odessa
-
Posts
86 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by odessa
-
Thank you very much for replay. I have NEVER told anybody, I am world class expert. My biggest problem is my pure english. Because of it ,sometimes, I'm not too clear and I cannot give any more explanation then I've given. I just can say, I use HAAS VF-2 with spindle and table probe, and send zip2go file with just three tools. If you can give me a help with example, I'd be very happy. If no it's OK too. Thank you in a forward.PROBE.Z2G
-
Yes, I have. I was given the same instruction.
-
Guys, please. I'm in a trouble. I cannot find any information to program probe and tool setting. I used cnc software instruction and did not get any success. I have set probe, but when I trying to set tool, anyway, I got probe in a tool manager line and nothing more. It does not meter what kind of tool I select. When I postprocessing, my program gives me something does not look like macro program. It looks like some kit of letters and numbers. Please HELP!!!!!!!
-
Hello, everybody. I'm loking for any information, how to program renishaw probe by MasterCam X8. Any help will be highly appreciated. Thanks in forward.
-
Good Morning. I'm going to use probe for machine set up. I use HAAS VF-1 and VF-2. Do I need something special in a post processor? If so, what do I have to change to get this special? Thanks in a forward.
-
I still hope to get some help.
-
It worked but if I need to create 8 or 9 ops to make a part, it stops to work after op3 or 4. It works perfect and very fast if I create additional solid file as a verification file. I use video card recommended by emastercam forum. I have an admin rights. I have Win 7 64bit.
-
I've it done. Now I am waiting to long.
-
That is I have with verification.

-
Good Morning , Everybody. I started to use X8 and have a big problem. When I try to verify my tool path, I am always getting crash without any exception. Does somebody have the same problem?
-
Big Thanks for replay.
-
I built post myself. Because of this I have nobody to ask.
-
Good Morning everybody. How to use custom drill parameters? I try to do, but I do not see this in my program. Big thanks for any help.

-
 Dear colleagues. Is it really so big problem to answer to this question in more detail? For example I have been looking for this answer for long time and cannot find.
Dear colleagues. Is it really so big problem to answer to this question in more detail? For example I have been looking for this answer for long time and cannot find. -
I use solid boolean and solid screw files from McMaster Carr as a tool
-
Good Morning. Is there any program which can convert stl to solid?
-
I had the same problem. Just put head # as a tool #
-
Hi, everybody! Please review my files. Does anybody have the same problem? I click "close window" many times to close window. It takes long time. I have this problem while I'm trying to create my end mills library. Please help!!! thanks to everybody


-
Hello, everybody. Can I use tool and holder library from previous version of mastercam to have no problem with X7. Thanks
-
No, I don't have this in my post.
-
Good Morning, everyone. I've just little problem and would like to get little help. Below is the fragment of my program: G0 G40 G80 G53 X0. Y0. Z0. G54 N4 T0404 (TOOL - 4 OFFSET - 4) (#2 X 60 HSS COMB DRILL) G17 G98 M154 (c-axis engage line) M8 C210. G0 X1.5011 Y0. Z.25 G97 P1500 M133 G83 Z-.15 R.1 Q.05 F3. C330. C90. G80 M9 G0 G53 X0. G53 Y0. Z0. H0. M135 M01 G0 G40 G80 G53 X0. Y0. Z0. G54 N6 T0606 (TOOL - 6 OFFSET - 6) (#8 HSS MACHINE SIZE DRILL) G17 G98 (I'd like to have M154, c-axis line every time when I use c-axis) M8 C210. G0 X1.5011 Y0. Z.25 G97 P1200 M133 G83 Z-.7348 R.1 Q.05 F3. C330. C90. G80 M9 G0 G53 X0. G53 Y0. Z0. H0. M135 M01 Please help me to change little bit my post processor. Thanks to everyone.
