





Aaron Eberhard
-
Posts
1,406 -
Joined
-
Last visited
-
Days Won
103
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Aaron Eberhard
-
-
2 hours ago, So not a Guru said:
Can I copy my defaults file in my "C:\Users\Public\Documents\Shared Mastercam 2024\mill\Ops" directory & rename it with a name for each of my machines, then set that as the defaults for each machine in the Machine Definition? Or will this screw something up? We would like to have different defaults for our routers & our machining centers.
Yep. It's a good thing to do... While you're in there, make your toolpath groups more organized for your workflow, i.e., organize your drill ops so it's drill, spot, tap for 1/4-20s (or whatever order you do things).
-
 1
1
-
-
While everyone else is piling on, I'll throw in that only reaching out to your reseller twice and being completely self taught is one of those things that seems admirable on the surface, but is actually quite short-sighted and probably shows the signs of a shop that needs a bit of management reorganization/help. They should always be investing in their people. I have shops that have me stop by once a month or so just to do training with the guys, work through problems they have, talk through more efficient workflows, etc.
Imagine if there was a tool out there that would save you 20 minutes a day (20 minutes x 260 working days a year = 86 working hours per year (two weeks of time)) ? Would you consider it smart if you went through your career and never learned about that tool? Probably not.
What if there were a pile of them?
One thing you should work out is how to get some training on at least processes & procedures that would help with the types of parts you do, there's probably a ton of time just laying around that will make your life easier and faster.
Another problem with falling behind in versions is that if you run into an issue like this, your reseller probably hasn't worked with it in 3 or 4 years. If they send it into QC @ Mastercam, the QC guys haven't worked with it for 5 to 6 (because of the way software development is always working on the future version). A lot of the guys on this forum haven't touched it in ages, either. I know I haven't ran 2020 in at least 4 years.
-
 6
6
-
-
4 hours ago, Colin Gilchrist said:
Hey John,
I'm planning a Mastercam Meetup at my house in Connecticut. Not sure if that would be too far of a drive to be of interest, but I'll extend the invitation if you'd like to come. I'd be curious to see if we could engineer a process using Manual Entry Paths, to input the hand-edited data you're adding to your NC Programs, directly from Mastercam. Where there is a will, there is a way! I've done some crazy things to develop solutions for Mastercam Posts before, so if you're up for the challenge, I'd love to help solve this for you. We could always do this over Teams, since I would bet you live 2+ hours from me in East Hartford, and that is a lot of driving for one day.
So far, I've got three other guys who all happen to live in Connecticut or reasonably close, who would be joining me.
We are looking at a Saturday, possibly the 6th or the 13th, to host this event at my place.
@Aaron Eberhard, if you've got any interest in this, you're welcome to join us as well. Nothing fancy, just a bunch of guys with laptops and possibly a larger screen, hanging out and learning about Posts and/or toolpath techniques.
Hell yeah I'm in
.gif ":)") I've been meeting to reach out and grab some lunch with you anyway, this would be fun. Keep me in the loop.
I've been meeting to reach out and grab some lunch with you anyway, this would be fun. Keep me in the loop.
-
1
-
-
Yeah, now it's "set as active stock" if you right click on it:
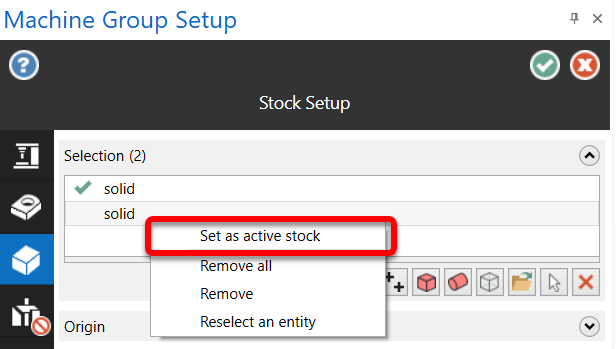
However, I never use it... The really useful thing is if your stock model is the first selected "toolpath" when you verify, it'll use that as the stock automagically.
-
1
-
-
Merry Christmas, Happy Holidays and a prosperous New Year to all my friends here!
-
1
-
-
Here you go, Billy. Hope this helps:
-
4
-
-
4 hours ago, Billy joe said:
Thank you both for you help.
You're welcome. Did you figure it out? I can grab a quick video showing you what I'm talking about if you need more detail.
-
1
-
-
Ah, sounds like you need to just create a new coordinate system that's aligned with your new orientation... In the Planes Manager, choose "new" (or, duplicate, say the TOP plane and edit it), then rotate the plane 180 around the Y.
