





Kyle F
-
Posts
179 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Kyle F
-
-
50 minutes ago, Jake L said:
One of these days someone is going to ask a transform question and I'm gonna take some time to do some research and make a long post explaining each option and common pitfalls. Unfortunately today is not that day, but some day.
I will be patiently awaiting
.gif ":)")
I have used transform to rotate toolpaths around a tombstone with B in 90 deg increments, but that was using dynamic work offsets so everything is G54 / G254
My workflow is usually a single part at a time so it's rare I transform toolpaths, but I should be doing it much more often in the future.
-
doing my excited dance,... coworker sent me these today as the MAM is getting moved into the shop


-
 4
4
-
-
16 minutes ago, Matthew Hajicek - Singularity said:
At the risk of sounding like a broken record, you don't want a laptop unless you really need a laptop. You will get significantly less performance for your money. Even if it's specced the same on paper, it will almost always run slower due to thermal throttling. It will die sooner, and it will be less upgradable, if at all.
I definitely understand that. The way I see it is like this: In my shop, I am currently the only multiaxis mill programmer/set-up guy... (for now)
It's already cumbersome dialing in new programs running back and forth from the production floor to the office, or writing notes to myself to take into the office,.. It would be so much easier to be standing at the machine control, while also being able to make modifications to programs. Not to mention I could have all tool libraries + files local on the laptop which seems like it could help with my slow-down grabbing files from the network server.
It's been not the biggest issue, but today we're having a 15pallet 5axis mill and another 10pallet 5axis mill moved into the shop.... so now that I'll be at the helm of 3 different machines while trying to feed them all new programs, these time wasting things like walking back and forth and waiting for files to regen/open... really starting to see how it can add up. Of course we'll run tombstones on some pallets so we can do simple 3axis jobs in larger quantities, but I'll still be doing most the heavy lifting if I had to guess... Boss man told my manager he's keeping his eye out for a multiaxis programmer but every time we get a new employee who is "supposedly some expert" they ALWAYS seem to fall super short of what they claim their capabilities are,.. it's quite sad. Wouldn't you rather under-sell yourself and come in and surprise people and blow expectations? idk haha sorry about going off on a tangent there.
3 minutes ago, JParis said:A computer should only have a 3-5 year span....
My previous desktop with a Xeon, I lived with because it existed before I got there...our entire Engineering & Programming staff have been on Dell Precision Workstations, Engineering for about 7 years, Programming it'll be 3 years.
Programming and the Toolroom are all running the same spec'd systems
Precision 7760
11th Gen i7-11800H @2.3Ghz CPU's
64 gigs RAM
RTX A4000 NVIDIA Cards
We just upgrade to 1TB SSD drives, we outgrow the 256 that came with them...
I run Solidworks, Mastercam, Vericut, Materilse Magics, EOSPrint2....none of them suffer...this system beats my old Xeon everyday and twice on Sunday's...
Heat has never been an issue, I keep mine propped up on the power supply to keep the air flow on the bottom...none of my guys has had issue.
I won't dispute that heat has beatup on laptops, as power consumption has come down, In my experience, it's not anywhere near the issue it used to be with them.
I appreciate the input, looks like a nice machine.
I am also definitely going to be getting a nice cooling system that I'll always use, and have no problem with leaving it plugged in to power while in use.
I was building some "dream setups" P.C.'s on BOXX.com and it's crazy how easy it is to spill over 10k in cost, so $2,500 is looking like a steal lol
-
I pitched a new laptop to my boss yesterday haha! Currently I'm rocking a PC at work and a PC at home so I feel like it's worth the extra $$ to buy once/cry once.
One of our new large aerospace customers was inquiring about cyber security so we are kind of re-doing that whole aspect at our shop, and he told me they actually prefer a laptop over PC for security reasons (I have no idea why, but sounds like good news to me lol)
I've had some emails with aaron on laptops but I am curious if anyone else is rocking one?
any specs/recommendations would be appreciated. It's horrifying sometimes how long stuff takes.
My current setup stands:
@home: Intel xeon cpu e5-1650 v4 @ 3.6GHz, 64GB ram, with NVIDIA Quadro M4000 graphics card
@work: Intel xeon cpu e5-1650 v3 @ 3.5GHz, 65.6GB ram, with NVIDIA Quadro M5000 graphics card
Sometimes it takes a minute to grab a new tool or up to 3 min just to open the "Holders" section in my tool list when I'm at home, but I suspect that may have something to do with my tool library being located on a network and non-locally?
