





riverhunter
-
Posts
32 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by riverhunter
-
This is long over due, but welcomed. Any chance this will roll into the regular contour paths? it would be extremely helpful to optimize feed rates in corners while maintaining the actual programmed feed rate. I know this can be done locally, but it is a real PITA and should be handled inside MC.
-
Haas UMC-750, tools vary .006 from beginning to end of day.
riverhunter replied to 5AXIS505's topic in Industrial Forum
Yeah, both my VF-4's had rotarys with Lang face plates and tombstones. it was like having two little horizontals. bummer was only 50 tools so resident was 1-20 and rest were specials. they were also very productive little machines. my st-30 was the one bad investment. im not much of a lathe guy so i only bought it to prevent subbing out the little turning work we got. -
Haas UMC-750, tools vary .006 from beginning to end of day.
riverhunter replied to 5AXIS505's topic in Industrial Forum
Had Haas out the first time it made that noise. the reply was a perfect HAAS response "oh, its fine, it will go away with a software update" that sound never went away -
Haas UMC-750, tools vary .006 from beginning to end of day.
riverhunter replied to 5AXIS505's topic in Industrial Forum
I purchased a new 2014 UMC. it was pretty accurate ( for a haas ). on a few parts that had concentric bosses 180 deg apart we did have to use the probe to locally set the work coordinates in order to hold a .001 tolerance. for anything +/-.005 or greater it was a really good machine. one weird thing is once in a while we did ridged tap when a thread mill was not on hand. it made the worst grinding sound you ever heard. other than that, that machine made me a lot of money over the years. -
I have a situation I can’t seem to resolve. This is happening on multiple files. Each time I re-open them, the tool path will be at an incorrect orientation. I’m sure it’s something small, just haven’t figured it out yet. The paths are generated and have a green check. The paths are generated and have a green check yet they show incorrectly until you hit re-gen. on this sample file, if you hit re-gen the path will move to the correct orientation. if you hit save and re-open the file will be correct. unfortunately on the actual part files the re-gen then save is not sticking. how to re-create open file select the tool path and hit the toggle display to on notice the path looks incorrect. hit re-gen and the path move to correct spot. ******don't hit save***** any help would be appreciate. and yes i have already asked my reseller. MC_TEST_TO_SHARE.mcam
-
i attached the wrong file. will fix in the morning.
-
Contouring with 1/4 in ball end mill from bottom to top
riverhunter replied to zachdem1000's topic in Industrial Forum
Wasn't that about the same time mastecam stopped creating its own tool paths and began purchased them from a (unnamed ) 3rd party? makes a lot of sense why legacy paths do not have or need a filter. New tool paths are point to point and need the filter i believe. -
Would Peel Mill path work for this?
-
How set Mastercam to achieve this effect?
riverhunter replied to bird2010's topic in Industrial Forum
Wasn't there a dude named John on here about 12-15 years ago the would always loose his S*iT? and then go post on other software platforms? -
Mastercam to Acquire Reseller, Cimquest
riverhunter replied to crazy^millman's topic in Industrial Forum
I wonder how long it will ne before we see Mastercam go to the SAAS model and begin rolling out subscriptions only. -
n_tpln_mch - what is its possible values?
riverhunter replied to Giang-TT's topic in Post Processor Development Forum
opps -
n_tpln_mch - what is its possible values?
riverhunter replied to Giang-TT's topic in Post Processor Development Forum
Tagging this post. I watched Colins's entire youtube course on this and ended up with a pretty nice post. We have CAMplete so this was just for fun, but I'm really interested in eventually adding G68.2 to the generic 5x post just to have for simple projects and ensure the setup guys are seeing the same code on the floor. So, Thanks again Colin! -
Thank you very much! that was the issue!
