odessa
-
Posts
86 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by odessa
-
Good Morning everybody! I have some problem with my postprcessor. I have HAAS ST-10Y lathe and this machine required letter"P" instad letter"S" for live tooling speed. For example I have S2000 RPM but I need P2000. Please help me change something in my post- processor. Thanks in advance.
-
Just keep WCS the same for all views and change T and C plane for every wiew you need. It doesn't meter what kind post you use.
-
I use MPLMASTER with wear comp. and I have that Ihave
-
I won't bother but interesting.
-
Good Morning everybody. Please help to resolve my problem. How can I change my postprocessor to have a cutter comp code in canned rough lathe cycle. It's a program below: % O0001 (PROGRAM NAME - LEO 8 PRACT) (DATE=DD-MM-YY - 11-10-12 TIME=HH:MM - 08:07) (MCX FILE - C:\PLSNCI\LATHE NCI\LATHE TUTORIAL\LEO 8 PRACT.MCX-6) (NC FILE - A:\LEO 8 PRACT.NC) (MATERIAL - ALUMINUM INCH - 6061) (POST DEV - IN-HOUSE SOLUTIONS INC.) (TOOL - 1 - OD ROUGH RIGHT - 80 DEG. - OFFSET - 1 - INSERT - CNMG-432 - HOLDER - DCGNR-164D) G20 (TOOL - 1 OFFSET - 1) (OD ROUGH RIGHT - 80 DEG. INSERT - CNMG-432) G0 G40 G80 G28 U0. V0. W0. T0 G54 N1 T0101 G18 G99 M155 M8 G97 S1297 M03 G0 X2.9441 Z.25 X2.8441 Z.2 G50 S6000 G96 S1000 G71 P11 Q21 U.02 W.01 D.1 F.01 N11 G0 X.2362 G1 Z0. X.6496 Z-.6299 Z-1.6142 X1.0433 Z-1.8898 X1.2205 Z-2.874 N21 G40 X2.8441 M9 G28 U0. V0. W0. M05 M30 % Please help if possible . Thanks in advance
-
Good Morning everybody. Please help to resolve my problem. How can I change my postprocessor to have a cutter comp code in canned rough lathe cycle. It's a program below: % O0001 (PROGRAM NAME - LEO 8 PRACT) (DATE=DD-MM-YY - 11-10-12 TIME=HH:MM - 08:07) (MCX FILE - C:\PLSNCI\LATHE NCI\LATHE TUTORIAL\LEO 8 PRACT.MCX-6) (NC FILE - A:\LEO 8 PRACT.NC) (MATERIAL - ALUMINUM INCH - 6061) (POST DEV - IN-HOUSE SOLUTIONS INC.) (TOOL - 1 - OD ROUGH RIGHT - 80 DEG. - OFFSET - 1 - INSERT - CNMG-432 - HOLDER - DCGNR-164D) G20 (TOOL - 1 OFFSET - 1) (OD ROUGH RIGHT - 80 DEG. INSERT - CNMG-432) G0 G40 G80 G28 U0. V0. W0. T0 G54 N1 T0101 G18 G99 M155 M8 G97 S1297 M03 G0 X2.9441 Z.25 X2.8441 Z.2 G50 S6000 G96 S1000 G71 P11 Q21 U.02 W.01 D.1 F.01 N11 G0 X.2362 G1 Z0. X.6496 Z-.6299 Z-1.6142 X1.0433 Z-1.8898 X1.2205 Z-2.874 N21 G40 X2.8441 M9 G28 U0. V0. W0. M05 M30 % This program doesn't have cutter comp code (G42) but I need it. It's my single postprocessor problem. Please help me. Thanks.
-
Thank you so much. It works
-
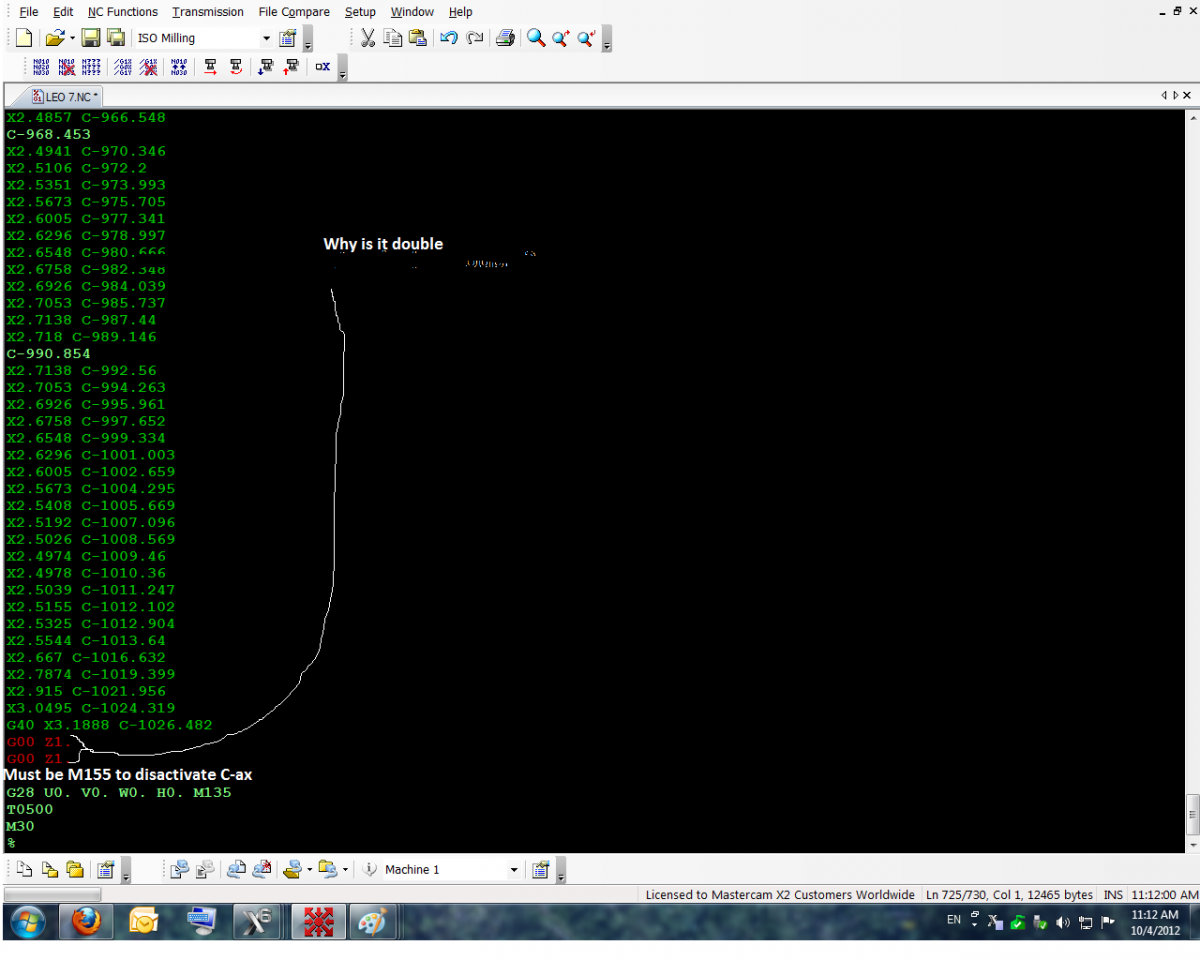
