





robk
-
Posts
2,513 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by robk
-
-
Here is a few that we use for engineering/programming/verification/inspection
Siemens NX
Catia
Solidworks
KeyCreator
NREC
Mastercam
Surfcam
Third Wave Systems
Vericut
Inplot
Cimco
Quindos
PC-DMIS
-
Ron is talking about coordinate system rotation (G68).
Either that or you will need to use TPC (G43._) or possibly Dynamic Offset (G54.2) or just use a tooling ball with a known location.
-
Murlin, maybe you could just send the model out to James and he'll have a machine ready program for you in under 1 hour

-
Also check out Mitsubushi's line of APX cutters.
-
 1
1
-
-
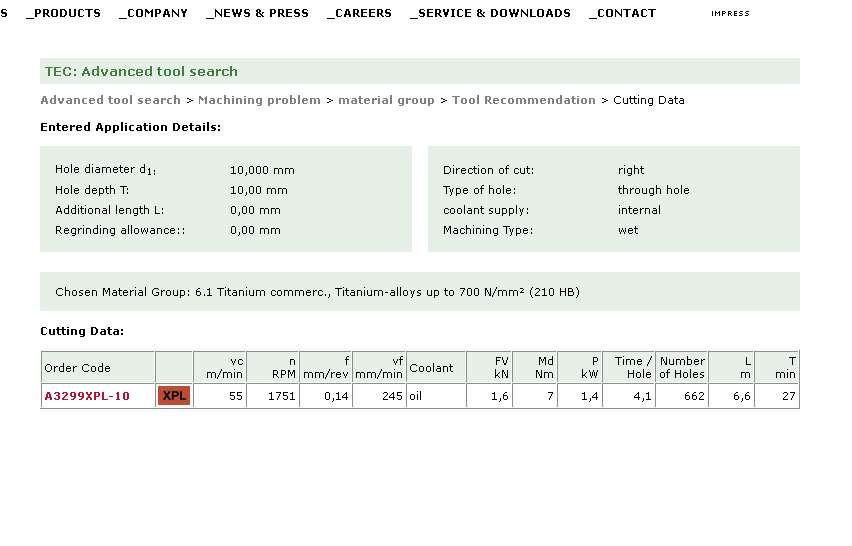
Thanks robk, What it does not give you is speed and feed recommendations for certain drills in certain materials for certain depths of cut. Thats what i used it for more than just ordering tooling. I didnt see that it does that on the online version.
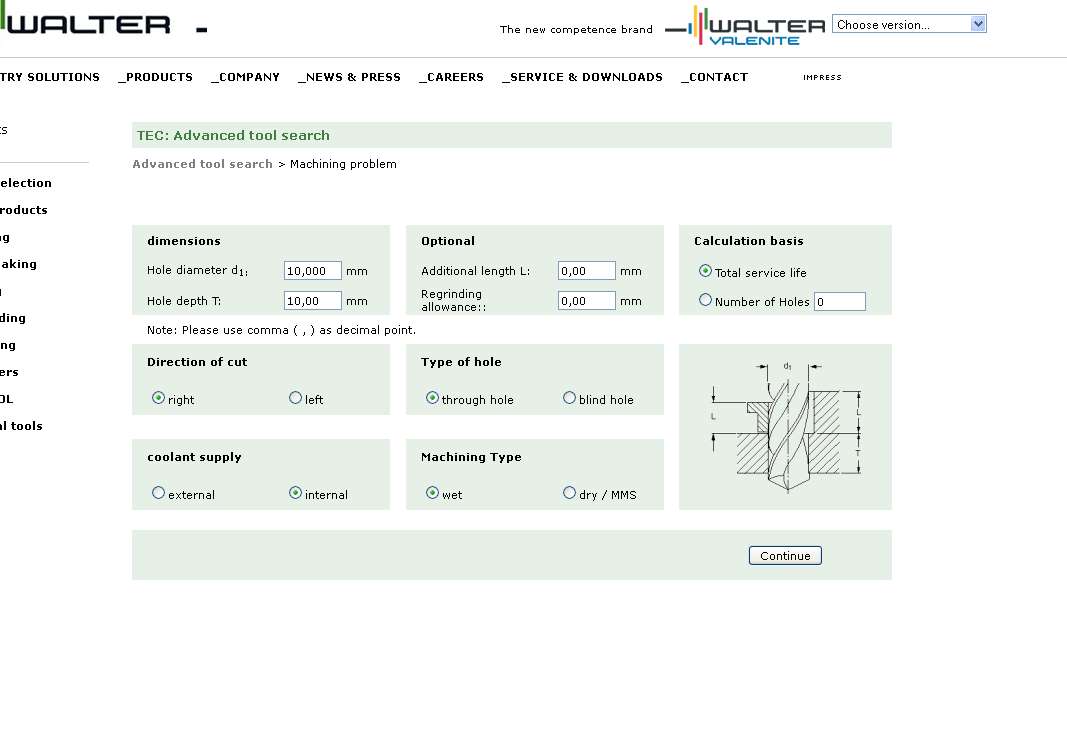
Sure it does give you speed & feed recommendations...
After you follow my directions in previous post and enter TEC-Online-Version select "Tool Recommendation For Defined Machining Application"