-
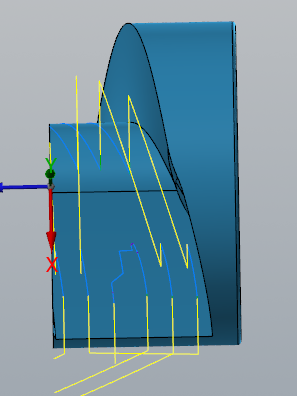
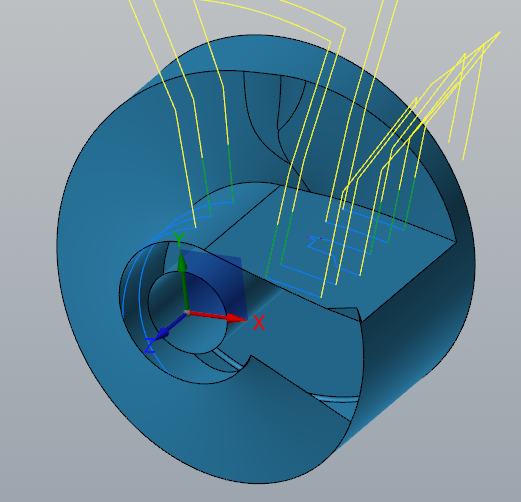
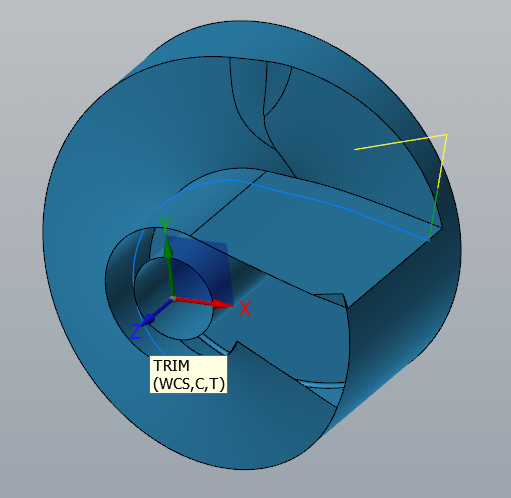
MC 2024. Cant share file. Application: Finishing a 10.0" long helical part on a 4th axis that has a 18 deg flat entry and exit on the other end. unified is giving me a nice path to finish the floor, but its not continuing to the flat section. Swarf works just fine with a single pass. any buttons or switches Im missing to keep it down and continue off the part? top 2 pics are unified an the btm pic is swarf
-
its outputting with this line. else, pbld, pn, *tlngno$, strcancool, pe, pms problem i have is it is also outputting the it on every other line as well N5 G00 G90 G17 G20 G40 G49 G80 G94 (T5 - 0242_HSS_STUB_DRILL - H5 - D5 - DIA .242") T5 M06 G54 H5 M08 X-1.0935 Y.6259 S2368 M03 G43 H5 Z1. H5 *************** G94 G98 G83 Z-1. R.1 Q.1 F7.1 H5 ************* X1.6043 Y.6115 H5 ************* G80 H5 ************ X-.6306 Y-.3258 H5 *********** G98 G83 Z-.75 R.1 Q.1 F7.1 H5 X1.1352 Y-.3153 H5 G80 G49 M09 M05 G91 G28 Z0. M01
-
MC 2024 IHS IKE post machine is a fanuc robo drill Has anyone successfully added a height offset to a coolant command to be used as a coolant position? Something like this else, pbld, pn, (strcancool + tlngno$), pe, pms to get this N5 G00 G90 G17 G20 G40 G49 G80 G94 (T5 - 0242_HSS_STUB_DRILL - H5 - D5 - DIA .242") T5 M06 G54 H5 M08 ********************added coolant position to match tool length offset X-1.0935 Y.6259 S2368 M03 G43 H5 Z1. G94 G98 G83 Z-1. R.1 Q.1 F7.1 X1.6043 Y.6115 G80 X-.6306 Y-.3258 G98 G83 Z-.75 R.1 Q.1 F7.1 X1.1352 Y-.3153 G80 G49 M09 M05 G91 G28 Z0. M01
-
Post help - Need to use variable for D# in comp.
riverhunter replied to Bruce Caulley's topic in Industrial Forum
Thanks everyone. I ended up just moving to the IHS IKE post and they have many more switch options to help with common stuff then i was able to add some of the above to get exactly what i wanted with not much work. -
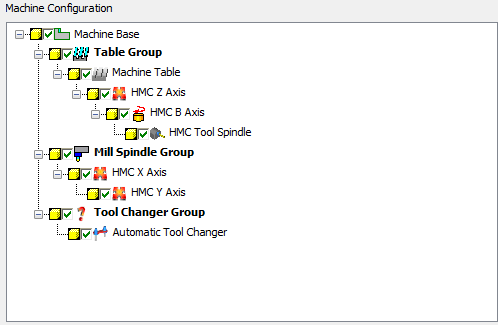
Im trying to create a new machine, control and post for a horizontal with B axis and cant seem to get a valid axis combination. table controls z and b spindle controls X and Y i tried using a copy of the one we had but it was 10 years old with a 16 year old post. can anyone post a screen shot of a valid machine setup? this is what i have so far.
