





motor-vater
-
Posts
379 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by motor-vater
-
-
5 hours ago, crazy^millman said:
We made programs for the NMV3000 machine and I didn't get an answer 6 years ago about that very question when someone was a VP at Ellison. I am a go out and give it a try kind of person Pete. Make a test block and do about 10-20 different things on it to test. Then if it works you pass that information on to CG Tech to have the VMC updated and then you should be good to go.
Shot me an email and I will share the PDF I have on 5 axis Parameters and other things that help.
Thats what I am doing as we speak, so far so good. Vericut already does not have a problem with the post output. Kind of how we found it was an issue. Luckily both 5 axis paths required a big b axis move so at the machine after it ran the first path it immediately alarmed out on the second g43.4 when trying to rotate to the next position, because it would have had to rotate past the limits... Vericut gave us no warning of impending doom!
-
The Machines are Mori NMV5000's maybe 30i controls but would really have to check them. My Question is about parameter 19754.5, currently the setting in this parameter requires you to return to CO, BO before calling a G43.4 and worse have to return to zeros when the next G43.4 is call elsewise the machine just considers it a zero where ever it is and will make a new rotation from that position. I think if I change this parameter I can utilize the functionality of our new post that does not return to zero's inbetween 5 axis toolpaths... Any body have any experience with this? I asked the Mori apps engineer and he said he was surprised the machine was even set up like this but was going investigate further.. That was weeks ago. Any advise is appreciated here...
-
Carmex mini style. they have 3 threads on them all day every day. I never use taps anymore. They make a series specifically for hard materials. I still program it as a single style so that I get the complete helix.... They even have 3 in 1 threadmills no hole required although I would not recommend it for your application. The key is multipass on holes like this.. Hard maerial like that I would give it 3 passes with the last one being almost a spring pass. Also Harvey makes good tools but their techs are useless IMHO....
-
 1
1
-
-
WAI WHAT???? WHERE IS THIS CHOOK?
-
2
-
-
