





gcode
-
Posts
15,821 -
Joined
-
Last visited
-
Days Won
429
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by gcode
-
-
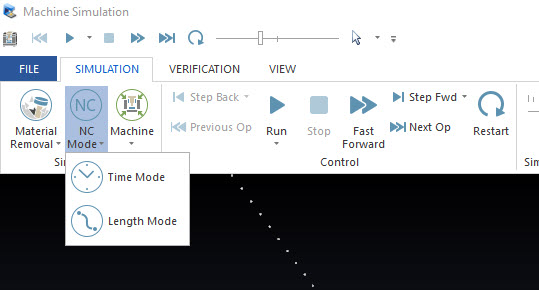
Have you tried switching between Time Mode and Length Mode
Depending on the type of toolpaths you are running through Machine SIm, these switches can have a huge effect
on simulation speeds
-
 1
1
-
 2
2
-
-
Is VG doing subscription-based licensing these days?
If you can get a perpetual license, just stop creating new VG files at that version.
We bought out a small company that used VG's and as far as I know there is no way
to convert VG to MC. You might be able to save out the geometry as STEP or Parasolid or IGES
but that won't help with the toolpaths.
-
45 minutes ago, Taco said:
Otherwise you will get the "no operations were selected. please select at least one operation" message. I hope this helps!
yes I have run into this recently and IMO that is a really lame and unhelpful error message.
-
1
-
-
In my experience this means one axis that should be orthogonal is out of square by some minuscule value.
This is most likely caused by using solid surfaces or geometry that's not as square are you think it is to create
a tool plane.
This is a report on a tool plane for B45 on a plain Jane Mastercam HBM post
Work Offset : 0
Origin (world) : X0. Y0. Z0.
Origin (view) : X0. Y0. Z0.
Matrix : X0.70710678 Y0.70710678 Z0.
: X0. Y0. Z1.
: X0.70710678 Y-0.70710678 Z0.If that Z0 was Z.0001, the post would define this as a 5X rotation and choke because it's a 4 X post
The solution is to rebuild the plane so that it is properly defined.
-
4
-
-
That VR9 looks very light duty to me.
Programming Vertical C/A machines that don't have a full 360° C axis is PIA too.
I guess it might be OK for the right work.
-
1
-
-
7 hours ago, Aaron Eberhard said:
The problem has to do with how the solids are stored in their files.
I used to work with a guy who had his default chaining tolerance set to .008"
I typically run at .0002"
I always had to remember to bump my chaining tolerance to .008 when I opened one of his files,
Otherwise, they'd blow up like Joe Biden's brain trying to speak a coherent sentence.
-
 3
3
-
-
52 minutes ago, bird2010 said:
Yes, but in this case the 4-axis option is meaningless.
I agree,
It's great for drilling holes, but useless for circle milling or thread milling.
Numerous enhancement requests have been sent in to CNC Software and the issue is being looked at.
I have no idea if or when the issue will be addressed.
-
In you first post your screenshot shows 4X output
You are using multiaxis toolpaths and they do not produce arc output.
If you want arcs and wear comp you will have to create a tool plane for each hole
and use a regular 3 axis toolpaths
-
2
-
-
When you have a process developed that you are happy with you can export it and save it to an operations
library.
The next time you need that process you can import it into your new file
-
1
-
-
1 hour ago, watch4king said:
I have high speed scallop available just can't quite figure it out
It's worth figuring out.
It works the same way as legacy scallop.
pick your drive surfaces
chain a containment boundary ( and set it to stay inside a couple of thou)
and set your Linking.... there are a lot of new options here
You can spend hours playing with the different options.. but you shouldn't need any of the fancy stuff for this toolpath
-
1
-
-
My mistake, I assumed you were using the new high speed scallop toolpaths.
It is so superior to the old legacy scallop that I haven't used it in years.
If the high speed scallop is available to you, you should try it.