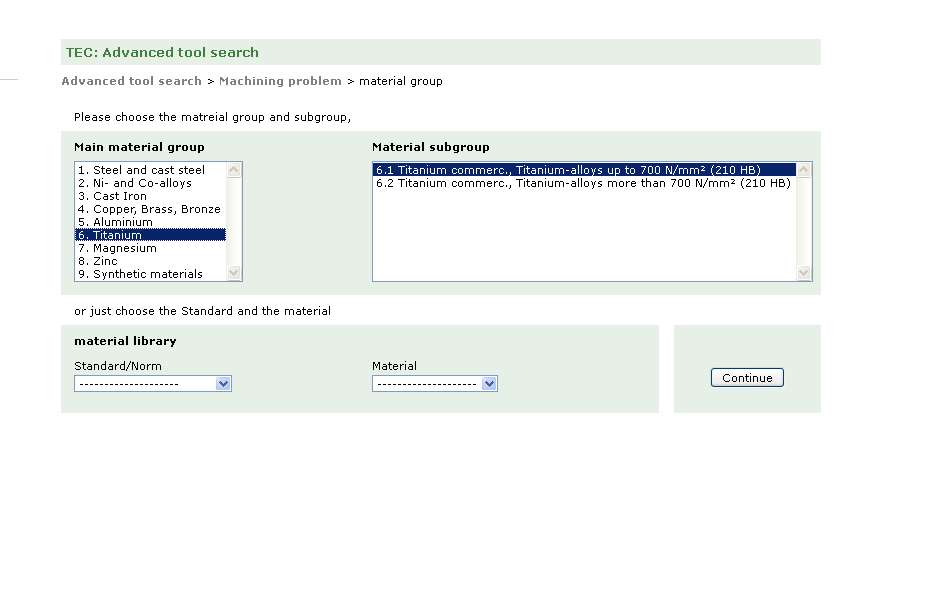
Continue on to select the material;

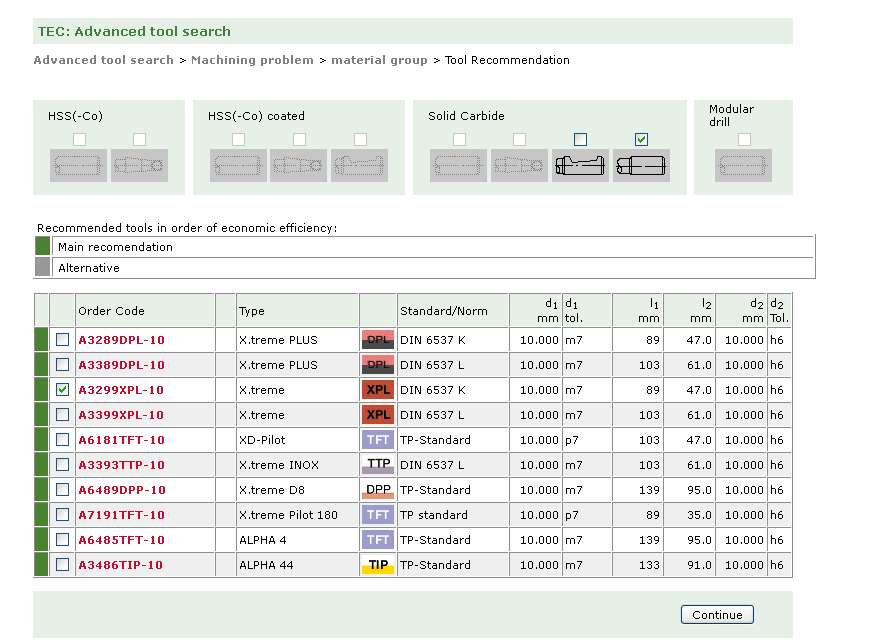
Main Recommendations after selecting the shank;