-
2
-
-
Oh, had another thought while eating lunch...
I'm not sure what the max tolerance is for the post, but I know I've had some issues with rounding/fuzzy math before. I'd imagine it's worse in this case. @Colin Gilchrist - Anything you can add here?
Can you run that machine in Vector mode instead of traditional positioning mode? That way you're not getting the rounding errors compounded by MP conversion.
-
If you do go down this path, you'll need to play with the File > Config > Tolerances page, the default system tolerance is only .00005", which you'll want to tighten up.
On the toolpath side, if you're playing with a Unified then you'll need to not only adjust the toolpath tolerance, but you'll also really need to to tighten up the curve tolerance (Cut Parameters > Advanced Options). There's some other things you can play with to, depending on the tool contact point, etc.
I'd recommend going with a Flowline if you can, though, as that's the most direct/least "converted" option. You'll be back in old-school land for tolerances, so make sure you tighten them up. That probably won't work out well if your tool shape is odd, though, so you'll be back to Unified to get proper comp points.
Also, make sure that you're working with your reseller to get 3d tool compensation output. All of the Multiaxis toolpaths contain not only the tool tip and center line, but also the contact point of the surface and surface normal for each vector. Make sure your control is taking advantage of that.
-
2
-
-
5 minutes ago, JParis said:
There's a reason diamond turing machines cut in the millionths'...
Not knowing your application, I certainly won't say it can't be done but I do know in our application, regardless of how good the finish was, it wasn't close enough.
I know that for a ruby grinding application someone contacted me for, the blanks each cost somewhere north of $60,000 and there was no equivalent substitute material to practice on... No quote.
-
2
-
-
46 minutes ago, Wes09 said:
it would probably end up as me proving that mastercam can achieve the level of optical precision on a few test parts (or failing misserably!). Think of the machine I am running like its a 5 axis mill. table is x,y,c while the head is z,b. All of the tooling is diamond impregnated. I think spheres and plano could be done in mastercam. Sphere and plano are only one axis in motion (Z) and C spinning at whatever #rpm. Asphere and freeforms are where things seem like they will get tricky.
You are right, it should have been purchased at the same time. Unfortunately I joined this team after the machine was purchased (brand new and setup, but not running yet). The software is a $40k bullet, so I just want to do my due diligence before I throw that at them.
Sounds like it's time for the machine tool dealer and the Mastercam reseller to step in and and demo to me
Let's see which $40k option actually cuts parts for ya!
-
1
-
-
On 12/13/2023 at 5:53 PM, cncappsjames said:
There's a saying about IGES... it is really just a misspelling of I guess. Meaning if that is your last resort and the only thing available then it may be better than nothing but not always.
I've always joked that it was " 'I Guess' if you exported as IGES."
-
 2
2
-
-
17 minutes ago, Chally72 said:
That "Stock Plane" should really be labeled something like "Transformation plane....don't touch this unless you have a really good reason to do so"
Fully agreed.
-
No, not of it they're all part of the same solid.
Disassemble is actually part of the "layout" tools, it's meant to take an assembly and split up the component pieces and lay them out on a nice flat plane.
If they're all the same solid (looks like it from here?), you'll need to make a few copies of it, then chop off what you don't want either using Model Prep tools such as Modify Feature, or just Solids Extrude type cutting.
Edit: Beaten by Paris.... AGAIN!
-
1
-
1
-
2
-
-
57 minutes ago, Chally72 said:
Here are two videos that go in-depth on how to utilize in-process stock models and how to set up the planes to move between Op setups, machines, vises, etc:
Tl;dw: uncheck the "stock plane" checkbox, on the Stock Model > Stock Definition page. It will only cause pain and misery 99% of the time and should be off by default...