-
post question on tap cycle output pitch
riverhunter replied to riverhunter's topic in Post Processor Development Forum
it did not have a * so i added a ! and it seemed to work, thanks for pointing me in the right direction AGIAN! pdrill_2$ #Canned Drill Cycle, additional points pdrlcommonb pcan1, pbld, n$, sgdrlref, pdrlxy, pzout, pcout, prdrlout, dwell$, !feed, strcantext, e$ #****DJF**** ADDED ! TO FEED 1-24-24 pcom_movea -
post question on tap cycle output pitch
riverhunter replied to riverhunter's topic in Post Processor Development Forum
Just when i thought i had it....... it handles it fine on the G84 line, but throws an IPM feed on the next position line. is there a way to stop this? post code: ptap$ #Canned Tap Cycle pdrlcommonb #RH/LH based on spindle direction if use_pitch, pitch = 1/n_tap_thds$ # DJF add this line if use_pitch, pbld, n$, "G95", e$ if use_pitch, pbld, n$, "M80", *speed, e$ if use_pitch = 1, [ pcan1, pbld, n$, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout, prdrlout, *pitch, strcantext, e$ # DJF replace *feed with *pitch ] else, [ if met_tool$, pitch = n_tap_thds$ # Tap pitch (mm per thread) else, pitch = 1/n_tap_thds$ # Tap pitch (inches per thread) pitch = pitch * speed #Force Units Per Minute for regular Tap cycle pcan1, pbld, n$, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout, prdrlout, *pitch, strcantext, e$ ] pcom_movea tapflg = 1 nc code: N190 G91 G28 G00 Z0 G90 G80 G40 G49 G17 G00 (TAP_34_X_2-56_OP5) M01 T138 M06 (2-56_D3_ROLL_TAP_LOC_0437) M01 G90G10L12P#517R0 (MAX - Z1.7808) (MIN - Z.093) M22 (UNLOCK) G54 G90 G00 X-.6693 Y4.849 B0. S560 M03 M21 (LOCK) G43 H#517 Z1.641 M08 T195 G95 M80 S560 G98 G84 X-.6693 Y4.849 Z.443 R.741 F.0179 X.6693 Y4.849 F10. *************************************here************** X.6693 Y3.9 X-.6693 Y3.9 X.6693 Y3.142 X-.6693 Y3.142 X-.6874 Y-3.2829 X.6874 Y-3.2829 X.6874 Y-3.9154 X-.6874 Y-3.9154 G80 G94 X5.035 Y.885 Z1.391 G95 M80 S560 G98 G84 X5.035 Y.885 Z.193 R.491 F.0179 X5.035 Y-.885 G80 G94 Z1.7808 -
Post help - Need to use variable for D# in comp.
riverhunter replied to Bruce Caulley's topic in Industrial Forum
Bringing this old thread back to life. My old handle was @dforsythe and i no longer have that email to retrieve it. so I'm now @riverhunter some 15 years later and am now back on mastercam so I'm trying to duplicate something i did back in 2009. looks like @Rob @ Target Machinehasnt been around lately so ill ask the rest of the group. the code below works great for getting the code D#517. my question is how do i do this for tlngno$ so i can get G43 H#517. the tlngno$ is buirred in the ptlchg_com so im not sure how to approch it. #pbld, n$, "G43", *tlngno$, pfzout, scoolant, e$ pbld, n$, "G43", "H#517", pfzout, scoolant, e$ This forced it, but throws an exception error. -
post question on tap cycle output pitch
riverhunter replied to riverhunter's topic in Post Processor Development Forum
found my error in case anyone search this agian. ptap$ #Canned Tap Cycle pdrlcommonb #RH/LH based on spindle direction if use_pitch, pitch = 1/n_tap_thds$ # ***********add this line**************** if use_pitch, pbld, n$, "G95", e$ if use_pitch, pbld, n$, "M80", *speed, e$ if use_pitch = 1, [ pcan1, pbld, n$, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout, prdrlout, *pitch, strcantext, e$ # **********DJF replace *feed with *pitch********** ] else, [ if met_tool$, pitch = n_tap_thds$ # Tap pitch (mm per thread) else, pitch = 1/n_tap_thds$ # Tap pitch (inches per thread) pitch = pitch * speed #Force Units Per Minute for regular Tap cycle pcan1, pbld, n$, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout, prdrlout, *pitch, strcantext, e$ ] pcom_movea tapflg = 1 -
post question on tap cycle output pitch
riverhunter replied to riverhunter's topic in Post Processor Development Forum
im getting an error message, but its pretty vague . 23 Jan 2024 02:17:31 PM - Post processor execution initialized. 23 Jan 2024 02:17:32 PM - Unencrypted input file: 23 Jan 2024 02:17:32 PM - C:\Users\Public\Documents\Shared Mastercam 2024\MILL\POSTS\MP-MATSUURA Fanuc-Hplus-FULL-4TH.pst 23 Jan 2024 02:17:32 PM - Loading input files was successful. 23 Jan 2024 02:17:32 PM - Initialization of pre-defined post variables, strings, postblocks was successful. 23 Jan 2024 02:17:32 PM - Search for defined post variables, strings, postblocks was successful. 23 Jan 2024 02:17:32 PM - Successful completion of post processor execution. -
post question on tap cycle output pitch
riverhunter replied to riverhunter's topic in Post Processor Development Forum
Thank you @JParis I have been away from mastercam for about 10 years so its been a learning curve all over again. i ended up removing the * from the ( *feed ) and its working just fine. -
post question on tap cycle output pitch
riverhunter replied to riverhunter's topic in Post Processor Development Forum
That was the first thing I tried. it throws a syntax error and outputs the feed as F0. maybe I need to format that before.