-
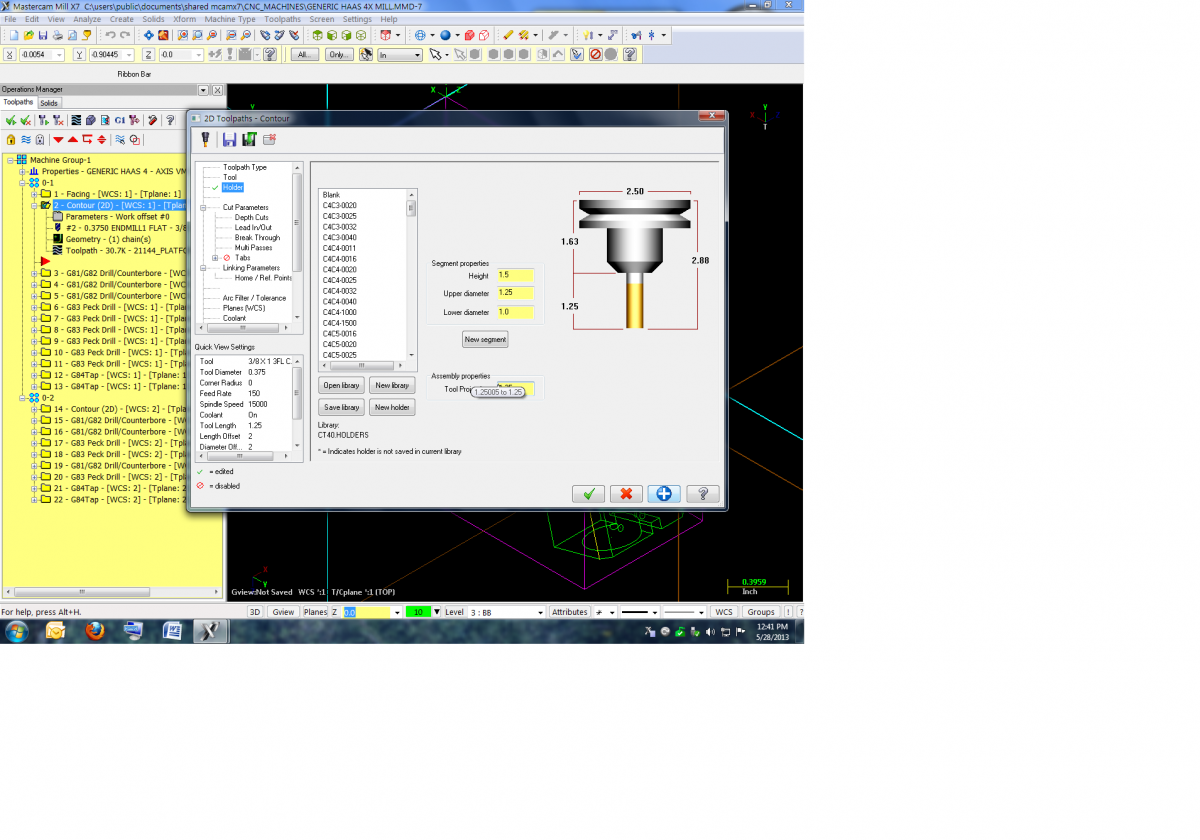
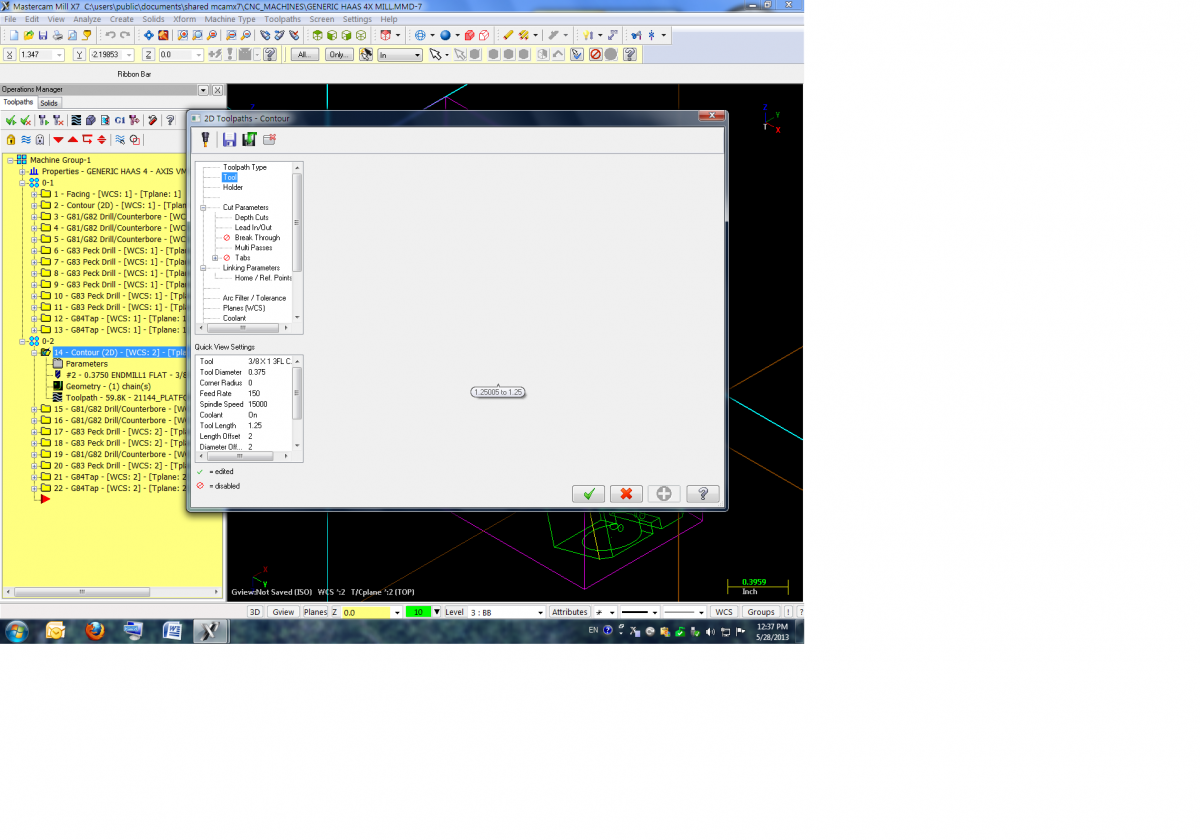
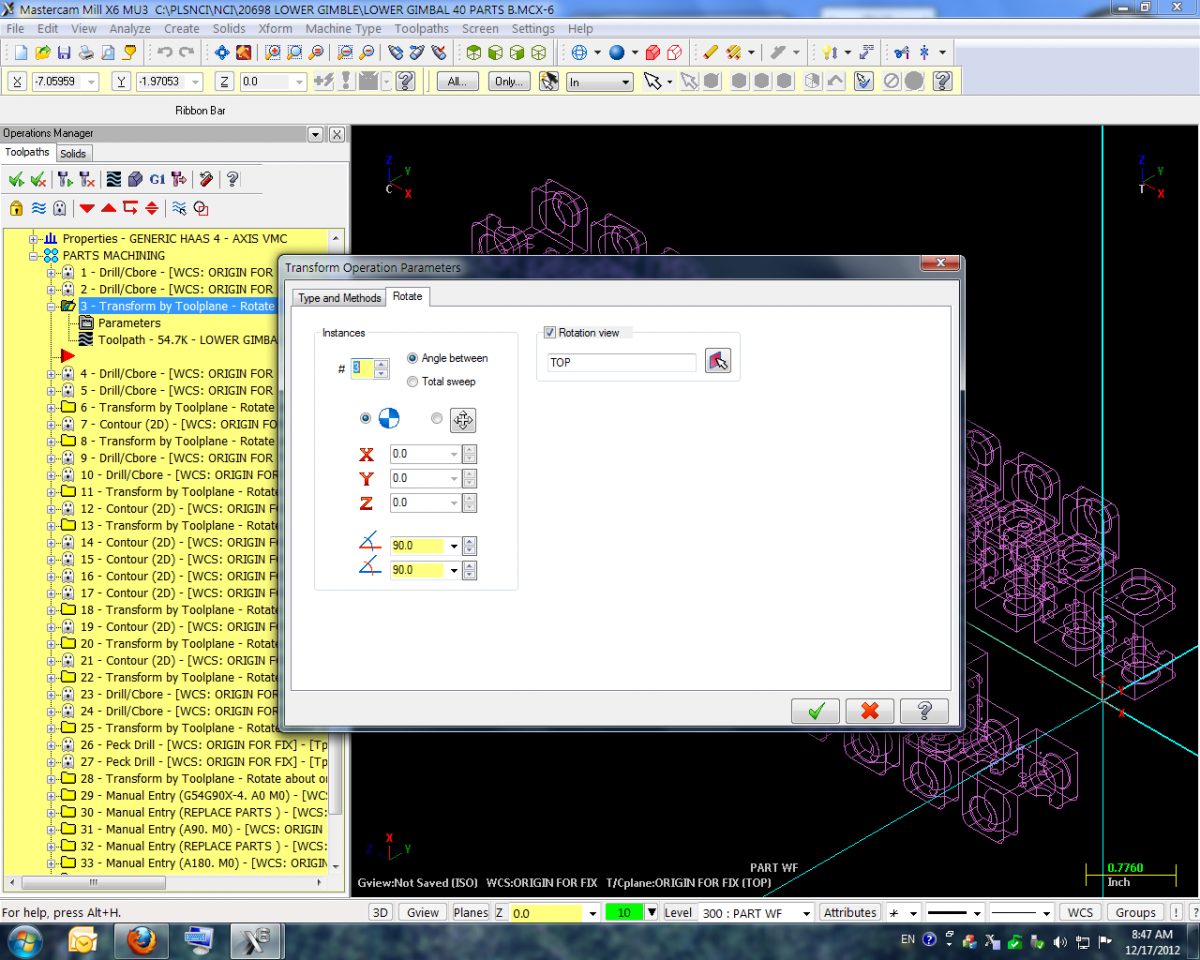
First of all you have to move center of 4ax rotation to origin by Xform. Next use transforme by rotation and look to my two attached pics. Just be sure you have work offset "0" in all operation manager lines. You'll get you want.


-
Thank you very much.
-
I'm using mplmaster
-
Good Morning everybody! I have some problem with my postprcessor. I have HAAS ST-10Y lathe and this machine required letter"P" instad letter"S" for live tooling speed. For example I have S2000 RPM but I need P2000. Please help me change something in my post- processor. Thanks in advance.