-
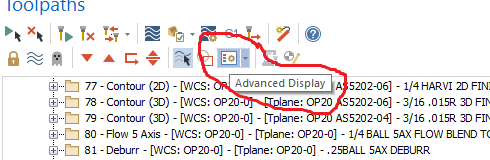
Do you have advanced display on?
I see some coworkers programming without advanced display,... I have no idea why you wouldn't want to have it turned on.. insane people lol.
-
4
-
-
6 hours ago, crazy^millman said:
Shameless plug
Ron week on CamInstructor.
You can always call me. I liked working with you in the past and would be glad to help you when I have time.
These helped immensely!!!
Youtube has been the best resource for me. I'll toss in some accounts I have subscribed,
https://www.youtube.com/@mastercam
https://www.youtube.com/@CamInstructor
^^top two probably the best resources
https://www.youtube.com/@themcamnw
https://www.youtube.com/@MLCCADSystems
https://www.youtube.com/@CADCAMSOLUTION
^^ they have great videos not showing programming, but showing process of 5axis workflow, that can be super useful.
https://www.youtube.com/@TITANSofCNC
^^ can of course be corny as hell but if you dig deep there is a little good mastercam info. like the one titled "MasterClass CNC Programming Techniques Revealed"
a couple specific videos I really enjoyed
-
 2
2
-
4
-
-
6 minutes ago, Chally72 said:
Very early on in my career I was at a shop that handled things similarly to the "one file per op" approach. I cannot imagine being shackled by that in the year 2024!
I am quite lucky in the sense that I have full autonomy in my process/tooling/etc so no more!!! In our program directory I went ahead and made a new folder titled "multiaxis 2024" which is all one file per part, and I just have to hope no one in the future will judge me on the old programs!
We've got some 2d wireframe programs from late 90's that are still in rotation so no way I'm going back and editing old old old ones. -
44 minutes ago, Aaron Eberhard said:
On the other hand, I did have a customer that wanted each Op as a separate file...
I've been at my first and only shop for about 12-13 years I think now. This is how it always was,... until recently figuring out the right way from these forums LOL.
It makes sooo much more sense to have everything in one file, now when I'm messing with a 5axis toolpath and "oh look, I need a little bit more clearance on my fixture"
Now I just hop into the fixture machine group and push/pull the solid, and change those milling depths, same file, easy peezy.
22 minutes ago, rgrin said:Lol, this is how 99% of the people at my place of work do it. I think it's an old school holdover from when our computers were not as powerful and nobody sees any reason to change.
I was in the same boat as you guy's using 1 machine group to program a part start to finish. For the same reasons, I liked sharing 1 tool library for a part.
But I have been dabbling with using the machine group setups and it is nice selecting a "master model" for each op and stock setup/fixturing for each op. The tool library hasn't been AS important as I thought since I have large magazine and I just program all my parts with the same tools. I think I am probably just fortunate that way.
I feel the same, for now at least, I enjoy the multiple machine groups. Downside to these large files with lots of solids is though now my xxxxty PC specs are really starting to show. It's sad the percentage of my day I am just chilling waiting for something to regenerate... but I guess it gives me time to do research and write replies like this one haha.
13 minutes ago, Aaron Eberhard said:A properly set up tool library and a large enough magazine/storage on the machine is worth its weight in gold!
The job setup/fixture setup/etc. will be really valuable if it ever becomes a "op setup" sub-group of the same machine. Right now, it's just in the way...agghh I am so excited for my new machine(s)

-
What size holes are you drilling? Easiest solution IMO would be carbide drills, especially for the glass filled 2300. If you're dead set on using HSS you'll probably burn through them quickly, I would go lower on the SFM side and lighter chip load maybe .0025 instead of .005 but that depends on drill size of course. short pecks. If you need to reduce cycle time go carbide.
I have machined ultem 1000 but I don't believe I've ever milled 2300 so take everything I say with a grain of salt LOL. Just where I would start.
https://aipprecision.com/machining-ultem-plastics-guide/
QuoteAnother difference between glass-reinforced ULTEM and non-filled ULTEM is that non-reinforced thermoplastics can be machined with high-speed steel cutting tools. You’ll want hard metal tools for reinforced materials.
