hot_chip
-
Posts
51 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by hot_chip
-
Anyone know what happened to the "distance above lower rail" setting to control my swarf depth? I need to have my cutter tip below the lower rail to mill a chamfer. What's the new and improved way that I can't find for the life of me?
-
My data field and text both say STOCK-TO-LEAVE-Z
-
I found the help in machine sim and was able to print it out. I made a has VF3 with a 4th axis but now I'm finding I have an error such as "No element with specified name defined in machine kinematics (X)" and "No element with specified name defined in machine kinematics ©", which is weird because I don't have a C axis.. Also getting "The translation vector can not be nullMachine Definition initialized with default definition" error. I also noticed scaling issues after applying my dynamics such as the tool to the spindle. Scaling issues such as it actually changed the size of my machine after saving. Any help would be appreciated..
-
Yes and they just gave me a pdf tutorial on how to use the simulation but nothing for actually taking STL files and creating a new machine. Seems odd we can't create new machines simply..
-
Would anyone have any information on how to make a new machine from STL files? I'm getting script errors when I try to view the help files. I think it has something to do with us being on the cloud for some software programs. I can't seem to find anything on this for some reason..
-
I am trying to adjust to a new shop. I always used to program in wear. If I understood you correctly I need to remove all arc on from my lead ins and only go perpendicular. Do you have a way to cutter comp on a threadmill toolpath? And I take it you have an arc sweep of zero for your circular toolpaths?
-
Hey wow I just tried that and that's a really good tip thanks!
-
Just a quick question on how far out do you normally stick your stock out of the chuck when you decide to use a tailstock? This is just a general question for general turning, I know the answer would change if I wanted to make a tooth pick out of 1" stock... I was tginking it would be about 5:1 ratio?
-
 Filter works now.. operator error.. didn't have all the tool materials turned on. Hey does anyone know what the minimum and maximum diameter feilds are for on the cut parameters in the tool manager?
Filter works now.. operator error.. didn't have all the tool materials turned on. Hey does anyone know what the minimum and maximum diameter feilds are for on the cut parameters in the tool manager? -
I did notice that the tool filter doesn't work wit the new assemblies though
-
Wow thank you for the response and the video, that was very helpful.
-
Does anyone know if mastercam will have manufacture cut parameters available for download?
-
When I updated my database from X6 to X7, it looks like it changed the tool material for all my drills from HSS to Carbide. I have 4 different tip angles for each size on both my carbide and HSS tooling.. Looks like it did the same thing for my spade drill library, my screw machine length drill library, and my taper length drill library...
-
Ok so I looked over the tool manager a little and figured out how to make an assembly, but I have around 3700 tools so are there any filters or mass editing features I'm missing? I was looking to put all my drills from 1/2" up in C4C4-0032 holders for example.
-
I wanted to try something a little different to create a flat bottom counterbore in a turning part. I took a 5/8 carbide feed mill and ran a helix down the diameter using C axis. Then I was going to follow up with a rough and finish bore bar. EerPpp.. Lathe doesn't keep track of the milled stock.. alarm alarm blah blah. So I tried using a c axis contour ramp and got the same results. I fixed it by creating a tool, drilling it, and then ghosting it, but is there an easier way I'm missing?