All the info you are looking for; Speed, Feed, Number Of Holes, Time Per Hole, etc...
 [
[ -
As far as I'm aware there is still no 64 bit disk (as of April of 2012).
I have been using their online version and it's been working great;
Can't directly link it but from their Home Site select _Products, Tool Selection, then on the right hand side you will have TEC-Online-Version and CCS-Online-Version.
-
I have never roll tapped either one of those materials, but I could tell you that you will be very happy using Royalloy. When I was in moldmaking we used Royalloy exclusively for all of our moldbases (not just cavity plates). Royalloy cuts much nicer then Ramax from my experience.
-
I would imagine that most manufacturers would have them, I know that EMUGE has them. UN threads may be substituted with UNJ. You should look up AS8879 spec.
-
You do not need 3rd party verify...Mastercam comes with all the tools needed to verify a good part.
Murlin, are you serious?????
-
1
-
-
2x24" + Space Pilot
-
1
-
-
We cut this stuff every day. Use a good quality carbide endmill (coating will not make any difference). Not sure what size cutter you are going to be using, but for as an example using Ø.250 endmill I would start @ about 40 SFM @ .0005 fpt. Bigger size I would increase fpt, but leave the sfm alone.
-
I don't understand what makes these cutters so special. The corner rad.? I do turn milling on daily basis and I am never concerned about the endmill being flat on the bottom (nowhere does it say that those cutters are flat on bottom anyhow). When turn milling you should never be cutting with the bottom of the cutter, but with the leading edge of your tool. The only thing that you need to make sure is that the cutter has a known rad. so you could enter the correct values into uour CAM software. The turn milling optimization calculator from sandvik will tell you what values to enter. Am I just missing something here?
-
-
It's an Alzmetall GS 650/5-FDT with Siemens 840D controller
That is a sweet looking machine... We use Parpas and Mikron machines for our blisk machining.
-
I don't mean to pick arguments with you James, but you are dead wrong about the Ø1.25 corncob burning up in your above statement. As a matter of fact our older horizontal Mori-Seiki machines (45 & 50 taper) will cut all day long (6 hrs. per cutter) with Ø1.0" Hanita corncob rougher @ about 30sfm in Ti (40% stepover with full DOC). Ø1.25 would not be a problem. This is on programs that have proven themselves over and over again. Old school low and slow gets it done in this case. You can't beat that for material removal. The machines are running unattended for hours...
-
I'm assuming James is cutting parts on a machine he sets up/uses for a variety of purposes
Our parts are extremely expensive and when it comes to programming I assume nothing. The devil is in the details. No shortcuts should be taken anywhere.
-
he didn't say anything about shop floor ready
Really???
Cutting chips in one hour including my CAMplete Simulation so I know that thinngs won't go bump and that my feed rates are leveled... ONE HOUR!Like I said throwiing a toolpath on a model is a piece a cake. Even a 6 year old could do that

-
I thing I know what you're saying Rob. There would be error in a probe point using a line that was not perfectly perp. to the surface.
Correct...
Also, what is a "Grip File" in NX?Google ".grx executable" for more info.
-
You can't do that Mike... You would have to trig out the tangency of each point in relation to the surface. The bigger the slope, the larger the error.
-
Ummmm, this part is not particularly difficult, the material is aluminum, and tolerances are +/-.005
Cutting chips in one hour including my CAMplete Simulation so I know that thinngs won't go bump and that my feed rates are leveled... ONE HOUR!
If that offends some, well, then that's a you problem.
I'm not offended James, but I am being realistic as well. This sounds more like something you would hear/see at a trade show in a software manufaturers booth.
In "my world" I don't assume anything... There are a lot of variables that are unknown... I don't know how big the part is. I don't know what material it's made of. I don't know what the tolerances are. I don't know if the model is correct.
In "my world" the model has to be checked to the print (print is god), setup sheets have to be created, tool lists have to be created, program needs to be written. I don't assume that the model files provided by the tooling manufacurers are correct (if they even have models). If the tool holder is not in my library then I check it dimensionaly and make sure it is correct. I run the program in vericut. Then I run the program through TWS optimization. After optimization the program needs to be run through vericut once again. Only then is the program ready to be release to the floor.
That being said, sure I could throw a toolpath on the model in 1 hour using 1 ball endmill (bad choice IMO), but no way in hell would I put my name in the header of that program and release it on the floor. Just my 2 cents.
-
1
-
-
Don't worry Newbee, no one in the world is making MACHINE READY code for that part in one hour.
+1+1+1
It's easy to "throw" a toolpath on a model

-
I can't help you with mastercam, but I do see that you use NX as well. In NX you could use a grip file and project a ball on the surface then extract the XYZ locations. Let me know if you need the grip files (if you don't have them) and I'll send them your way tomorrow (I'm leaving for the day). In the meantime maybe somebody else could help you as to how to do it in mastercam.
-
Thanks guys...
We have plenty of 140° spot drills, but I had a hard time finding 130°.
G, I just checked MAFord catalog and I did not see any spot drills with 130° tip.
-
Thanks John

3mm would work, but I just looked them up and they have 1/8 as well.
How many different softwares in your workplace?
in Machining, Tools, Cutting & Probing
Posted
Doug, we have been using Third Wave Systems now for about 1.5 years. We use the production module and the results are very good. We use it in both milling (multi axis) as well as and turning applications. The software is very primitive when it comes to the graphics, but that is not what it's all about. It's definitely not very user friendly. By far it is one of the more difficult systems I had to learn. Things could get very confusing on programs with many tools and operations. It is pretty simple for small projects though. The TWS support is top notch. Those guys listen to their customers and constantly make improvements.