-
1
-
-
25 minutes ago, TFarrell9 said:
Even better/easier than that is Dynamic Contour or Optirest.
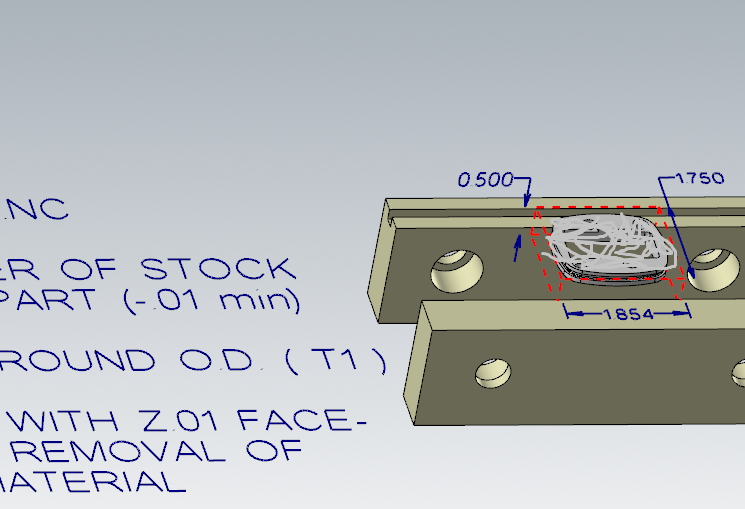
Yes! dynamic remachine is definitely where it's at. I'll use opti-rough + rest only if the part has a lot of 3D features, cycle-time on the 2D dynamic is usually always faster vs an opti-rough (again unless you want those step-ups for 3D stuff) Even with all the opti-rough setting tips n tricks
EDIT: I just now am seeing OP's second screen shot... I'll have to mess with it, seems as though I am wrong about pretreatment only for O.D. corners
-
I have always thought of "corner pretreatment" as a way to address the 4 sharp corners on a rectangular piece of stock... I think what you're looking for is to further rough out that red colored stock?
maybe before that 1/4 endmill dynamic finish pass you're showing in the screenshot, add a remachining contour to semi-finish those tight areas?
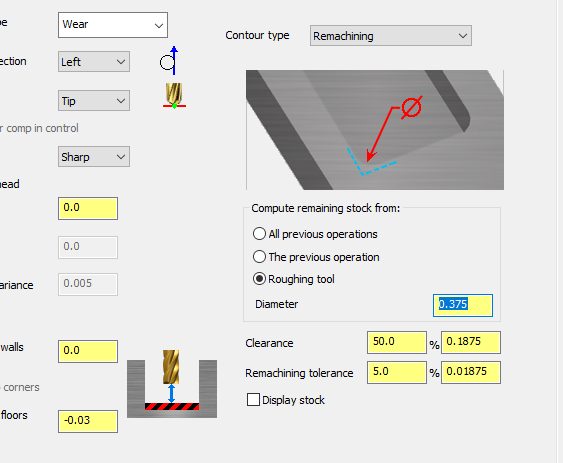
embarrassingly enough I just recently figured this out, in all my old programs I would go in and manually break wireframe geometry to remachine radii lol... sometimes I surprise myself
-
10 hours ago, Ballnose Bill said:
Dude I run into this as well the probe will not run in 254, its not cool.
I have used incremental movements once I set up and turn the probe on. Not real comfortable with this but it works. I'll be following to see what more experienced minds do. There gotta be a way right.
Sorry this isn't a solution just an affirmation that its an issue. Good luck ill keep tabs.
I honestly think it may be as easy as just deactivating with G255 before the first G65 probing cycle. After the probing cycles it's just homing the machine via G53 so I can't see that posing any problems.
Between my next setups maybe I'll give it a try and report back.
-
53 minutes ago, rgrin said:
I'll keep the Plura line in mind.
