





Jobnt
-
Posts
427 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Jobnt
-
-
In regard to the above references to tapping, I agree form taps are a PITA and threadmilling is the safest (albeit slowest) option.
BUT... The standard tap-drill charts don't apply to hard metals like titanium.
In the Bible it says when tapping hard metals you can deviate from the standard 70%-75% engagement and go as low as 55%. This makes tapping Ti almost like tapping alum with a cut tap and the correct fluid (Big 'ol PLUS ONE to using Molly D). So unless the drawing specs what max size hole to drill (I really HATE those kinds of engine ears) you should use the Bible and save yourself some headache.
On 11/6/2023 at 8:34 AM, Kyle F said:wet cardboard box of a haas
^^^ True story!!

-
 1
1
-
-
3 hours ago, gcode said:
Maybe high speed toolpaths should have 2 sets of tolerances.
One for the machining motion and a second for linking motion???
Interesting concept...
-
That was my second choice.
.gif ":)")
-
 1
1
-
-
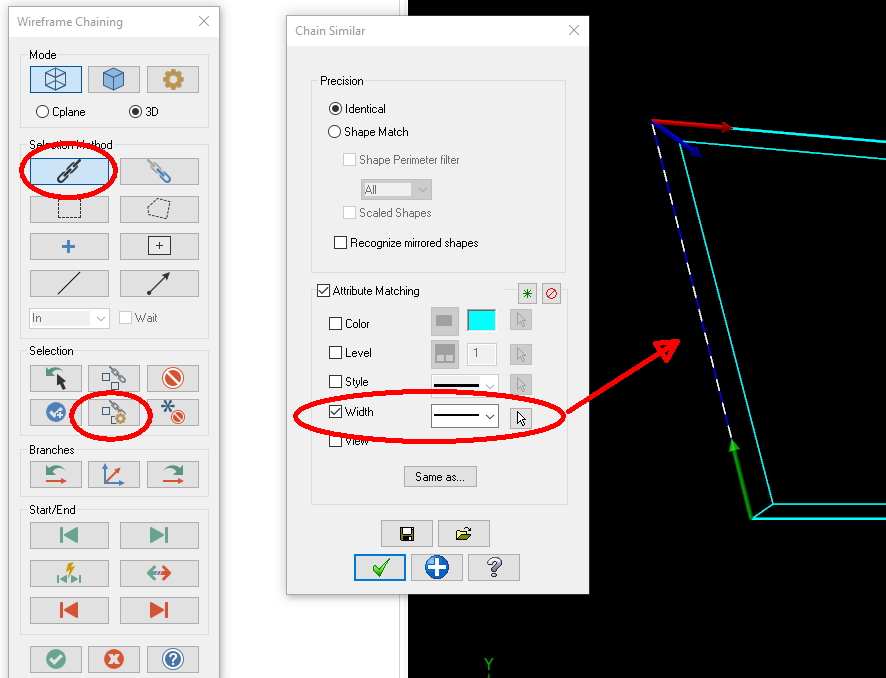
Creating a contour toolpath, geometry has 2 different thicknesses for the geometry. When I set these settings I still get branches at all the intersections with the thinner lines.
Is there a (working) method to filter chains by line thickness?
-
3 minutes ago, cruzila said:
HAAS G187 SETTING
That doesn't create arcs from lines it smooths the transition between the lines by sacrificing accuracy.
-
59 minutes ago, Sigurd said:
It's a solid body. There's no wireframe. I just want everything to get turned into arc moves.
I'm not sure we have that kind of control with solids but it may be something in the CD?
You could try putting an arc on one of the edges and machine that and see if it puts out arcs.
-
Are you machining a spline or an arc?
-
Go to File / Zip2Go.
This will put the necessary files with it because just the MCam file isn't enough.
-
1 hour ago, crazy^millman said:
Two of the best on here.
You're so humble.

