





Roger Peterson
-
Posts
2,629 -
Joined
-
Last visited
-
Days Won
1
About Roger Peterson

Recent Profile Visitors
2,919 profile views









Roger Peterson's Achievements
")
Newbie (1/14)
84
Reputation
-
 As far as I know it's Mill & Router only, Lathe and Wire toolpaths are not supported.
As far as I know it's Mill & Router only, Lathe and Wire toolpaths are not supported. -
What version are you using? I think your issue is how you are defining your path. I haven't used ImportAllOperations but I think you'll need to define the path using the import options vs. just listing the path/name. Check the help file, it'll list all the different options for things like the file name to import, import toolpath geometry, import T/C plane, etc... I don't know which options are required other than the file pathe/name, I believe most/all of the others are just True/False settings which I would think would default to False if not defined. HTH
-
Yes, for large plastic part trimming. But when I was involved with this it was long before there were any useful offline programming solutions like RobotMaster or Octopuz. All of the paths were created with the teach pendant or via direct coordinate input. Robots can repeat processes very consistently, so once you have a process dialed in you are good to go which works great from long run or repeat run parts. To get to the point of a good part will more than likely take several iterations as the toolpaths will need to be moved around a bit, but this would be the same if you were using a 5 axis router as you are dealing with large plastic parts on fixtures that are often times less than perfect. The time it takes to get to a proven process will no doubt be faster with a 5 axis router. With Robots you can think outside the box a little too. Your fixtures can be more creative to allow better access to more "sides" of the part. Many robots can be mounted horizontally, upside down, or on a linear rail to expand the work envelope or deal with limited ceiling heights/work envelopes. HTH
-
sounds familiar with similar results. There was one place where they used to remove the 4th axis that was mounted on one end of the table every time a specific job was run so they could make parts in spec! I hate it when the real world and the laws of physics get in the way of making good parts... using a single axis approach definitely has it's place and can make a big difference, and it can be done manually if you don't have G60.
-
What is our machine model and age? Have you done any testing to see if this improves accuracy on your machine? I had setup a custom drill cycle to do this manually for an old clapped out machine and it made a real difference. Being that rapid moves are all exact stop mode I'm just curious if you are seeing any tangible benefits.
-