Hi, every body. Below program which done for CNC Lathe with live tooling and Y-axis. It's face milling operation. What do I have to change in a post processor to fix so strange feed rate. My feed rate in operations manager 40 in/min. G0 G40 G80 G53 Z0 X0 T0 G54 N5 T0505 G17 G98 M154 G0 C-277.225 G0 X3.6245 Y0. Z1. G97 S3000 M133 Z-.8843 G1 Z-1.2305 F100. G41 X2.7515 C-281.197 F352.88 X2.7147 C-281.481 F579.49 X2.68 C-281.872 F795.34 X2.6482 C-282.366 F1007.76 X2.6199 C-282.958 F1206.69 X2.5958 C-283.638 F1385.87 X2.5763 C-284.392 F1538.1 X2.541 C-286.302 F1655.46 X2.5154 C-288.311 F1741.63 X2.4998 C-290.388 F1801.7 X2.4946 C-292.501 F1832.58 X2.4998 C-294.615 Please help. Thanks to everybody.
-
Hi, everybody. I'm new in a lathe programming. I'm just lerning. I have problems with my postprocessor. I have fixed some of them but not all. Please help me if possible. Please review my files and help. Thanks in advance. Leo Geller CNC programmer Pacific Laser Systems 2550 Kerner Blvd San Rafael, CA 94901 Office: 1-415-453-5780 X 255 Email: [email protected]




-
My machine is HAAS ST-10Y
-

G81 or G1 for simple drill canned cycle.
odessa replied to odessa's topic in Post Processor Development Forum
I am getting canned cycle with wrong G-code -
Good Morning everybody. Please help. I am a new in lathe machine programming and I have a problem. I get G01 instead G81 when I use simple drill cycle. I's my program. G00 G90 G40 G80 G53 Z0 X0 T0 T0505 (TOOL - 5 OFFSET - 5) (CENTER DRILL- .25 DIA.) G18 M8 G97 S1000 M3 G00 G54 X0. Z.1 G99 G01 Z-.08 F.01 G00 Z.1 M9 G28 U0. V0. W0. M5 T0500 M30 Please help to change situation. Thanks in advance.
-
G81 or G1 for simple drill canned cycle.
odessa replied to odessa's topic in Post Processor Development Forum
It does not work. anyway thanks -
Good Morning everybody. I am new in a lathe machine programming. What do I have to change in a HAAS post to get in program G81 instead G01. Thanks in advance. Leo
-
Thanks guys.
-
HAAS
-
Good Morning Evreybody. I am a new in CNC lathe. While I am using lathe canned cycle i can not get cutter comp. code G41/G42. Why? Please help. Thanks in a forward.
-
Thanks to everybody.
-
Good afternoon to everybody. Please help me to create solid thread.I do not know how to do this. Thanks in advance.
-
thanks a lot
-
I used this function before with out any problem but now... If, you do not mind i will attach my file. MOVE TO ORIGIN.Z2G
-
I was doing as you exactly sad and it dose not work. By the way I use X6.
-
Hi, guys! I am trying to move my geometry from point to origin by Xform and the geometry is moving to some unreasonable point. Please help me resolve this problem. Thank in advance.
-
setting/control definition manager/operation default/ and make coolant on in every operation. for plastic or some different material you need without coolant make a copy of all operation rename machine group and make coolant off and just change machine group as need as.
-
just use solid/boolean remove