





robk
-
Posts
2,513 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by robk
-
-
The machines that I program most of the time are very large 5 axis head-table mill-turns so the RAH orientation is not a problem. With the tool changer mounted heads I have room to squueze them under the laser (very tight fit) to set the stickouts, but the flange mounted heads are too bulky so the operators use the tool eye (can not be automated). In my earlier post with the pictures you could see in the 3rd picture the RAH is in the laser getting set, and you could also see the tool eye as well (the closest item in the bottom of the picture) that lifts up with the sensors at the end to touch off your tools.
The table-table machines that we have (Mazak Variaxis) are even easier because there is a ton of room where the laser beam is. On our horizontal 3+2 axis machines we use tooling balls and flats on fixtures for operators to set their stickouts. It's actualy a fairly quick process once you get it right regardless of which machine/RAH combination you may use.
-
Read up on Third Wave Systems. We have been using this software for over a year now and it works great... Just another option.
-
The only places I use sequence #'s is at the beginning of every sequence (tool change) and not on every line. In my programs operators could use part counter to search for the sequence they need to go to (I provide that info in the tool list). I don't want the operators to start in the middle of the sequence so it works out great.
()
GOTO#3901 (USE PART COUNTER TO SEARCH FOR SEQUENCE NUMBERS)
G20 G69 G80 G40 G49 G17 G90 G94
G10.9 X0 (SET RAD. MODE)
G91 G28 Z0.
G28 X0. Y0.
G90
()
()
N1 T100 T69.1 M06
#3901 = #4114
G20 G69 G80 G40 G49 G17 G90 G94 G98
G10.9 X0 (SET RAD MODE)
G91 G28 Z0
G91 G28 X0 Y0
G90
()
()
/7G65 P9862 B1. T100 S3000
G4
#162000=0
G4
G65 P9862 B2. T2000 D2000 I[0.7500/2] E.005 S3000
G4
#162000=0
G4
G65 P9863 T100 H-.010 S3000
()
()
( Tool Name : T100_.750_ENDMILL)
()
(N1_REMOVE_LUGS)
()
()
G91 G28 Z0.0
()
(REMOVE LUGS)
()
M107 (B AXIS CLAMP)