I have been having all kinds of simulation problems latley.... Even though I dont use simulation. When I have multiple files open with different machine defs. Seems like every time I go to verify something it tells me I have the wrong machine selected for simulation. So I change it to one that corresponds..... But then what ever other files are open also seem to change to that machine and then when I jump back and try to verify... bam same error.... Its really becoming a PITA and I wish I could just turn the simulation function off and only use verify....
-
is this on verify or when trying to post?
-
Did anyone try the fix with any success or are we just bashing each other now? I had that problem since 2019 and the above fix seems to have solved my problems. Knock on wood. But I am curious if it worked for anyone else?
-
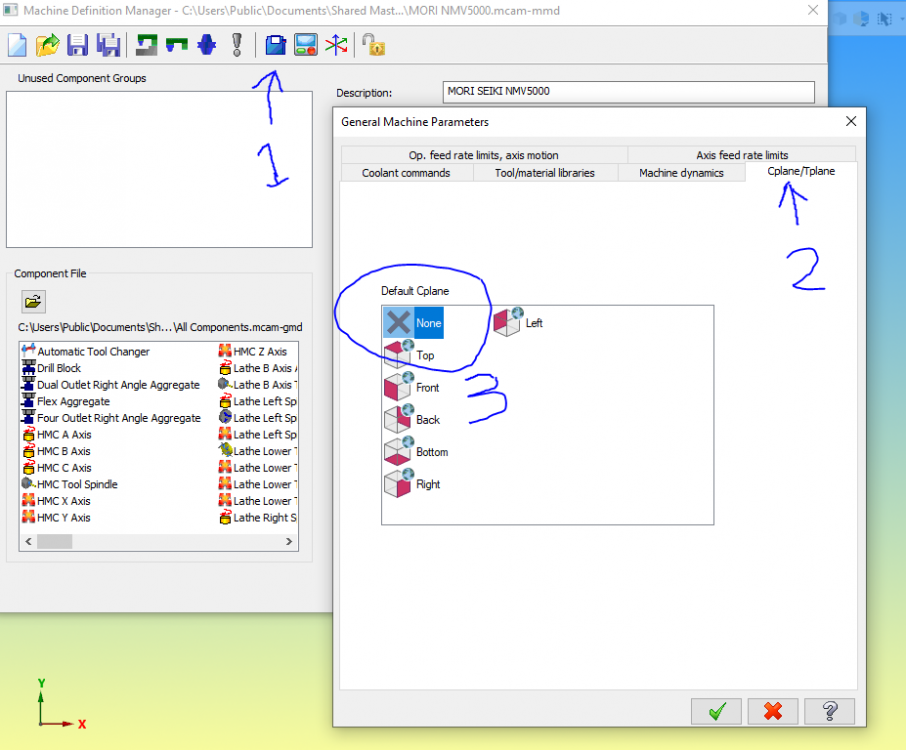
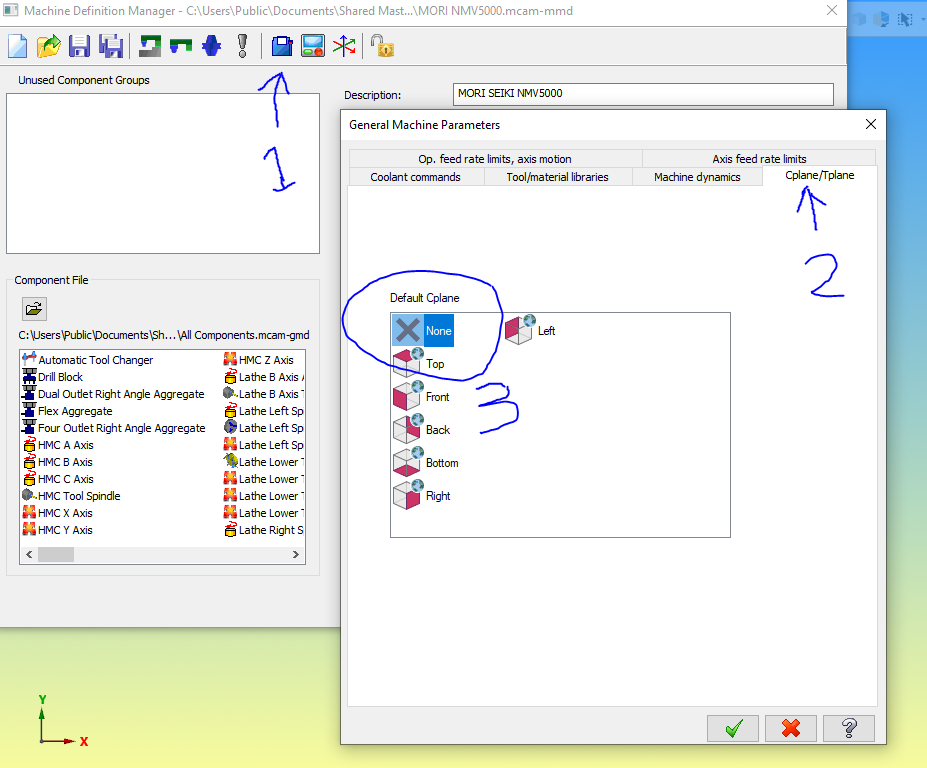
TRY GOING INTO YOUR MACHINE DEF, THEN GENERAL PARAMETERS, THEN CPLANE/TPLANE AND SWITCH IT TO NONE. MY PLANES USED TO MOVE ALL THE TIME AND SINCE I HAVE DONE THIS IT SEEMS TO HAVE DONE THE TRICK. KNOCK ON WOOD!
-
4
-
-
A good engineer can design a functional part, A great engineer can make a highly functional part for cheaper! Simple things like radii that match available tool geometry and making surfaces flat and perpendicular where possible and not over constraining a parts tolerance all add up to money saved when it comes to manufacturing..... I hear in Europe they make engineers spend a few years on the floor before cutting them loose on the CAD system.... Quite possible the best idea ever!!!
-
 1
1
-
1
-
-
Im working on a few projects like that right now so I feel your pain.... What happened to the good old days where engineers took into consideration the manufacturing process when designing things... No Respect I tell you!
-
1
-
-
Couldnt used Swarf? you can force feeds for rapids under the Utility drop down? or along curve, triangle mesh or anything newer. Curve is definitly a good tool but plenty of ways to skin a cat in mastercam
-
just planting seeds...
-
Sorry hard to follow what you are talking about, but maybe try the manual edit function by right clicking on the toolpath and selection manual edit. Yes its alot of work but if everything else is dialed you can change those rapids to feed moves. If its a problem with the linking between toolpaths maybe a points path can give u feed moves inbetween... Again not sure exactly what you are doing but alot of times when I am done and looking to clean up a few the manual edit feature puts the finishing touches on a program that can be posted as long as you dont have to regenerate... Good Luck!
