





Aaron Eberhard
-
Posts
1,419 -
Joined
-
Last visited
-
Days Won
104
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Aaron Eberhard
-
-
On 12/13/2023 at 5:53 PM, cncappsjames said:
There's a saying about IGES... it is really just a misspelling of I guess. Meaning if that is your last resort and the only thing available then it may be better than nothing but not always.
I've always joked that it was " 'I Guess' if you exported as IGES."
.gif ":)")
-
 2
2
-
-
17 minutes ago, Chally72 said:
That "Stock Plane" should really be labeled something like "Transformation plane....don't touch this unless you have a really good reason to do so"
Fully agreed.
-
No, not of it they're all part of the same solid.
Disassemble is actually part of the "layout" tools, it's meant to take an assembly and split up the component pieces and lay them out on a nice flat plane.
If they're all the same solid (looks like it from here?), you'll need to make a few copies of it, then chop off what you don't want either using Model Prep tools such as Modify Feature, or just Solids Extrude type cutting.
Edit: Beaten by Paris.... AGAIN!
-
 1
1
-
 1
1
-
2
-
-
57 minutes ago, Chally72 said:
Here are two videos that go in-depth on how to utilize in-process stock models and how to set up the planes to move between Op setups, machines, vises, etc:
Tl;dw: uncheck the "stock plane" checkbox, on the Stock Model > Stock Definition page. It will only cause pain and misery 99% of the time and should be off by default...

-
2
-
3
-
-
I have a very shallow understanding of the optics grinding world, but my understanding is that the biggest thing about the grinding software is that it controls dwells at certain points to remove the material, as the grinding amount is a result of both time spent in contact and pressure applied by the grinding surface. Controlling that via a feedrate-based solution is going to be sub-par.
But again, I don't pretend to know much about it!I'm not sure what machines you're trying to program for, but I know that OptiPro Systems (https://www.optipro.com) is a Mastercam Reseller who might be able to help you out.
-
51 minutes ago, ajmer said:
no problem
really not sure why you would ever have that enabled
It used to be a lot more handy, but since levels and such are all modal dialogs (able to be open/interacted with while other things are open), it's not reached for too often anymore. Back in the day, you used to have to close whatever you were doing (i.e., selecting geometry for a toolpath) to bring up the level management, turn off whatever doesn't belong, etc. Now, of course, you can just have your levels manager open and toggle things on the fly, but there was a reason for it!
-
37 minutes ago, Kyle F said:
90% stepover it is

There was a lot of that... Unfortunately, when the part has < R.25" inside corners, there's only so much you can hog...
12 minutes ago, DUM1 said:if ai were just starting i would probably go with something easy
UMC-1500-DUO | 5-Axis Mill | 40-Taper | Vertical Mills – Haas CNC Machines
would love to have one of these HAAS duo
Hurco has an equivalent, where it's a B axis head and a rotary built into half of the table, I'm not sure what the cost is.
-
1
-
2
-
-
I would definitely need to know more about your target customers, target material, etc. I will say that unless you're targeting exotics, I would make sure to get a 12-14k spindle with thru-tool coolant. As you get going, I'm sure you'll cut a lot of aluminum and that's really the minimum to be successful at it unless you have a lot of prototype work that an extra 20% reduction in cycle time doesn't matter. Going higher RPM means you probably won't have enough torque for the lower-RPM jobs that come through the door. I'm limited by my 8k spindle, but I'm only ever doing fixtures/small runs, so for this machine it doesn't hurt as bad.
I just programmed an 6061 job for a customer with a big Okuma that was limited to 5k... That was painful cycle times! I had to move the recommended sliders ALLLLL The way to the minimum of all the calculators I used on that one. They normally only do harder steels on that machine, so they went for torque.
I'm not sure what the offerings are in that price range, but I can say that having a pallet changer is REALLY nice. It allows you be more modular with fixtures (keep vices on one, quick change on another, etc.), but the trade off is table size.
-
1 hour ago, JParis said:
But "Are you Experienced"

Sorry, a little Hendrix humor
I'm definitely feeling a bit purple hazy...
1 hour ago, Metals and materials said:@Aaron EberhardWhere's the party man? You must give a party on occasions like this!
Party at my place, you're welcome to stop by any time in Stafford, CT
-
17 minutes ago, Metals and materials said:
@Aaron Eberhard I will work with post development team on that.
But I just saw you got a new badge!! Congratulations on becoming proficient!
Oh, hey, I did.. Eventually I hope to work up to competent!