-
On the Toolpath Control Thread / Compensate to option
Select Inside and experiment with the value to remain inside
This setting can do a remarkable job of cleaning up jumpy or jagged toolpaths
-
Try comping to the inside with a value of .001 or .002
-
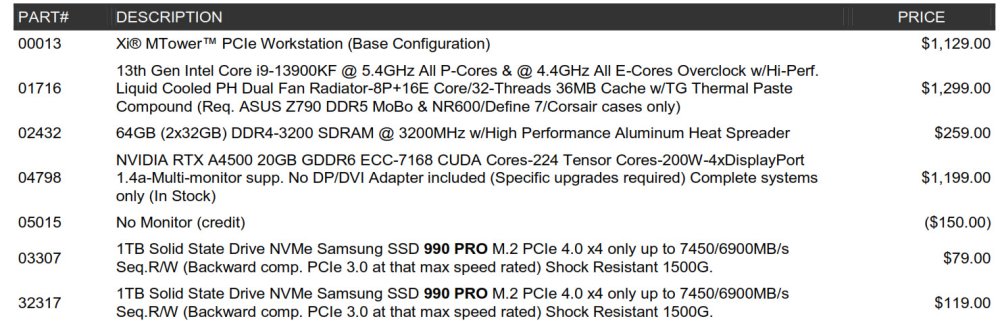
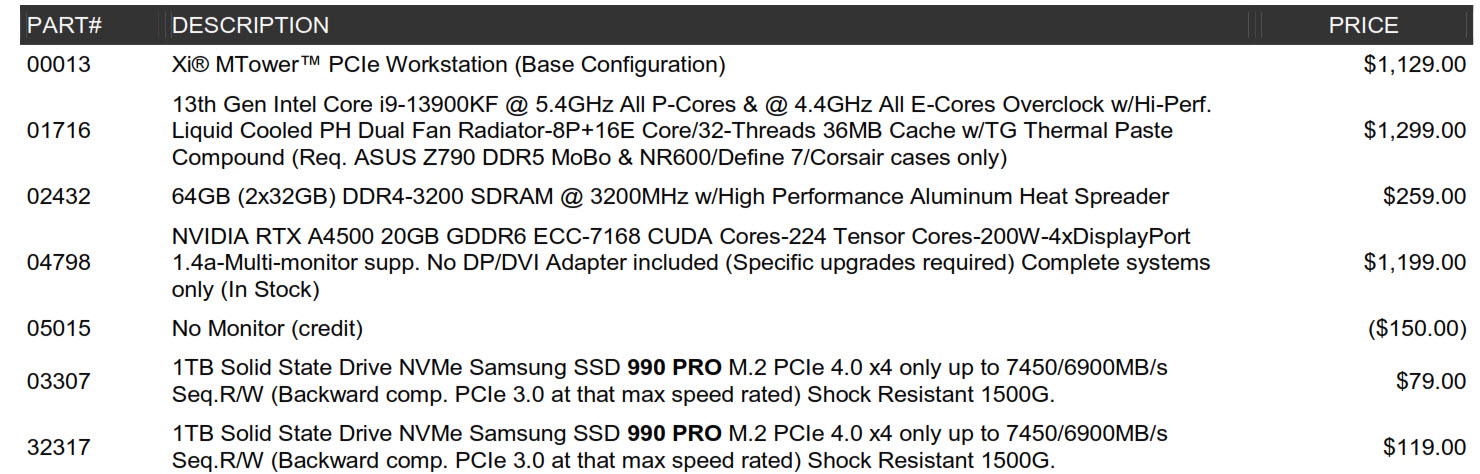
I forgot to mention that this machine came from Xi Computers of San Clemente CA.
I bought it with this ridiculous case that's twice the size of a normal case.
Here at the office, I don't notice the noise my BOXX PC makes cause it's noisy in here all the time.
At my home office, my old BOXX PC sounds like fighter jet spooling up for takeoff.
I can't even tell this new Xi machine is running.
-
1
-
-
Got my new PC this week
I'm still putting it together but I ran the benchmark last night in 2024
2 minutes , 2 seconds
The OS is Win11 Pro
-
7
-
-
18 minutes ago, lowcountrycamo said:
Gcode,
I love this! I have tried to make Parallel work but could never get the tool to stay true to the wall. Many thanks for the help.
I think lying about the tool's length of cut has a lot to do with this working. I'm completely baffled as to why it's making two passes though.
It looks like it should run pretty smoothly
You might get better results from the swarf toolpath if you lie about the tool's LOC.
I guess you could lie about the tool's LOC in Mastercam, then use the correct tool definition in Vericut.
You can also define the corner surfaces as feed zones and slow it down in the corners then speed it back up on the straightaways .
-
1
-
-
Yeah, but why.. I can't figure it our?????
-
I tried a different approach, parallel with tilt lines.
The motion looks pretty good, but I can't figure out why it's making 2 passes.
I also lied about the tool's length of cut. That helped alot. I think it would help with the swarf toolpath as well
-
Dumb question
Why do you need a CHook?
We've have the Translate to Origin command which id dead simple to use and works perfectly.
-
1
-
-
It really depends on the part
It you have bosses on the OD of the part, you'll need to use Turn Profile to get an accurate representation of what that boss looks like on a spinning part
We do a lot of parts that have airflow surfaces that used to be defined by point tables
Now the customer just gives us a step file with no defining points, I've found Slice with Plane to be the best choice for these parts.
It yields the same results as projecting a line onto the surfaces but eliminates all the preparatory steps needed for that approach.
-
1
-
-
I'm running Win11 on my home rig and I'm not seeing this
-
After analyzing the reported collisions, I realized that the toolpath was fast feeding through tiny cusps on horizontal surfaces.
I left all the settings in your file unchanged and enabled Microlift with a setting of .5mm
Now it fast feeds over the tiny cusps and the entire toolpath runs without reporting any collisions.
-
2
-
-
Have you allowed One Drive in infest your machine?
-
Do you have Admin rights for the Public Share folder?
I've used 2024 Zip2GO several times with no issues.
-
2
-
2024 Machine Simulation
in Industrial Forum
Posted
I've found that the video card makes a huge difference in Machine Sim performance
both in launch times and simulation speed.
I recently purchased a new PC and have updated my siggy to reflect that.
The difference in performance from my old machine to the new one is might and day
and my old machine is a very good cad/cam machine.
The new machine opens even large complex 5X programs in seconds and simulates them smoothly
at whatever speed I choose to run them.
You state that your coworker's old PC runs machine sim fine, while your new machine does not
My opinion is that an older machine with an old cad/cam worthy video card will run machine sim
better than a newer machine with a desktop class video card.
You haven't told us what video card you are running but I'm guessing it is the cause of your troubles.