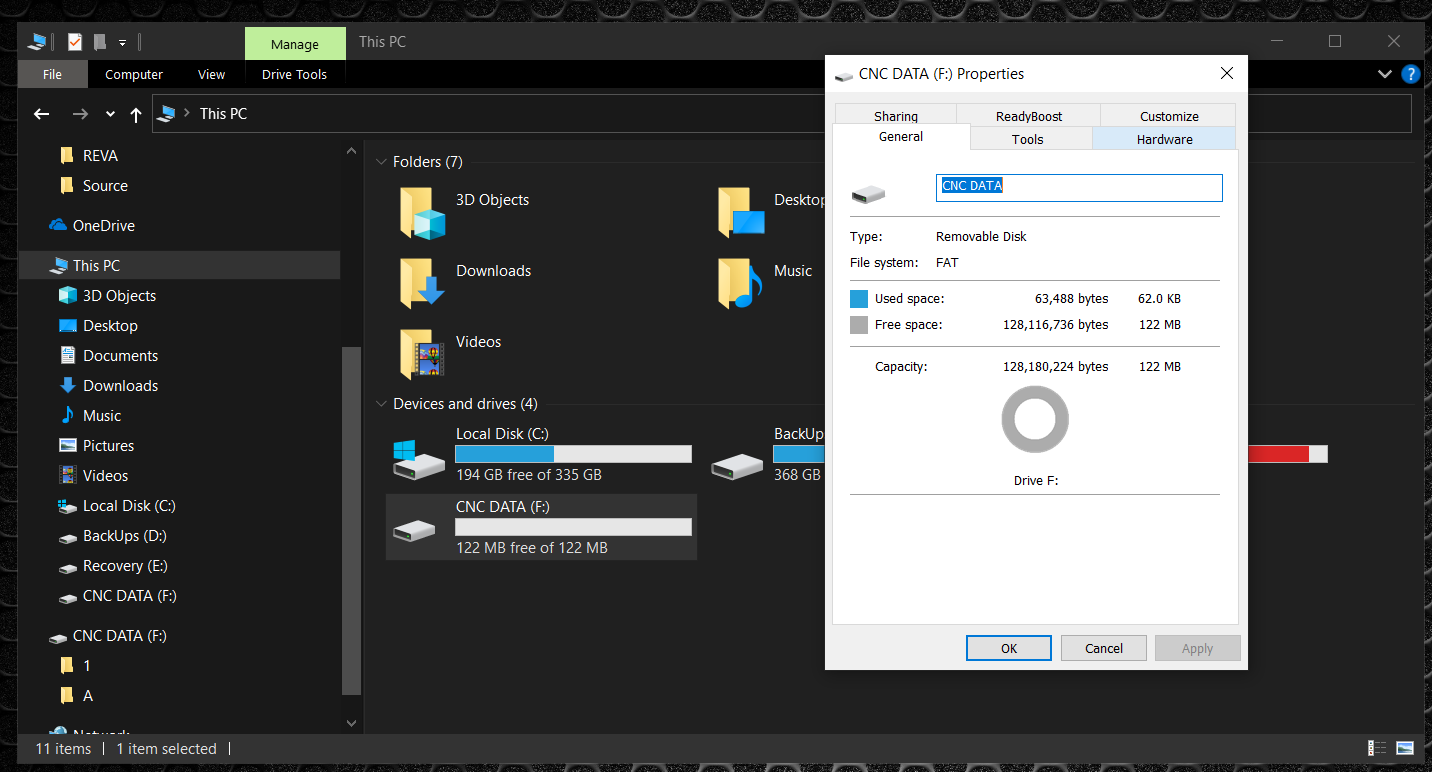
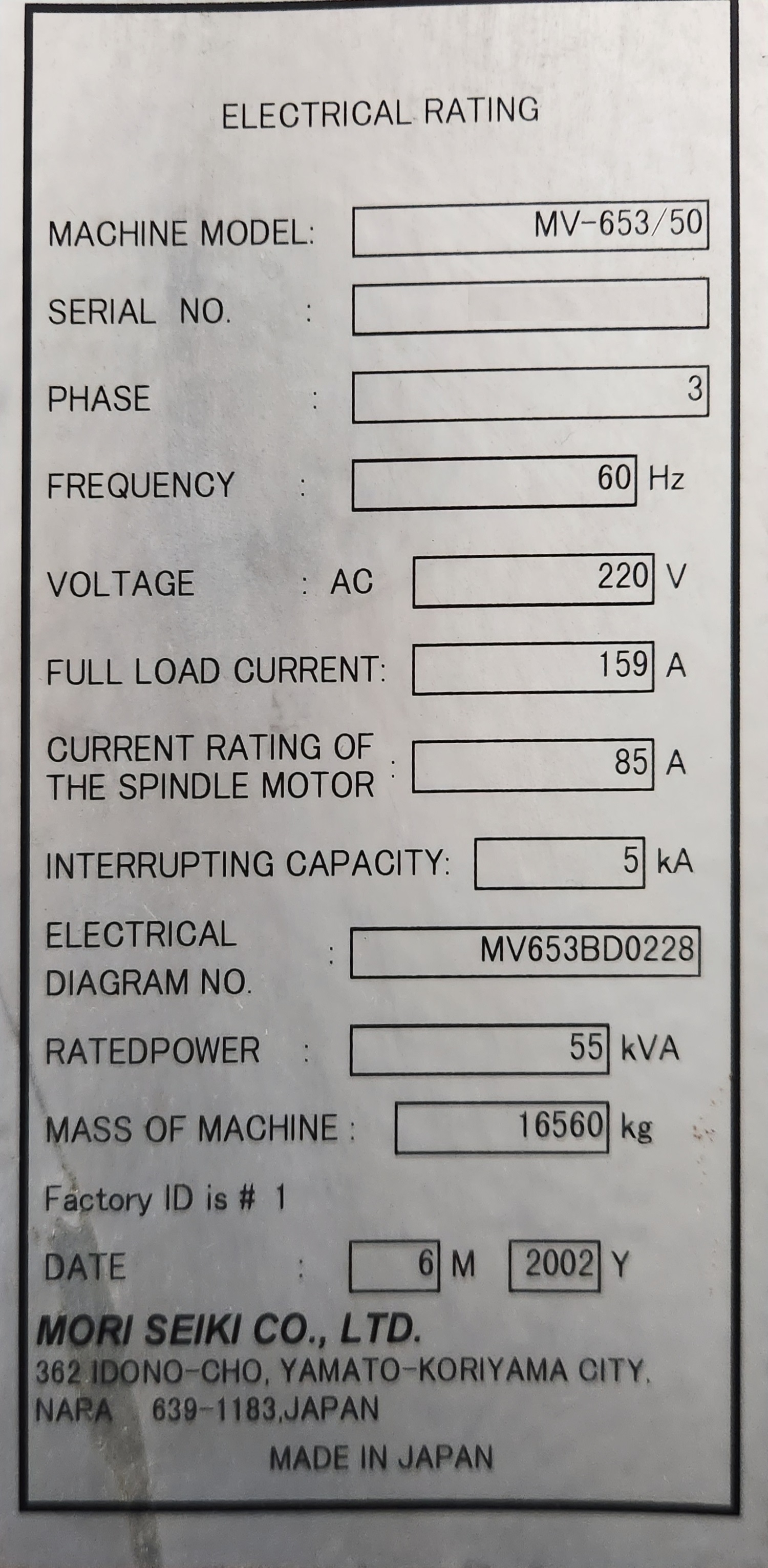
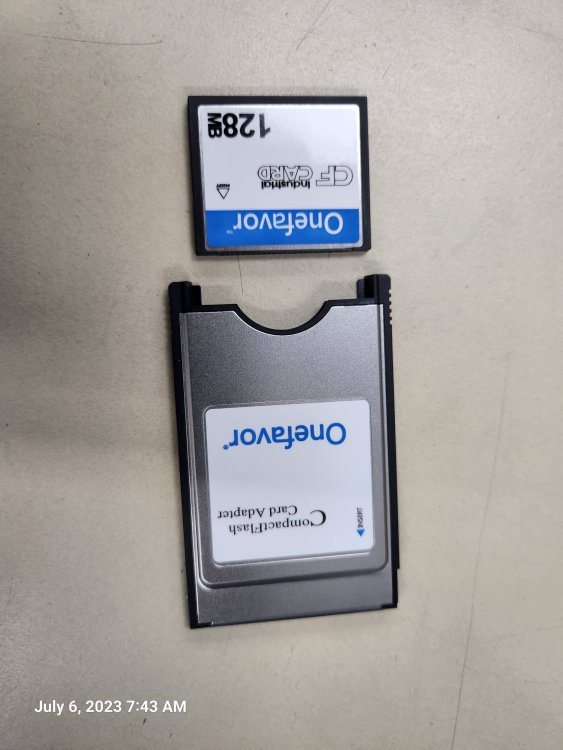
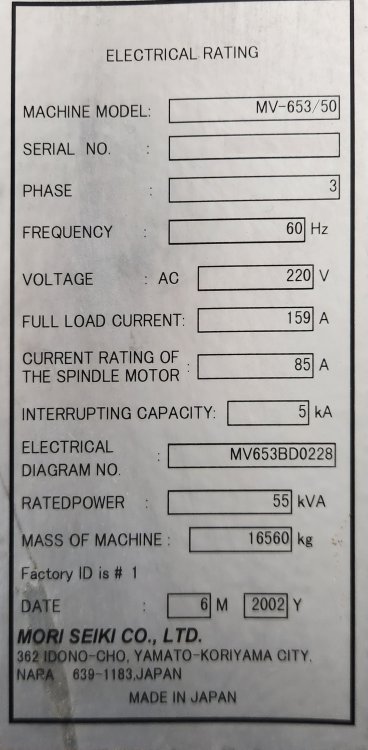
Hello every one, I am working on an old Mori Seiki control as MSG-51 to enable the memory card and I failed to do so. I am attaching the pictures of my steps of what I have done. Would you guys point out what ai need to be done to get the control to read the memory card? Thanks, S.Luong
-
S.Luong joined the community
-
The link is dead, would you re upload? Thanks.