





JG
-
Posts
368 -
Joined
-
Last visited
Recent Profile Visitors
2,200 profile views

JG's Achievements
")





-
What Acronym do they use for Government / Military work?
JG replied to [email protected]'s topic in Industrial Forum
I believe its Do and Dx (highest) along with the suffix's shown below.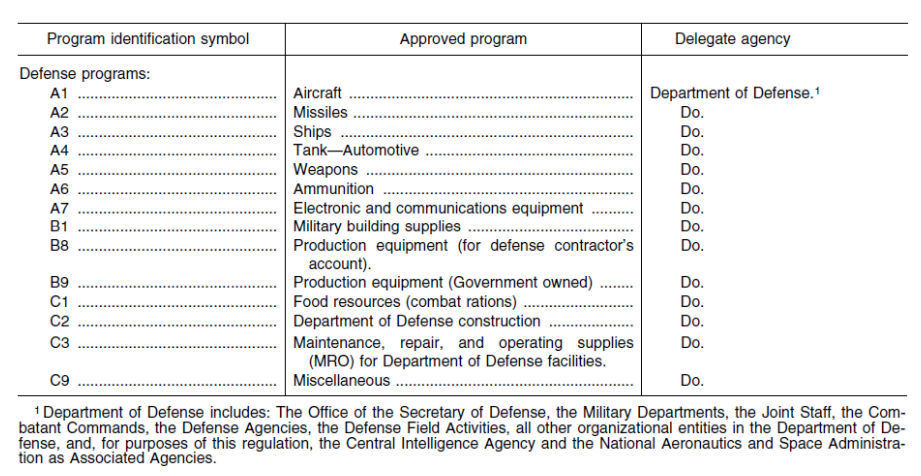
-
Hey Josh T, maybe your on to something there...I'll have to ask how they come up with it in the first place, I'd guess they have a grip routine or something like that.... thanks,
-
Festus, I have not received the file yet, apparently someone is putting the lines and points in, actually i don't know how they put the data in, but i do know (from similar parts) there will be groups of holes that are normal to the surface (no problem there) and groups that have the same angle from a the surface, but the surface is curved making those holes unique as far as programming goes... thanks,
-
Hi Keith, the points and lines are customer supplied, thats the way they do it instead of actually putting the holes in a solid body. I'll take a look at hole axis, i've used that before.... Dodgerfan, even if i did that they would still find a way to make me do it....besides, i would not want that job as my last thought....
-
Hi Keith, that was going to be my first attempt.....sometimes it chooses the wrong direction though.... thanks again,
-
Hi Everyone, I have a upcoming job where i will need to drill at least 90,000 + holes in a part (small holes, large part).....the data I will have will be a point with a line going in the direction of the hole C/L, it's likely the point will be mid length of the line, also, I may have a free form surface that the point will lie on. the hole will not necessarily be normal to the surface, they will likely be at some arbitrary angle. any thoughts on how I can go about this, if I have to do it manually I will be ready for the single sleeve white shirt that ties in the back...... thanks, JG
-
any recomendations on sfm and ipt?
-
no ideas? should i just approach this conventionally?
-
Hi Jeff, I see your point, it would be a hsm path, the overall depth is about 2" and the shape has both crowned and dished type features. overall it is a large piece of stock, about 24 x 42, and so far it's making me a little nervous.....
-
Hi All, I'm looking for speed/feed/doc/stepover recomendations cutting A2 (not hardened) on a 40 taper machine, the tool is a Kennametal 4 fl insert mill with EC1408EGD inserts KC 725M grade. I don't have iserted tool or grade options but I could possible go with a 1" solid carbide em. I would really appreciate any help as I have not run A2 before.... thanks, JG
-
Dell studio 1747 laptop i7 Q720 (1.6ghz), windowZ 7, 4gb ram, 1gb ati, 2:14
-
X3 6:27 X4 2:50 same box Wow
-
Hi All, At work we run a net hasp with multiple licenses, finally I convinced them to allow me to connect from home and access the license server (not a vpn, the software is loaded locally), everything works fine except the 5 axis solids verify ( I have the V5 switch), has anyone experienced this? thanks, jg
-
Devin, I don't think I can give you all that you are asking but.... quote: Also, how can you check if the probe is activated (ready to be used)? How do you turn it on/off? On this particular machine it is turned on automatically when called, it can also be turned on by a M27 code. quote: What are the variables initialized to at the beginning and which ones? That depends on the program and what you need, I did not list the ones that were preset, this was meant as an example. quote: These are the things I need clarification with: - TRAORI - MEAS - STOPRE - $AA_MW[Y] - AROT - TRAFOOF - ROT TRAORI = TRAnsformation and ORIentation (dynamically), it is tool point programming, if you rotate the table (on a head/table config for example) the tool tip will "follow" automatically maintaining the same relative position. -MEAS = enables measuring mode on the control (G31 skip signal) -STOPRE = STOPREading ahead, prevents the control from buffering to far ahead. -$AA_MW[Y] = reading the Y axis position after the probe triggered. -AROT = Additive ROTation of the WCS -TRAFOOF = shuts traori off -ROT = ROTation of the WCS quote: Can you clarify to me what the variables stand for? I would have to go thru and re-figure them myself, this macro was used to probe dia's that the machine could not reach using X and Y, it rotated the part instead. quote: do you have a complete coded program for probing a strait line (probe 2 points, find the angle, rotate by that angle) I don't, that was a canned routine in the control (I no longer have access to the control) hope this helps, I'll look and see if I have any other info. thanks, jg
-
that sounds completly doable, below is a routine that changes the programs zero (based on variables). is there training available to you? it would make things alot easier. thanks, jg note: parenthesis were changed to [], bbs said they are not allowed in a html tag?? IF[R16<2] GOTO N100 ENDIF IF[R13 GOTO N100 ENDIF IF[R19==1] R9=.5 ENDIF IF[R19==2] R9=-.5 ENDIF R4=1 R0=20 R18=R12/2 T999 M6 M27 G0 C0 IF[R15<>9999] A=R15 ENDIF TRANS X=R10 Y=R11 Z=0 ;<<<<<<<<<<< shift zero TRAORI X=0 Y=R18+R9 Z=R13 G1 Z=R14 F300. WHILE[R4<=R16] IF[R17==1] G1 Z=R14 ENDIF MEAS=1 G1 Y=R18-R9 F15. STOPRE R[R0]=$AA_MW[Y];R[R0]+$AA_MW[Y] R0=R0+1 Y=R18+R9 F300. IF[R17==1] Z=R13 ENDIF AROT Z=[360/R16];*R4 G3 X0 Y=R18+R9 C=IC[[360/R16]] CR=R18+R9 R4=R4+1 ENDWHILE G1 Z=R13 R4=R16 R0=20 R2=R[R0] R3=R[R0] R1=0 WHILE[R4>0] IF[R[R0]>R2] R2=R[R0] ENDIF IF[R[R0] R3=R[R0] ENDIF R1=R1+R[R0] R4=R4-1 R0=R0+1 ENDWHILE R1=R1/R16 R2=R2-R1 R3=R3-R1 R1=R1*2 IF[R15<0] R4=SIN[R15]*R8 R8=R8+R4 ENDIF IF[R19==1] R1=R1-[R8*2] ENDIF IF[R19==2] R1=R1+[R8*2] ENDIF TRAFOOF ROT G0 C0 N100 M30
