dannysdad
-
Posts
78 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by dannysdad
-
gcode "to move geometry inside the Level Manger you right click a level and select cut or copy right click a new level and select copy or paste all the geometry in the donor level will be copied or moved" Yeah, that isn't working. The "paste" remains grayed out. ******* jlw "Or select geo, right click on work area, click on level icon on the right, when it pops up click copy radio button, pick level, green check " Yes, this worked! Thanks!
-
Good Morning. Just starting working with 2017 this week, (upgraded from X6) and what a shock! I do not know where all of my tools are ....but I am slowing learning. This is something I cannot figure out: how do I move geometry from level to level? I have right-clicked in the levels manager and used the "cut entities" process. I then pick my entities (at this point I would hit "enter" in X6 and then move my selection) but then what do I do? "Enter" doesn't work and there is no green check either. Note: I have the feeling that this will not be my last roadblock. Thanks!!
-
Update for anyone interested. Using Internet Explorer (not Chrome or Firefox): -Enter Vault -Search for file -Results will populate a list -Click on wanted file -General properties screen will emerge -Click on file -Popup screen will ask to either open or save file -Click dropdown on save option -Select "Save as" (I created a new folder on my desktop for these saved files) -Save file to selected folder -This gives user a path/destination for merging files Thanks for all of the help! Cheers! -
-
Watcher, Thank you very much for your very informative, knowledgeable and detailed response. I am now waiting for my Autodesk/Inventor guy to come in and explain it all to me!
-
Hello Folks, My company has decided to move all .dwg files from a local drive unto Autodesk Vault. In the past whenever I wanted to file/merge a part file into Mastercam (X6), I would specify the local drive (in my case it was L Drive) and then follow the engineering tree until I found that file, click on file and then Mastercam would import the file. But now all of our part files are on some cloud someplace that I cannot seem to access through Mastercam. I have access through the web and I can view/print files through my DWGTrueView but i cannot find the path for merge. Any advice? Thanks and Happy Cinco de Mayo!
-
Ok man, I have got it to where I believe it will arc off with a nice blend and without gouging. Thanks a bunch. I was thinking that there was a way to ramp off, I just looked right pass the possibility to arc off.
-
Hey djstedman, Thanks for the input...but you lost me. ============== Let us start here: "just figure out how much you want you actual radius for the center of the tool to travel.. lets say .03 then in the percentage box add 50 percent" Ok..what percentage box? Entry length? Or Exit length? ============ Moving on.. "figure the actual distance you want the cutter to move in a straight line and add 50% of the cutter" Is this where the cutter is actually moving off the part? At this time is the cutter moving perpindiular to the toolpath? If so, I only have about .370" to move in that direction, doesnt seem like a whole lot of room to ramp. That is why I do not want to ramp off perpindicular to the toolpath but instead on the same vector as the toolpath. I was hoping MC could do this. I will just have to manually enter these values. Or write a macro. Thanks
-
We bought the Mazak HSN 6000 II last year and purchased MC with it to produce the programming. We had issues with “wear”, anytime we loaded it into the machine it would throw an alarm. We had the Mazak guys in here and they could not figure out the problem, but when we used “control” on the same tool paths, we had no problem. Since then, I have used control. However, it makes no sense to me that I cannot control the path of the tool when I come off of the part using “control” and I can using “wear”.
-
We bought the Mazak HSN 6000 II last year and purchased MC with it to produce the programming. We had issues with “wear”, anytime we loaded it into the machine it would throw an alarm. We had the Mazak guys in here and they could not figure out the problem, but when we used “control” on the same tool paths, we had no problem. Since then, I have used control. However, it makes no sense to me that I cannot control the path of the tool when I come off of the part using “control” and I can using “wear”.