The only way axis substitution would work is if the tool diameter is the same as the slot width. Assuming you want to use a smaller too so you can have rough and finish passes, and you want to use the side of the tool, you are looking at Rolldie, Curve 5 axis, Swarf, Swarf Milling, and Ruled. The Multiaxis Parallel and Morph toolpaths would work as well, but they both add complexity to get what you are looking for. HTH
-
I would recommend using the predefined variable tap_pitch$ as it will be correct for both inch and metric. HTH
-
Create curve on one edge with section views
Roger Peterson replied to SlaveCam's topic in Industrial Forum
this was discussed in great detail during the initial testing of section views. It was set to be looked into for a future release. -
if you want want to output multiple M codes on one line you can define it like this: sm09 : "M09 M31 M31" or If you want to output multiple M codes on separate lines define it like this: sm09 : "M09" + no2asc(13) + "M31" + no2asc(13) + "M31" ASCII character 13 is a carriage return HTH
-
you can create an .ini file for verify that goes into the program files/mcam2019 folder that will enable verify to show "O-ring" or "trepanning" tools. This will slow down verify so I would recommend removing it when you are done. I don't have the specifics of the .ini file in front of me. I'm sure your dealer can help otherwise I can dig into more later this afternoon. HTH
-
Vertical Mill 5 axis contour tool path using Y and C axis
Roger Peterson replied to westerfieldc's topic in Industrial Forum
I'm not sure you are looking for axis substitution. axis substitution is for when your tool is perpendicular to the rotary axis. Is that what you are looking for? Axis substitution is not typically supported by 5 axis posts but can be implemented. if you are looking for your tool to be parallel with the axis of rotation Mastercam has this function on the rotary axis tab that will use the C axis. this functionality may be supported by your 5 axis posts, if not it can be implemented. if neither of these apply maybe post a pick of your part in backplot so we can get a better idea of what you are looking for. HTH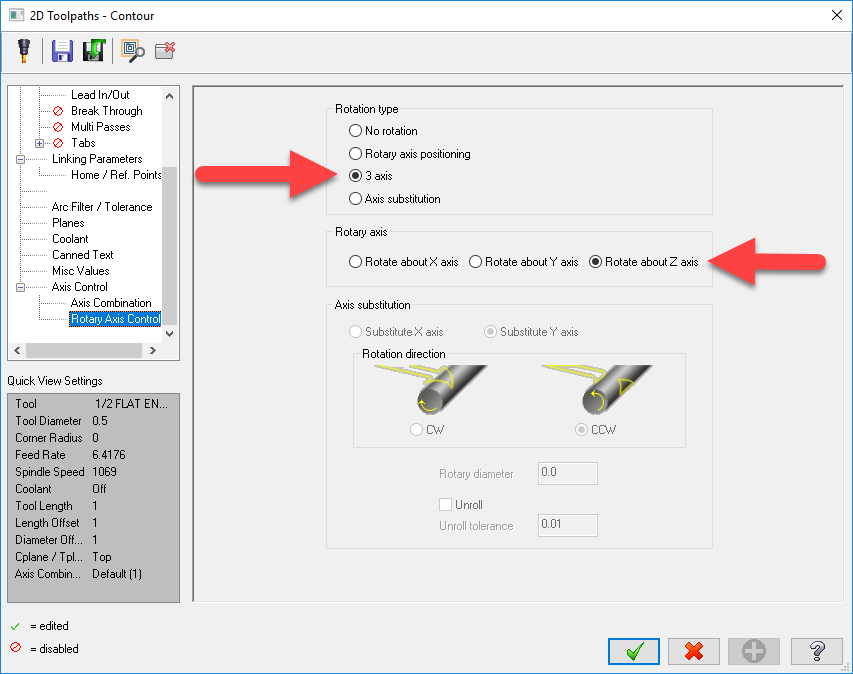
-
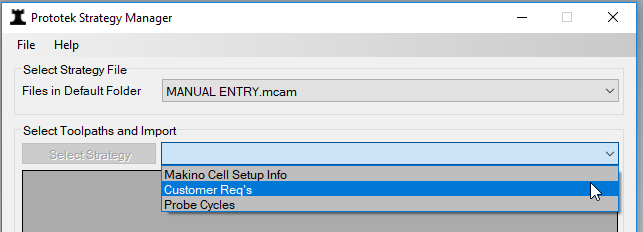
Importing Manual Entry Toolpaths work great. We do have a number of people that use our Strategy Manager to speed up the process of importing Manual Entry Toolpaths for setup info, header info, mfg instructions, probing cycles, etc... HTH
-
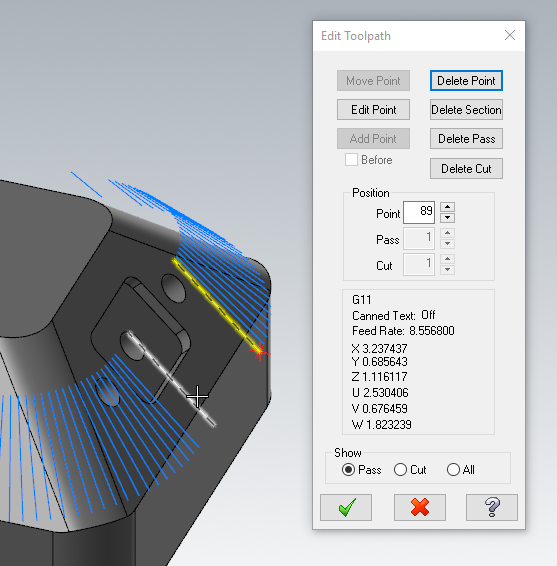
after you launch the toolpath editor you should just be able to click on a vector like in the screen shot below: HTH
-
You can actually select the point via the graphics area, you just need to click the vector before hitting edit point. but using the up/down arrow to define the point works too. HTH
-
the Toolpath Editor will allow you to edit the feedrate. right click on the toolpath and you will find it at the bottom of the right mouse button menu HTH