M210 (C AXIS CLAMP)
M200 (C AXIS CONNECTION)
G90 G00 G53 B90.
G54.1 P23
C0.0
G90 G54.1 P23 X-7.269 Y-.9103 B90.
G97 S357 M3
G43 X-7.269 Y-.9103 Z 25.0 H100
G68 X0 Y0 Z0 I0 J1 K0 R90.
Z18.129
X-7.269 Y-.9103
M08
-
Also keep in mind that you will have to modify your spindle face for either one of the styles.
PS, please do not post NX verify pics to remind us how much MC verify sucks.
-
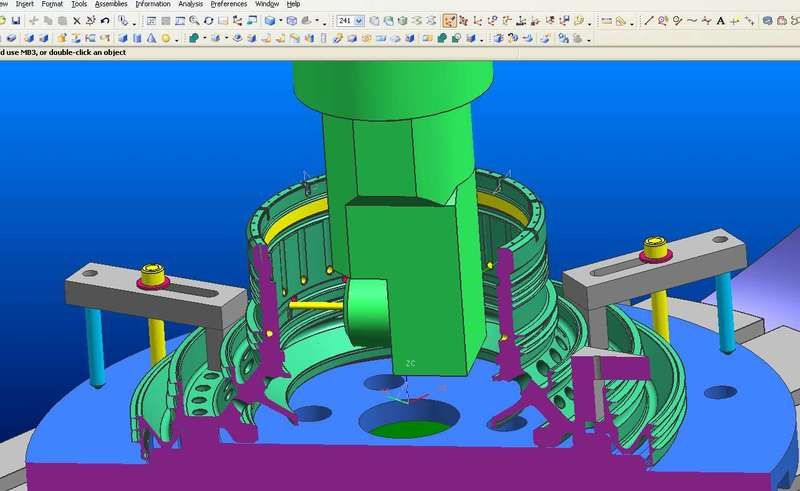
Here is our biggest flange mounted RAH

Same head in Vericut
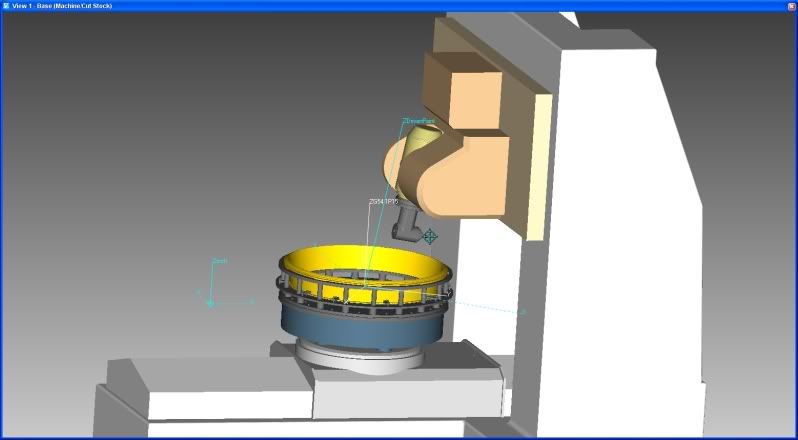
And the operators' favorite tool changer mounted RAH
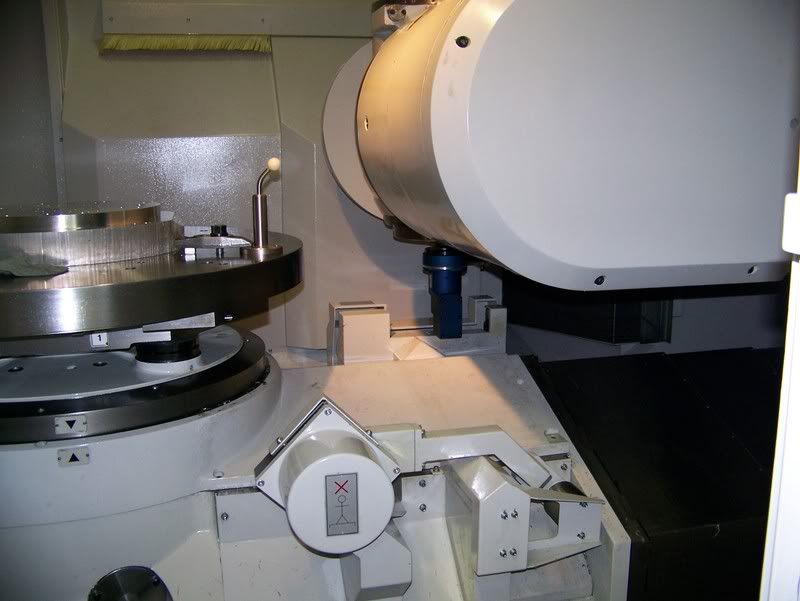
Same head in NX verify
-
If it fits it ships! Those specs are more of recommendations anyway.
Not where I work at.
-
Every job that I program in here involves right angle heads. We have a bunch of different brands in here (Koma, Alberti, Big Sheppard, Romai, and others that I can't remember right now) and they all perform well. Are you looking for flange mounted or tool changer compatible? One is more ridgid then the other. Do you need a slim design? I wouldn't go much faster then 3000 RPM with them even though I believe they all say 6K max on them. We used to have the coolant driven RAH, but did not use it very often ar all.
-
Here is a link to SAE AS8879 Rev.D spec. that you need G
-
 1
1
-
-
Some people just have the "anything you can do, I can do better" attitude,and quite frankly it's not at all impressive. Just my opinion though.
-
I'm not sure how your company works, but we make programs to prints not models. We get the models from customers, but I check every single dimension to make sure the model matches the print (the print I'm checking now has 21 pages). The parts I program are pretty complex, very large, and very expensive. There is no way that I am giving my in-process-workpiece to QC. I don't want to be responsible for handing over a model that may have issues. I leave that to the process planner/engineer. IMO, QC should also be checking the parts to B/P and not the model unless your procedures allow that.