-
1
-
1
-
-
it's been a long time since I've used it as a standalone cycle, but if I recall, as long as you have enough travel distance to hit the surfaces, it can figure it out.
-
1
-
-
Without a file/zip2go, I'd say that's a question for your post developer... Creating a simple cone with two swarf toolpaths and using a Grob350 post I have laying around doesn't seem to do that, but there's about 10,000 things I can think of that could be different in my quick test
-
1
-
-
In general, to make a multiaxis pocket work, you just need a single floor surface (so you'll choose the bottom of one of your pockets), and a containment/wall surface(s). To make it work really well, you'll ideally have a volume to remove (such as a stock model), so it knows how high to start if it's above the walls for any reason, but it looks like your pockets are all pretty uniform depth, so you probably don't need to have a stock model there.
-
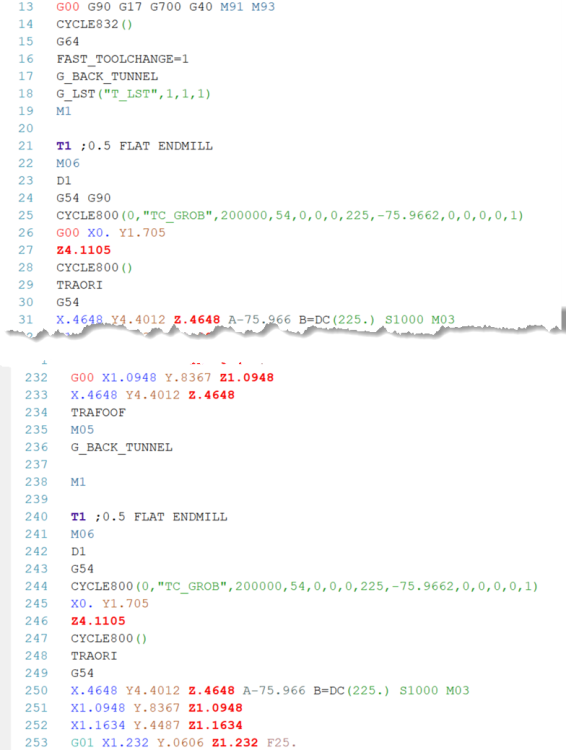
So, one thing to note is if you can't use "force tool change" for whatever reason, but you wanted to modify your post output so that it's still calling Txx m6, some machines will interpret that as a "send tool home." Basically, between each toolpath it'll take a trip to the tool change position then immediately jump back into action... It's like "force tool change" with none of the benefits of being able to easily resume mid-program (unless your control has a nice resume function that scans for and implements all of your conditions). If you just called out a Txxx without the M6, you might cancel a tool pre-stage which would be inefficient for the next tool change. I'm not sure what happens in that case.
As above, I'd recommend doing it as a comment. You can have the post automatically put it in, though. I'm not a post expert by any means, but if you have a default mp post, I think you can just modify it like this:
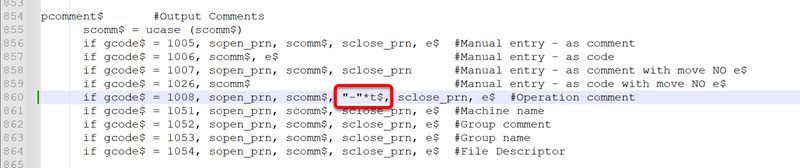
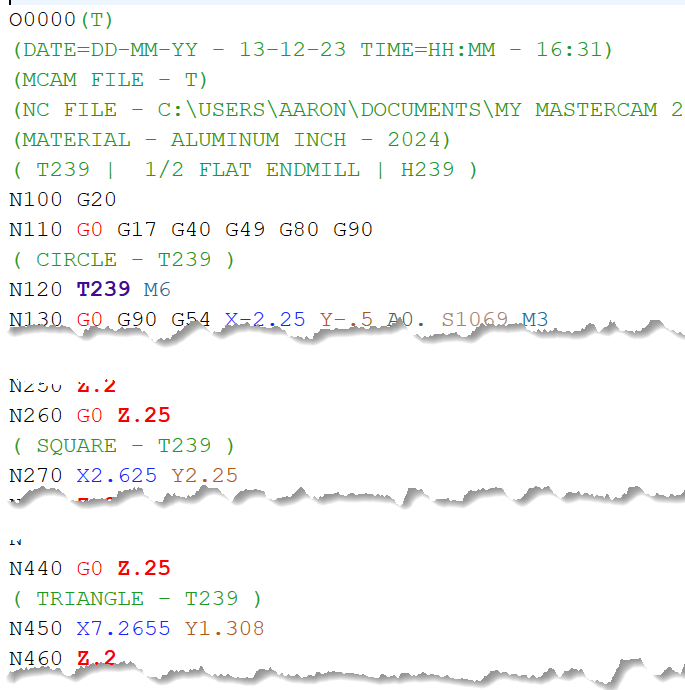
(If it's blurry, I found the Operation Comment line, and added a "-"*t$, before the close parenthesis). That gives me this output:
-
1
-
-
20 minutes ago, crazy^millman said:
This bug has been around for many versions I Reported this one back in 2015 for the 2017 version during BETA. Maybe now after 8 years it might finally get squashed.