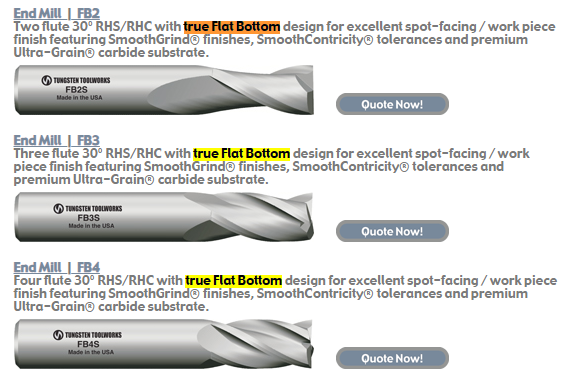
Those TTWs look interesting. Website is quoting $70 per for 4 3/8" endmills. Not terrible
Why would an insert cutter work if a regular endmill doesn't? Trying to wrap my head around it.
I personally would go with TTW to guarantee the true flat bottom.
After thinking about it,.. and trying to wrap my own head around it,.. I found this on sandvik's turn milling link.
an insert cutter would be great for something like turn milling on a 4th axis though assuming they're the right geometry inserts.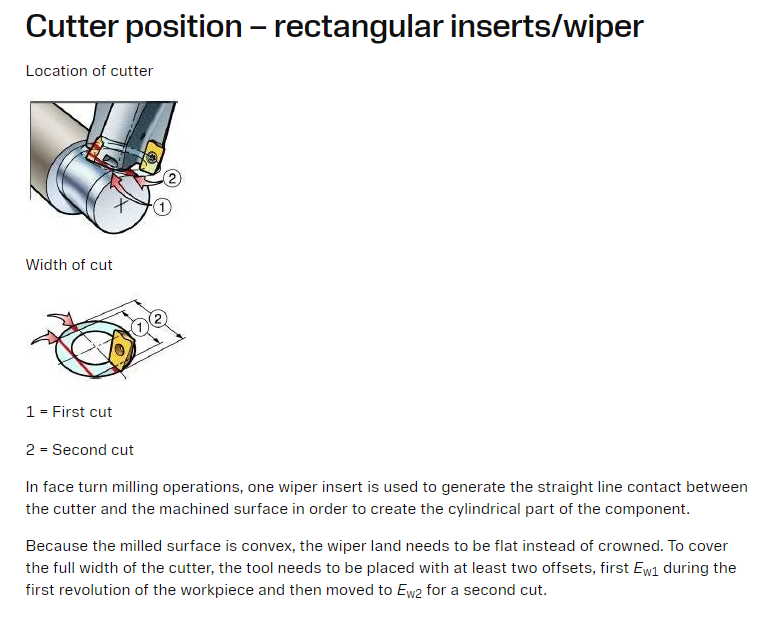
-
1
-
-
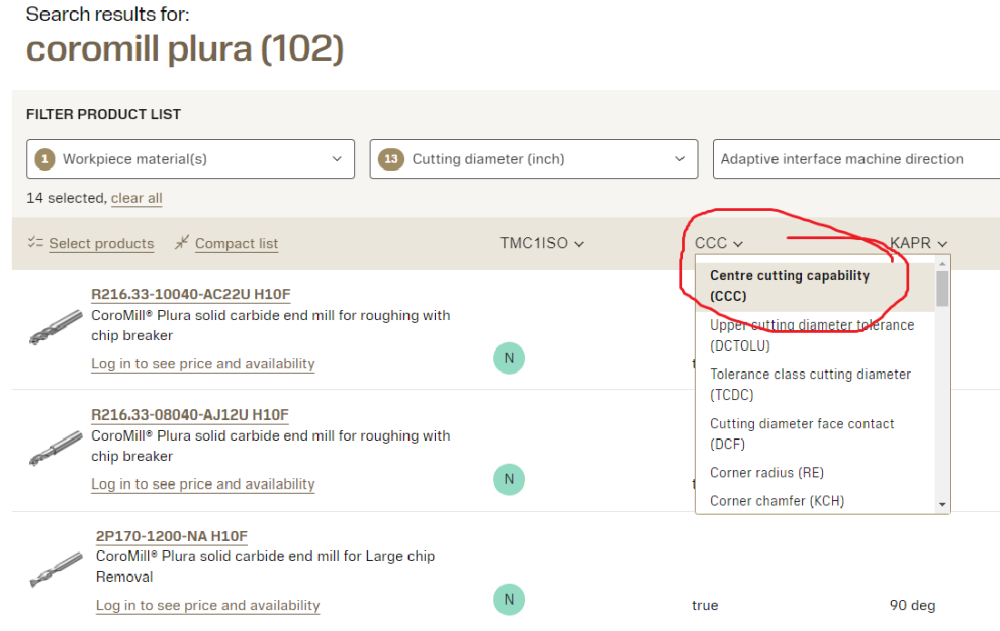
30 minutes ago, rgrin said:
If that is all I needed, imma be pretty upset. I thought about looking for those, but we just did not have enough time.