-
Our QC department is the biggest bottleneck in our shop.
I could relate to that. We have same problem as well.
-
+1 to ball locks.
I have probe/laser routines inside my programs for unattended machining.
-
The only other company that we get capto from is Big Kaiser. Very good quality, but I don't know if it is less expensive then Sandvik. BIG have some cool cartridges that Sandvik doesn't even offer.
I am interested as well how other manufacturers compare.
-
From manual...
M131 High-pressure through-spindle (machining center spindle) coolant ON (option)For the high-pressure through-spindle (machining center spindle) coolant system with two selectable
pressure levels, M131 is used to select high pressure level. To select low pressure level, specify M51.
If the coolant system does not have the pressure level selection function although the high-pressure
through-spindle (machining center spindle) coolant system is installed, it is possible to turn on the highpressure
coolant by specifying M51.
-
M131
Make sure it's on it's own line.
-
In regards to dry running your programs... People, have your company invest in Vericut (or other simulation/verification software) regardless of what programming software you use!!!!. We have customer supplied forgings/castings in here at $100K+ . We run the jobs unattended without issues. Dry running will not catch what Vericut will.
-
We do mill turning all the time, and you will leave a cusp unless you optimize the path. How you control the size of the cusp is another thing. Contact your Sandvik rep for a copy of the "Turn Milling Optimization Calculator" or send me an e-mail @ rkielbowicz at grosite dot com and I will send you a copy.
Also get free copy of Turnmilling Application guide from Sanvik as well (right through their website).
Ordering code:
C-2920:26
-
ooops. double post
-
Primary, Hanita, and Kennametal are definitely the top brands we use the most. I was just looking through different catalogs SGS has some nice looking tools I would like to try.
-
Anybody using the SGS Z-Carb Endmills in titanium? Positive or negative results? Are their cutters readily available?
-
Any body using this tool JW Done for on machine cross hole deburring? If so any comments would be helpful. If not, is there any other alternatives you may have?
-
I would cut a 45° slot on the fixture with known dimensions. You could then touch off your tool to the slot and do some trig to figure out your length and stickout. This is not something that I do, but just something that I envision in my head and it should work.
Our situations are a little different because we use 90° heads and use tooling balls on our 3+2 horizontals. On the Integrex style machines I have the operators use the tool eye to set the lengths/stickouts. Then tilt the RAH at any angle to machine the part. In my programs I use coordinate system rotation (G68) on our head-table machines. G68 should work in your case also without doing the "physical" roation. I don't have any tips for you with programming/posting because I do not use mastercam.
-
Many of these issues with B axis lathes do not exist in the Nakamura Super NTMX. We have a customer making spinal parts... their CMM SPC CHarts look ridiculous. .0002, .0001, .00008, .00005's everywhere, ALL DAY LONG EVERYDAY.
NOT gonna get that on an Integrex, Mori, or Okuma.
Just sayin'

That is a typical sales pitch BS

Let's see you fit a Ø84" cowl, or a Ø46" ISO grid split case on your Nakamura mill turn. I could do that with room leftover on my Integrex and hold the tolerances I am given without issues. Sure, I'm not worried about anything closer than +/-.0001", but when you get to parts that size all of a sudden .005 true position is not the easiest thing to accomplish. It's not the machine that has a difficult time holding the TP tolerance, but it's the part and how it's fixtured and the process you use to machine the part. And trust me James, we do more then square blocks in here. The "mine is bigger/better" speach is lame.
Just sayin'
Now back on topic... If you have a full house of Okuma machines then you should go with what you have if it will do the job you need it to do.
-
My old employer does some good work Advance Mold
130° Spotting Drill
in Machining, Tools, Cutting & Probing
Posted
Is there a manufacturer that has a 130° carbide spot drill (Ø.125) as a standard catalog item?