-
2 hours ago, JoshC said:
hmm interesting, i am not too sure in that case. If you dont happen to find an answer on these forums i suggest contacting the local mastercam reseller for tech support and they will be able to troubleshoot https://www.mastercam.com/find-a-reseller/
Talked with the reseller, known bug waiting for a patch
-
1
-
-
50 minutes ago, JoshC said:
do you have a multi-axis license available? normally that would mean you are not currently running the multi-axis license and i expect you will see that warning with any multiaxis path. if you are a network license user make sure someone else isn't using the multiaxis license or use the mastercam launcher to setup custom shortcuts so everyone can choose their license type.
No they all work Just the linking acting funny
-
Yup, IDK either But 2021 is asking me for an access code when trying to use multiaxis linking? Thoughts?
-
Thanks guys I will try all of the above, also he has never updated 2020 from the original release, I heard their might be a bug in thaere that was fixed with a later release. I'll Check back in after IT handles the updates
-
I know I've seen discussions but couldn't find what I needed. One of the programmers when verifying some rotary moves has the tool dive to the center and crash. But its not in the code and when I open his program on my system it Simulates with out incident. So I am thinking it something in a setting somewhere but really just need a nudge in the right direction here. Thanks
-
Thanks Buddy!
-
1
-
-
1 hour ago, gcode said:
Many were duplicates of Top and Front, rotated with the rotate incremental command
also in this file a bunch of them were created with the Normal command from lines created with the Hole Axis command
I should also note, this file was done in X2021.
I wouldn't normally use a beta for a project like this, but the new 5x pocket roughing toolpath was so feakin' awesome
I had no choice.
LOL! So I have lots to look forward to with 2021, But that wont help me now...
-
23 hours ago, gcode said:
I just finished a big project in MC2021
5 axis (3+2) 400+ operations 35+ planes
I experienced zero problems with tool planes, but I don't recall ever having problems in
MC2020 either
Man thats Awesome. I'm jealous and curious at the same time. By chance are all of your planes related to TOP? I seem to have the most problems when I have to create planes from scratch aka "New Top" then trying to link planes to that New Top Location
-
3 hours ago, Aaron Eberhard - CNC Software said:
I'm not sure what specific problem you're talking about, I'd either bring it up on the official forum so that the guys responsible can see it, or send over a part with steps to reproduce.
I will try but it is almost impossible to reproduce. Its so random, and sometimes when u move it back it will stay after that. I know I'm not the only one I have checked the official and quite a few people have taken notice. Is this the first you have heard of it?
-
1
-
-
Thank You as always Colin, but sadly I have never used the duplicate plane function. I almost always use dynamic, from solid face, or from geometry or from gview. We still program from center of rotation (I know, I know) My work flow for 5 axis is almost always the same for setting up a part. I create an origin point, then make all my planes associative to that point. Reason some of the machines are different and to move machines I can move the point and regenerate with very little work in most cases..
But In 2020 plane association is broken. If I use a dynamic plane to the point I get no associative check box to work with. Only planes by solid face, or geometry will give me the associative check box, then I use the lil arrow in the plane manager to select my origin point and viola! I have the plane I need, associative to a point! But at any given time with out rhyme or reason it will just move. I have tried locking the planes which does not seem to help... Its all buggy as heck.
The rumor is they have fixed this in 2021, fingers crossed, but It needs to be fixed in 2020 as well. We will no doubt not move to 2021 for at least 6 months after release, and what about the customers that do not pay maintenance or have vericut. They will be stuck with broken 2020 for life. The cost of master cam in my mind dictates the fact that no version should be abandoned for the next version. They need to at least fix the major issues and make a version stable. Honestly I am like a kid at Christmas every year when a new version is released, I love the new features and new toolpaths etc. I look forward to it all year. But I really get frustrated with how CNC will abandon older releases that are not at the very least stable....
-
1
-
-
Hey Arron, any chance you can motivate someone over there to fix the moving plane issues in 2020. My company will not move to a new version for at least 6 months after release and My planes have a mind of their own in 2020! This is going to be costly to one of the Mori NMV5000's at some point. It seems like most issues are just pushed to the next release, leaving rouge issues in old releases. This is the kind of thing that could lead to early termination for a programmer and worse than that every time I repost something I am over whelmed with anxiety about a potential crash that may result from a plane moving... Thank God for Vericut! but we share 1 seat of it between 4 programmers so sometimes u make a quick modification and resend to the floor with out waiting for a turn to rerun vericut and that's when I'll get got. Never had problems before we moved to 2020
Slightly Off Topic - Vericut Mastercam interface
in Industrial Forum
Posted
yes, at the top of that in the file tab click options, then operation settings and find the settings you want. should work unless you are sharing tool numbers for different tools