-
2
-
3
-
-
I have a very shallow understanding of the optics grinding world, but my understanding is that the biggest thing about the grinding software is that it controls dwells at certain points to remove the material, as the grinding amount is a result of both time spent in contact and pressure applied by the grinding surface. Controlling that via a feedrate-based solution is going to be sub-par.
But again, I don't pretend to know much about it!I'm not sure what machines you're trying to program for, but I know that OptiPro Systems (https://www.optipro.com) is a Mastercam Reseller who might be able to help you out.
-
51 minutes ago, ajmer said:
no problem
really not sure why you would ever have that enabled
It used to be a lot more handy, but since levels and such are all modal dialogs (able to be open/interacted with while other things are open), it's not reached for too often anymore. Back in the day, you used to have to close whatever you were doing (i.e., selecting geometry for a toolpath) to bring up the level management, turn off whatever doesn't belong, etc. Now, of course, you can just have your levels manager open and toggle things on the fly, but there was a reason for it!
-
37 minutes ago, Kyle F said:
90% stepover it is

There was a lot of that... Unfortunately, when the part has < R.25" inside corners, there's only so much you can hog...
12 minutes ago, DUM1 said:if ai were just starting i would probably go with something easy
UMC-1500-DUO | 5-Axis Mill | 40-Taper | Vertical Mills – Haas CNC Machines
would love to have one of these HAAS duo
Hurco has an equivalent, where it's a B axis head and a rotary built into half of the table, I'm not sure what the cost is.
-
1
-
2
-
-
I would definitely need to know more about your target customers, target material, etc. I will say that unless you're targeting exotics, I would make sure to get a 12-14k spindle with thru-tool coolant. As you get going, I'm sure you'll cut a lot of aluminum and that's really the minimum to be successful at it unless you have a lot of prototype work that an extra 20% reduction in cycle time doesn't matter. Going higher RPM means you probably won't have enough torque for the lower-RPM jobs that come through the door. I'm limited by my 8k spindle, but I'm only ever doing fixtures/small runs, so for this machine it doesn't hurt as bad.
I just programmed an 6061 job for a customer with a big Okuma that was limited to 5k... That was painful cycle times! I had to move the recommended sliders ALLLLL The way to the minimum of all the calculators I used on that one. They normally only do harder steels on that machine, so they went for torque.
I'm not sure what the offerings are in that price range, but I can say that having a pallet changer is REALLY nice. It allows you be more modular with fixtures (keep vices on one, quick change on another, etc.), but the trade off is table size.
-
1 hour ago, JParis said:
But "Are you Experienced"

Sorry, a little Hendrix humor
I'm definitely feeling a bit purple hazy...
1 hour ago, Metals and materials said:@Aaron EberhardWhere's the party man? You must give a party on occasions like this!
Party at my place, you're welcome to stop by any time in Stafford, CT
-
17 minutes ago, Metals and materials said:
@Aaron Eberhard I will work with post development team on that.
But I just saw you got a new badge!! Congratulations on becoming proficient!
Oh, hey, I did.. Eventually I hope to work up to competent!
-
1
-
1
-
-
it's been a long time since I've used it as a standalone cycle, but if I recall, as long as you have enough travel distance to hit the surfaces, it can figure it out.
-
1
-
-
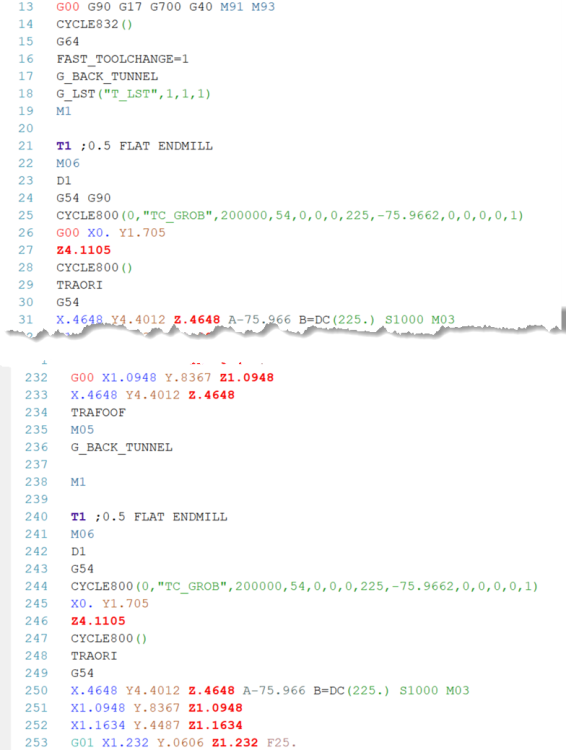
Without a file/zip2go, I'd say that's a question for your post developer... Creating a simple cone with two swarf toolpaths and using a Grob350 post I have laying around doesn't seem to do that, but there's about 10,000 things I can think of that could be different in my quick test
-
1
-

Defaults files
in Industrial Forum
Posted
One other thought. I think you might know this, but remember that you can drag & drop files (.mcam or .mcam-operations or whatever) directly into your toolpath manager. So if you want to bring in your 1/4-20 drill cycles, you can drag and drop them right into the current file. It should be fairly rare that you need to create a toolpath using the "defaults" once you get a good library set up.
That allows you to have a bunch of different scenarios in the same file to import into others. Dynamic with weak part clamping vs. full on attack mode, etc.