Do you have any you recommend?
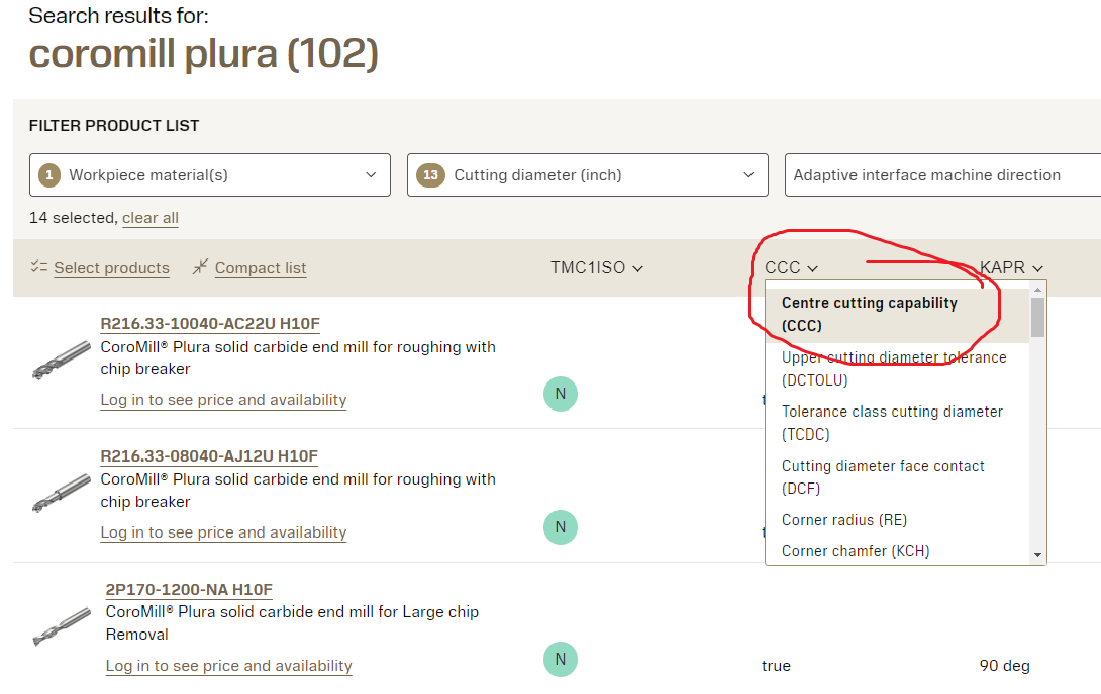
sandvik coromill plura, when you're filtering endmills on their website you can specify by "centre cutting capability"
https://www.sandvik.coromant.com/en-us/knowledge/milling/turn-milling
I would maybe shoot them an email and double check but I believe true flat bottom is CCC....
If true flat bottom is too hard to find I suppose you could do a .375 inserted cutter
https://www.tungstentoolworks.com/products/end-mill.asp#
Or you could order custom from TTW
-
1
-
-
10 minutes ago, rgrin said:
The part goes through 2 Roughing and 2 Semi finishing operations prior to the finishing operations.
Previously I tried using a flat endmill when we were first experimenting and I could not get it to cut right. I was using a 3 Flute 3/16" Uncoated endmill from SwiftCarb that I use for finishing other parts. I think it was dragging weird on the flat of the tool and leaving awful stepover lines. I was using a swarf path. I remember trying to keep the centerline of the tool pointed at the diameter, but maybe that was the wrong thing to do? Maybe a different endmill would work better?
They make true flat bottom endmills, that would work perfectly for this. without that negative rake towards the center of the tool.
Funnily enough, I learned about this during CamInstructor's RON WEEK videos haha! how fitting
-
1
-
3
-
-
Hey everyone, one of the machines I program for is a Haas UMC-500 and I regularly use our renishaw tool probe to pick up work offsets.
From there I'll use a typical g254 dynamic work offset to access various other planes for 3+2 milling.
I recently got CIMCO probing and it's been incredible, but I had to get a few post modifications.