-
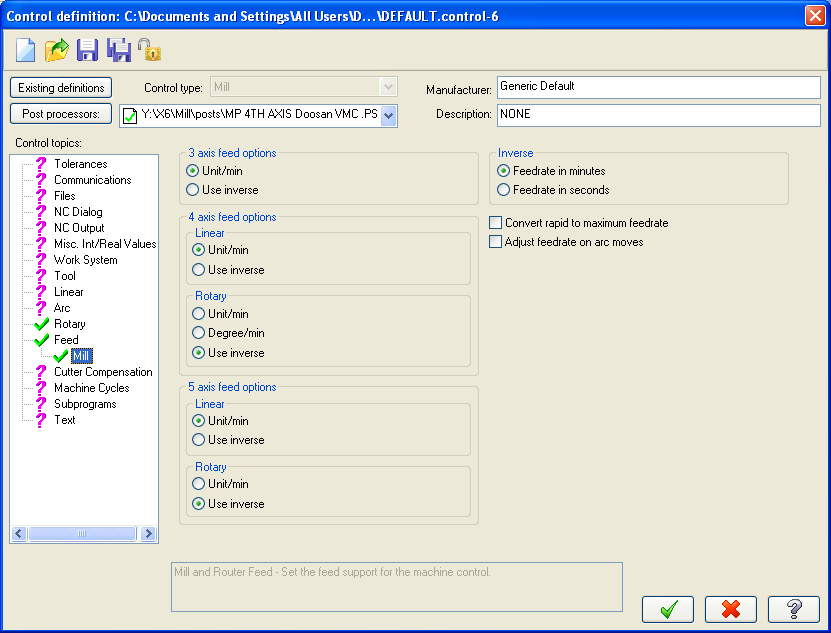
I"m machining a large through pocket on a 4th axis. I roughed it out with a 2d toolpath with axis substitution, and finished it with a 5 axis toolpath to go around the side walls. When I post I do not see the inverse time feed rate for the 2d toolpath with axis substitution, but I do see inverse time feed rates for the 5 axis toolpath.

-
Is there any way to default Mastercam to use one work zero auto-magically no matter where your tool plane is? As in creating toolpaths for 4th axis or live tooling ect... If I'm rotating a tool plane by toolpath translate or not, it always wants to throw in new work zeros for every rotation and not even warn you or put it on a set up sheet. This safety" feature isn't safe it it sneaks past people. Is there a way to set all the Woff# column in the view manager to 0 by default? Is there a way to set the tool path transform parameters defaults. Maybe to maintain the sources operation instead of "Off". where Off doesn't really mean "Off", it means just make up work zeros and throw them in for fun instead? Is it just me or does this seem like an important little detail that could be better managed within the software.
-
I guess it's the readme.htm file located here. C:\Program Files\mcamx6\documentation
-
Anyone know what these fixes are? I downloaded and installed it, but I don't see any information in my download package as far as what improvements were made.
-
Oh and then you would select "C axis" under the Rotary Axis Control section.
-
Well I don't see of an easy way to use a lathe C axis contour to rough out a bowl aside from drawing geometry and using it as chains. If you have solids you can take your flat geometry, revolve it into a solid, and then create multiple curve slices down the bowl to create geometry. If you don't have solids, you can set your construction view to the right side, and use different Z depths to sketch your diameters begining at the center and ending at where ever it intersects your geometry. If you have a lathe seat with 3D milling you can revolve your geometry to either solid or surfaces, pick a 3D toolpath like area clearance. You'd set the tool's working cordinate system to be the top plane and the tool plane and construction planes to be the right ( or left side). Pick the edge of the bowl as your containment area, and then wooopitidoo...
-
Will the X5 C hooks work for X6? Or do I have to wait for those to be developed? I use the sort circles C hook a lot at my job and don't want to switch over until I can get that working for X6
-
I use some of the add ons a lot, like sort circles and arc multi edit. Is there anyway to update that folder or do I have to wait for them to release an X6 version?
-
Soooo, I'm getting the feeling nobody uses this feature.
-
Trying out High feed machining (icon right next to G1 post code) and having some problems. I didn't want to go aggressive with this, I just wanted to test it out. I set the minimum feed rate to 60, the maximum to 70, and the maximum air cutting feed rate to 200. I edited the the tool so that the depth of cut matched my parameters. (.03") Fired it up and watched it go. Well air cutting seems fine, when it engages the material seems fine, but when it makes a partial cut it seems to totally ignore my maximum feed rate of 70 ipm. The feed rate reaches 128 ipm and beyond in some areas. Now I know this has been out since V9 so I'm going to chalk this up to me not knowing what I'm doing. However I really don't see that many settings to get in trouble with.