Yeah, I reported this back when I was on the inside, too, but I couldn't figure out the steps to reproduce it from scratch. That's the big difference now, I think. I dunno, we'll see
-
Laptops are always hard, as even if you get a blazing fast one, it can be hampered by cooling issues that cause the clock speed to get pulled way down. I got a i9 laptop with an awesome graphics card when I got started from a friend at the beginning of last year. It was great until it has been crunching for 4-5 minutes, then everything slowed to a crawl. Try regenerating your area rest toolpath, and watch your processor and ram temperature. I found that it was totally useable with a simple cooling stand (https://www.amazon.com/gp/product/B01MRWE5AX) or "air vacuum" (https://www.amazon.com/gp/product/B01G3G3C7M) .
When I got my laptop in, though, it solved all the issues by being a workstation, not an office/exec portable chassis with no cooling. It's definitely bigger and heavier, though!
The most recent thread I know of about this was from Jake L:I know he'd be happy to talk to you about what he just got.
-
1
-
-
21 minutes ago, gcode said:
Does it make any difference is you select a surface made from the solid (perhaps on it's own level???)
or select the solid surface?
Nope:
Note: different random file, so the # count is different than the part from yesterday
-
1
-
-
15 hours ago, TFarrell9 said:
Interesting that it will clean itself up when selected as machining geo.
Here's to hoping 2025 corrects this annoying bug.
Yeah, I ran it up the flagpole yesterday, I know that the Product Owner in charge of that area is acutely aware of it, and it's piled on top of the previous defect which gives it a decent bit of gravitas. Great thinking on putting the two together!
-
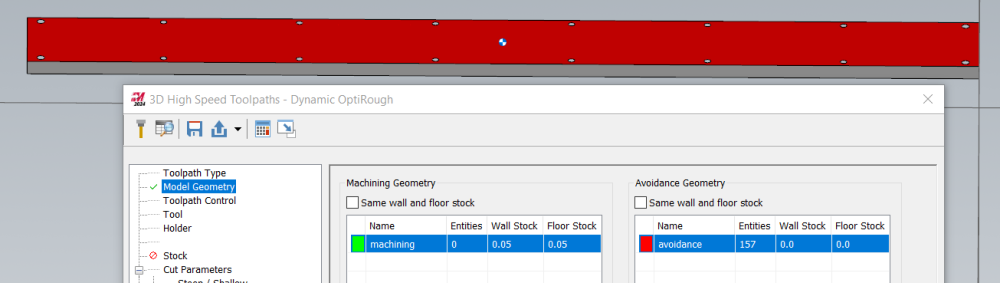
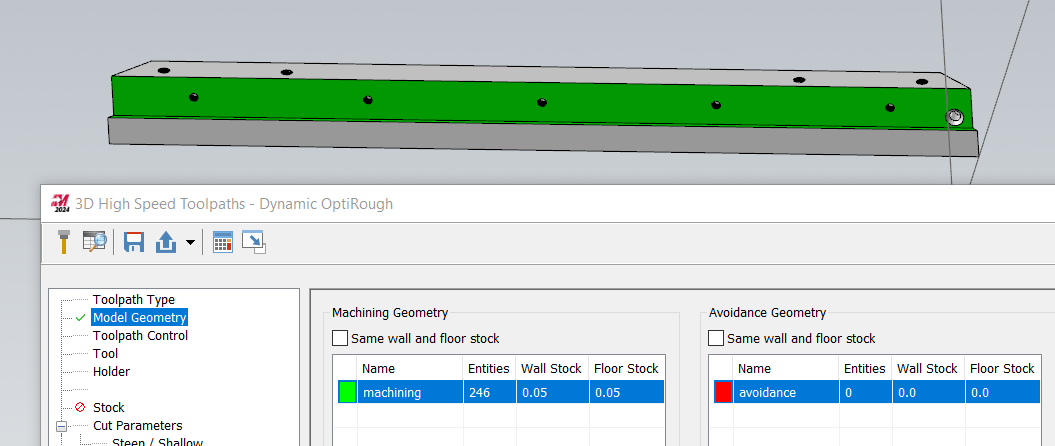
2 hours ago, TFarrell9 said:
Among the Stock Model bug, another one I run into nearly daily (was reminded of it when it just happened again) is with Avoidance Geometry, in both 2023 and 2024 versions. Nearly every time I select the desired geometry when creating the toolpath, it reads far more entities than truly selected and will give an STL error when trying to generate the toolpath. The fix is to simply save, re-open the file, and generate the toolpath. Geometry isn't needed to be re-selected or anything.