First issue was that my post was outputting a "S0 M05" line so I got the S0 removed, no problem.
Second issue was an alarm of "TCPC OR DWO IMCOMPATIBLE CODE" caused by G254 being active when it tries to start the probing cycle.
To get it to work all I had to do was hand delete the G254/G255 and all was well. I relayed this info to my reseller and they modified my post. Now I can post the program fresh out of mastercam with no hand edits ( exactly how I prefer lol )
So my code looks like this:
N1 (OPERATION - 1) (PROBE 1.84 BORE FOR X0. Y0.) (STANDARD OMP40_A-5000-3709) G0 G17 G40 G80 G90 G94 G49 M11 (UNCLAMP B) M13 (UNCLAMP C) G0 G90 G53 Z0. T47 M6 T1 M05 G0 G54 G90 C0. B0. X0. Y0. G43 H47 Z2.73 M10 (CLAMP B) M12 (CLAMP C) G65 P9832 G65 P9810 X0. Y0. Z2.73 F50. G65 P9810 Z.8819 G65 P9814 D1.84 S1. G65 P9810 Z2.73 G65 P9833 G49 G0 G53 Z0. M01BUT it got me thinking, what if in the future I want to use G254 to reference locate a datum or feature and probe at something other than B0. C0. ?
so this morning I added a quick probing cycle to check a feature at a plane and the code outputs like this:
N2 (OPERATION - 2) (STANDARD OMP40_A-5000-3709) G0 G17 G40 G80 G90 G94 G49 M11 (UNCLAMP B) M13 (UNCLAMP C) G0 G90 G53 Z0. T47 M6 M05 G0 G54 G90 C-90. B30. M10 (CLAMP B) M12 (CLAMP C) G254 X2.38 Y-2.6447 G43 H47 Z3.8201 G65 P9832 G65 P9810 X.0896 Y-.8728 Z1.5 F50. G65 P9810 Z-.1181 G65 P9823 A105. B180. C-105. D.7561 G65 P9810 Z1.5 G65 P9833 G255 G49 G0 G53 Z0. M01Which leads me to believe I still need some tweaking, cause I imagine I'll get an alarm from that G254 being active.
Long story short, I am unsure exactly how I should ask my reseller to modify the post for when I'm probing at an odd plane. I've never had the need to do it honestly but I'd rather have it sorted *before* I need it so I don't get hung up waiting.
Is it as simple as adding a G255 before the probing cycle, and then re-activate G254 after probing is done? or even maybe not re-activate it at all and just make sure I do forced tool changes between probing cycles if there is ever more than one in a row on a certain plane?
I posed this question to my reseller when they were modifying the post previously but they just kind of ignored me LOL so I feel odd asking them to "fix" it when I don't understand the mechanism of how.
I'd appreciate any input or advice! Thanks y'all
-
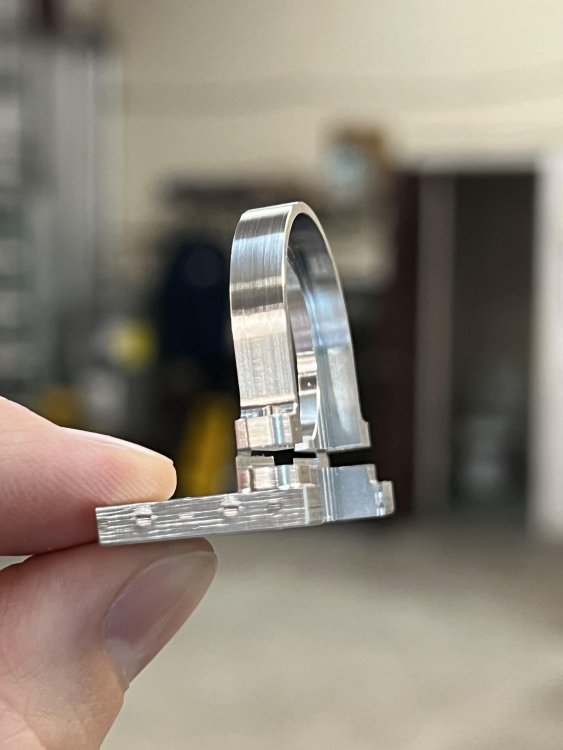
It really does open your mind to the possibilities... It can sometimes add a decent amount of cycle time depending on rigidity of the workpiece, but as long as you can justify it by the lack of extra ops I say it's worth it
I'm a little late to the party and have only started implementing it over the last year or so.