-
1
-
-
3 hours ago, crazy^millman said:
Rivets for nut plates called out, but not dimensioned or modeled. Follow the model, but not modeled. Not dimensioned, but have to be added to the CNC program.
xxxx that! Put those holes in a bag and ship 'em separately.
-
5
-
-
5 hours ago, cruzila said:
OR....................run it till it blows up then back off 10%
^^^ Tried and true method with decades of success for any material type!
Axial engagement will vary depending on radial engagement. Try different combinations to find what works best.
You can run full depth with > 75% radial engagement but your feed will be very slow.
Or you can run full depth with < 10% radial engagement and extreme feed rates.
Or you can run at < 5% axial depth with full radial engagement and feed stupid-fast but I've never gotten the MRR to be more efficient using the last method. Machines usually can't accel fast enough to hit those kinds of feed rates before it has to slow down for the next corner.
-
2
-
-
59 minutes ago, crazy^millman said:
The straight 2 flute 4" long is the problem. No where for the chips to go. I always used Aluminum uncoated endmills for machining UHMW and never had the problems they are running into. Coolant or high pressure air all the way to prevent sticking and/or melting of the material back into the cut.
What he said, r.e. end mill type, chip evacuation and flushing are key.
Also, with UHMW (aka delrin), you cannot rough cut slowly. Don't baby it. It builds up too much heat even with good coolant flow. Chip loads in the .004 to .008 range work well for me using 3/16" 2 or 3 flute cutters just long enough to do the job at hand.
You should mind your approach/exit strategies as well, delrin chips easily when you break out of a corner.
-
1
-
-
Iskander.
Teh original teh.
-
5
-
-
33 minutes ago, rgrin said:
Is the mach sim in Mastercam on par with these other options yet?
...
I had a quote from our reseller that it would be ~$4500 to get started on the Mastercam Mach Sim. To me that seems reasonable
How many serious crashes cost less than $4,500.00 to get going again?
Saving even one major crash would likely pay for itself. Another post mentioned MachSim is 98% as capable as Vericut. Not sure how different that is from Camplete but seems MachSim would be an excellent investment.
-
 2
2
-
2
-
-



Was just getting ready to pull the trigger on a Camplete demo, too. Guess I'll have Vericut and ICAM come over and demo their xxxx instead.
-
2
-
-
He said it helps with existing files, you said it's for new files.
Sounded like he was using it to clean up existing files.
-
1 hour ago, jpatry said:
Another thing I've done is exported my levels list to a .csv so I can import that when I get handed someone else's disorganized clownfestival of a file.
Can you explain?

-
51 minutes ago, Aaron Eberhard said:
Honestly, some of the best money spent, though, establishing processes and procedures that reduce duplication.
...
Most often, it's the little things that make life better. Working through creating a tool and ops library will save you 10s-100s of thousands of dollars a year in redundancy. Every time you're creating a 1/4-20 hole, you should be importing/exporting operations and just assigning geometry, for example. If you're starting from scratch defining a tool, looking up previous feeds/speeds/etc., you're wasting 20+ minutes that should be handled in 20 seconds. Creating a process & procedure template file that already has all of your company's levels/colors/fixtures/etc. will save you 20 minutes every time you start a new job. Side effects are that it makes things go smoother on the floor and significantly easier to on-board a new person.
#Quoteworthy

-
1
-
1
-
-
- hold length
- stick-out length
- gage length
- tool projection
- projected length
...all work for me.
-
Momma always told me to never miss an opportunity.
16 hours ago, Jake L said:right click > setup sheet
... Definitely not a very friendly solution.
It's a straight-up bad solution, but the easiest to get where you need to be without a decent .set file.
McMastercam really screwed the pooch with ActiveReports.
-
2
-
-
58 minutes ago, Jake L said:
2000 is a low qty for you guys? Our largest qty's are around 2000.
Hahaha. 2000 is a very small run for us. As in a "Limited edition".
Usually we're on the order of 50,000 to 100,000 per product line.
-
^^^ #RelativeToolMotion FTW.
^^^
-
2
-
-
-
7 hours ago, seattlemanufacturing said:
so they're switching to Fusion
Enjoy!!
But seriously, no way to save backwards.

Suggestions for milling Titanium
in Industrial Forum
Posted
It's vodka.
The Machinists' Handbook. Under Threading / Hole Sizes I believe (it's been a while). It discusses the thread strength of harder materials and how smaller thread engagement reduces torque requirements and broken taps while providing the same thread strength as softer metals with higher engagements.
I don't have a copy of the Bible any more but I'm sure someone else here has seen this.