I have to assume this is common with other users as well?
Edit: Aaron mentioned the stock model bug is related to importing solids, maybe these bugs are one in the same?
Good call, I've had the same thing but didn't put it together! Time for a test!
Yeeeeuppp. . I'm not a matham.. mathimat... . Mathin' Guy, but I don't think this looks like 245 faces selected:
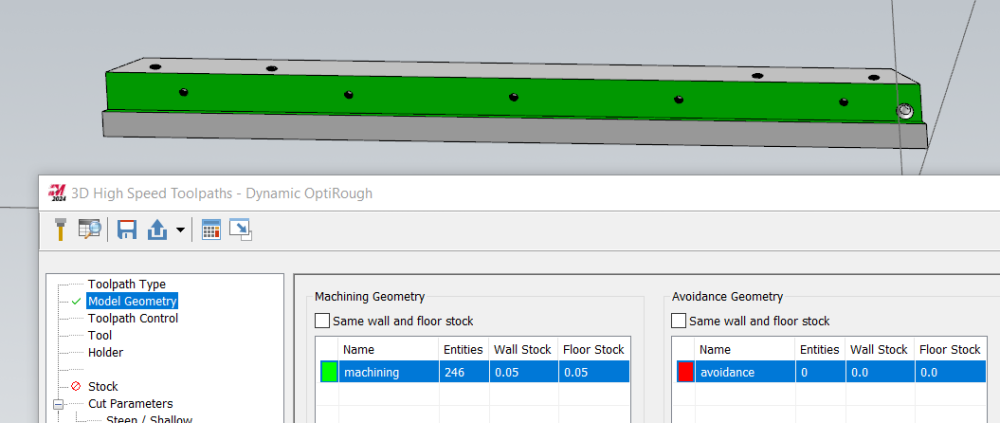
This was open whatever step I had laying around, dynamic transform, dynamic transform, select faces.
Great thinking TFarrell!
---------
Further Edit: If you add it as the Machining group, it'll clean itself up when you green check out. If you add it as the Avoidance, it'll stay broken until you save the file.
-
1
-
-
Agreed with TFarrell9. It sounds like you want a Finish toolpath, not a Facing toolpath. Facing is for exactly what it says. If you're trying to follow a contour around the corner, you should use a Finish toolpath.
-
1
-
2
-
-
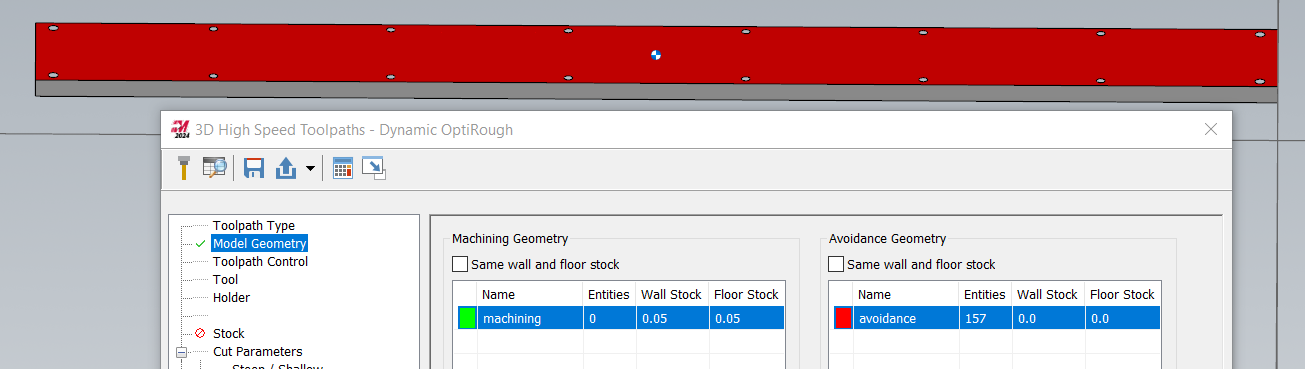
Yep, as TFarrell9 mentioned, this is a common problem. I worked with Curtiss @ Mastercam's QC department recently to pin down exactly what causes it and get it logged as D-48731.