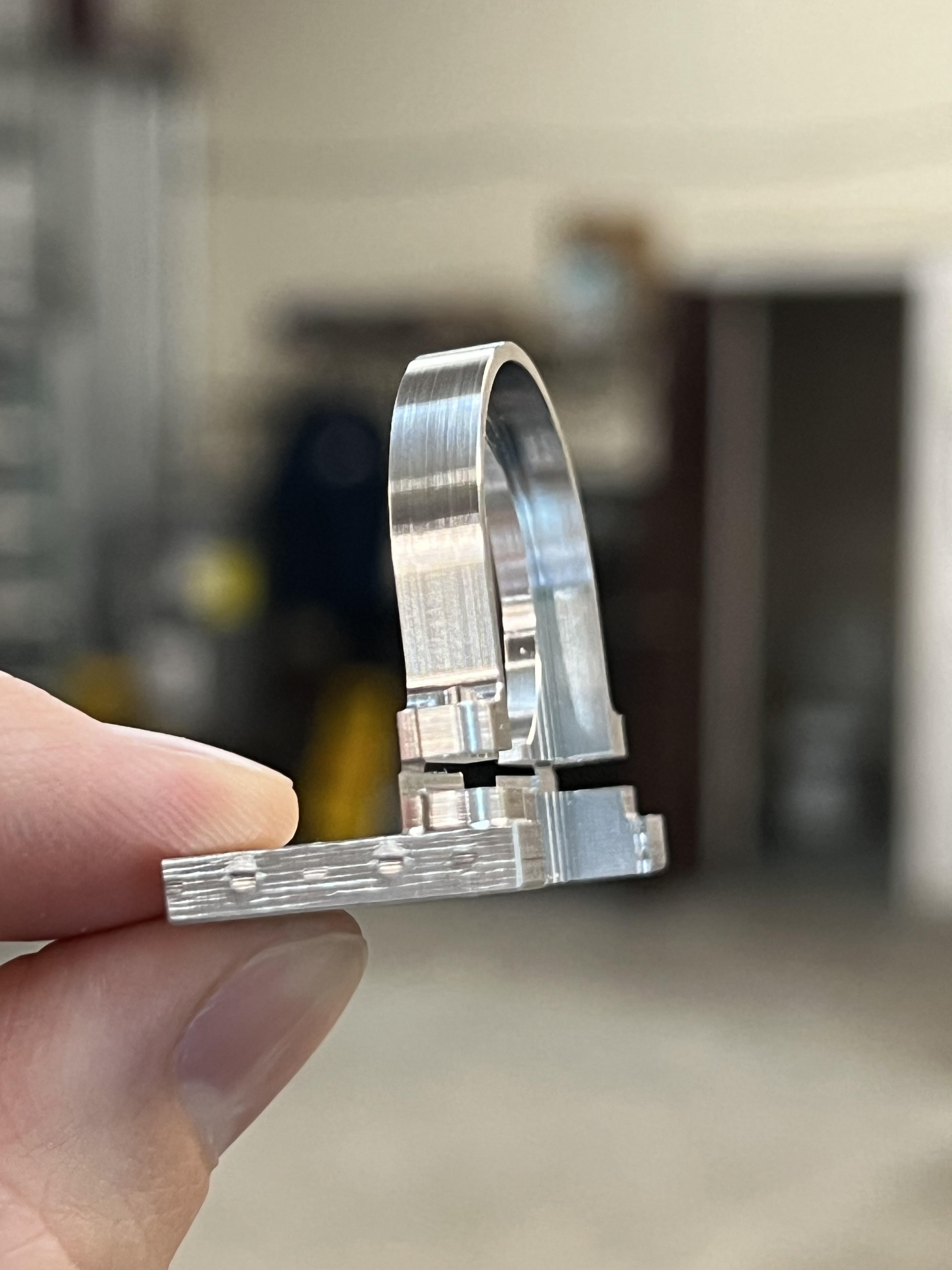
here's a lil simple part I did recently with a .002" tab
I had some downtime on my 5axis and my manager asked if I'd set up this simple 3 axis job... I looked at the print and said "only if I can reprogram it real quick"

-
7 hours ago, Aaron Eberhard said:
He hasn't visited in a few years, so I'll guess at his answer. I don't think it's auto-generated. I think it's part of his setup process, make a level that has all of his pallet information, clamping, and those lines & text.
I always have a "notes" layer to go with each op. way too handy for the auto-output to setup sheets.
-
3
-
-
8 hours ago, Aaron Eberhard said:
I'll steal Bob's thunder, by simply quoting previous Bob wisdom. Here's a thread where he replied to me a few years ago:
How I would interpret that is if you can't get your manager onboard with processes and procedures, you basically have no shot at true stress-free success. All you can do is document everything, have meetings, make sure everyone from the owners down (say they're) on the same page, then pray
That sounds about right!
Thank you aaron (and bob of course) That makes perfect sense. I may have to show my boss some of these posts lol
and I'll be reading through that thread as well @Jake L I also saw your bump on the old g54.4 thread and there is a ton of great info in there

-
2
-
-
@Bob W. Great post, thank you. At my job shop we are about to embark on our "lights out" journey. As with most stuff, everyone around me is saying "now that we bought the machines, we can run lights out" without *really* understanding all the variables. 100% of our multiaxis mill parts have been set up and ran by me, and now I'll probably be programming full time trying to keep these two pallet mills fed with parts. (but I'm sure if a tricky 5axis part is in the pipeline I will want to personally set it up)
I have operators at my shop who load drills into dirty er collets with rust on the taper, and don't even bother doing a quick S200 runout EYEBALL check haha. These are the guys going to be setting up my stuff?! oh lawd
I also have setup sheets with specific holders and specific stickouts and it baffles me that sometimes they just straight up ignore it. Yeah, go ahead and put that 1/32 endmill stuck .500" out in a side lock holder, sure. Wonder why the finish sucks?
My *manager* was running my machine while I was programming and I gave him a torque wrench and told him the spec I was using,... I walked out 30 min later to see him using a regular wrench on the vise. makes me want to pull my hair out. Yeah, it's an OP10 and the part would be fine, but it's the principle... Sooner than later he's going to do that and it won't be fine, or the parts will vary in flatness/thickness/whatever. I could go on for hours lol.
Needless to say it's got me excited, and equally nervous. So I'm watching this thread like a hawk looking for tips and tricks
-
4
-
-
4 minutes ago, gcode said:
Try right clicking inside the Tool Manager and select "Create Tool Assembly"
This is a much better way to build tools assemblies IMO
Whoops looks like I found another bad habit of mine

-
 2
2
-
-
44 minutes ago, gcode said:
well, considering that the owners of many small machine shops are doing well to break even in any given month,
4 hours of his working for free might have been the better option LOL
-
1
-
-
1 hour ago, SuperHoneyBadger said:
In a particular job # folder, there is an NC folder that has all the current issue posted NC files, labelled by OP# and machine type. I make a copy of those in the relevant machine's folder on the network, and the operators DNC those files from the server according to the PCD and machine availablity. This keeps them out of my yard, so I have unmolested copies to refer back to and dates that they were originally created - "no boss, I did not program that facemill to G00 Z-30.0, see?"
I like this idea,.. nothing irks me more than opening up one of my programs and seeing that things weren't how I left them haha. If I'm currently working on a project or optimizing a program I'm running on a machine, I'll save the file while I'm on a random wireframe level, or zoomed into a feature, whatever's clever. Then once I feel like I have the program "polished", I'll go to op10 setup viewsheet and save it from there so the thumbnail will be just how I like it
 (while my mild OCD can be annoying I think it lends itself to helping me be a good machinist/programmer)
(while my mild OCD can be annoying I think it lends itself to helping me be a good machinist/programmer)
-
1
-
-
4 hours ago, JParis said:
I wonder how many of here have had to grind their own tools?
Seems to me the pool of people that can walk over to a tool post grinder is getting incredibly small....
I can technically sharped a drill assuming the diameter is large enough LOL
but it's been yeeeears since I've done that. HSS drills are too cheap and parts too expensive and that's not even taking my personal laziness into account.
-
1
-


How to cancel rotation position?
in Industrial Forum
Posted
wait,... You can set a rotation position?
lol guess you learn something new every day! can't wait to try it, always bothered me when I was zoomed in on wireframe with no solid model in sight trying to rotate out into the abyss