The trick is a second Dynamic Transform after you import solid models. In your case, you imported the vise into your file. If you had done a dynamic transform right then, it wouldn't have happened. But, after accepting the import, Dynamic Transform again. For some reason, this now flags the solids onscreen as part of the stock model.
As mentioned, the solution is to just save the file, possibly reopening it. I can't remember if you need to reopen it off the top of my head? That forces it to go through all of the solids association, realize there's a problem with that stock model referencing solids that aren't supposed to be included and then dirtying it. When it's regened, it'll be fine.
There's no need to export/mesh/delete/anything else. That'll fix ya up.
-
2
-
3
-
-
1 hour ago, TFarrell9 said:
Thanks for giving some examples, I hadn't realized it had those kinds of calculations. That's really cool.
Can the Mastercam tool libraries be imported into the software? That's kind of how I read it on their website.
You're welcome
It can go back and forth (I think he has some videos up on how it works), but I honestly don't use it much.. In my case, I can manage everything I want via Mastercam, so I just use the desktop version and enter values as appropriate into the toolpaths. This is a prime example of where you might have the same tool but specific settings (stepover/DOC/etc.) for this one toolpath.
-
1
-
1
-
-
33 minutes ago, Metals and materials said:
@JParis@Aaron Eberhard @CEMENTHEAD
Floor Fixture support, good idea. I can make fixture angled to what the part is.
I am going slow but I will use endmill with small diameter.
Unfortunately, I do not have HSM Advisor. But now I am gonna take a look at it. I will give your reference @Aaron Eberhard lol. I will ask for some extra discounts as well!
Okay, so I was roughing 0.002 above the surface. I will increase that to 0.005 or something and then finish little by little.
I promise that you will save more in than the $195 lifetime price on in the first month in cycle time & tool life if you're programming every day. Every month after that is pure profit. It's awesome. It was one of the first purchases I made when heading out on my own. It lets me start from VERY good feeds and speeds in pretty much every situation. Eldar is awesome, tell him I said hi
For example, let's say this part is 6061-T6, and you're trying to figure out how different roughing strategies would work on this part. Let's assume that you're cutting a .5"thick piece down to leave a .075 floor (removing .425"). Remember that we have no clue what the real sizes of the part are
For a .375" 3FL Endmill w/ .625LOC and .75" Stickout, in full attack mode (100%), HSM advisor recommends 63.3% stepover (.2373) for a Dynamic path, 102.73 IPM/13409RPM (.00255 FPT, 1316SFM). It doesn't know that it's thin-floor, of course, but it says that it will be putting 66 lb of cutting force into it (using 2.6HP). Now, we know that's way too much, if you took the part out and applied 66lb of force there, you'd bend it quickly.
Taking the same exact everything with a .25" Endmill recommends a 31.6% stepover (.079"), 133.5IPM/23798RPM, which = 24lb of force. Getting closer! 50% of feed & speed equals 12.1 lb of force, etc.
No matter you scale it, a .25 endmill is putting a lot of force into something you can probably bend with 2 to 3 lb of pressure, right?
A .125" Endmill goes to 5.4% (.0068), 559IPM/98147RPM which would equal 4.2lb. Now, my machine won't go to 98k! So if I type in my max in this scenario, let's say 10,000 RPM, which is 10% of its recommended value for this cut, that slows it down to 5.7IPM, but it's only putting .42 lb of force into the cut. That could work!
-
1
-
3
-
-
Don't forget that Dynamic roughing can really be used effectively to control the amount of stress put into the part. If you use HSM advisor or equivalent, play with the stepover numbers until you get a minimum of cutting force, and leave just enough for a skim pass if you would prefer a different finish on the floor.
Take that with both of pieces of advice above, small tools impart less cutting force than large ones, and I've used double-sided tape under thin floor areas to help squash vibration.
Stress-relief is a good idea if it's a high tolerance thing, rough it out, release all clamps, secure it for finish pass.
It's hard to give more specific feedback without knowing materials, sizes, tolerances, etc.
-
1
-

Anyone using MasterCAM in Optics manufacturing?
in Industrial Forum
Posted
Sounds like it's time for the machine tool dealer and the Mastercam reseller to step in and and demo to me.gif ":)") Let's see which $40k option actually cuts parts for ya!
Let's see which $40k option actually cuts parts for ya!