-
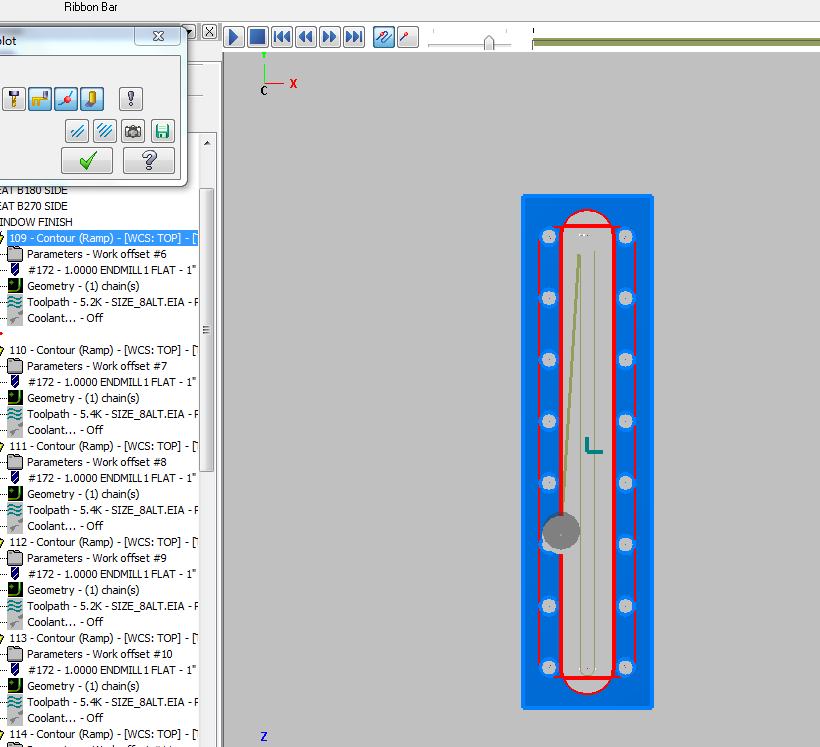
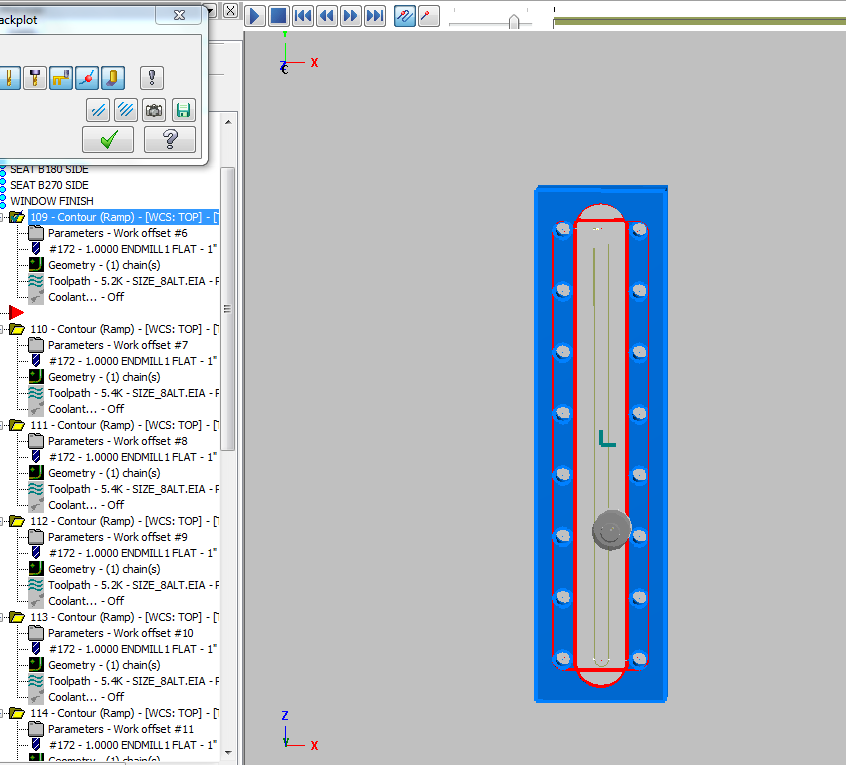
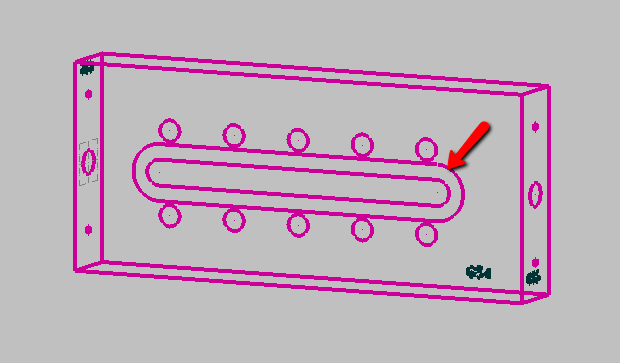
Hello friends, I am milling a 1.379”x12.688” slot with a .689 radius at both ends at .41” depth. I am using the “contour, ramp” tool path utilizing a 3° ramp. I am using a Seco 1” square-shouldered, indexable, flat-bottomed endmill. I was wondering, how do I “ramp off” of the slot WITHOUT gouging the part? If I try a tangent exit, the tool path dives left into the part (screen capture 2). If I try a perpendicular exit, the tool path dives right into the part (screen capture 1). Is there a way to ramp out on the same line as the tool path is going without going left or right? At present, when the tool leaves the cut, it is leaving a ripple in the finish which is marginally unacceptable. BTW, my tool compensation is set on “control”. Thanks, Chris


-
Hey kdgrills, I tried that slot mill toolpath when I first got MC5. From what I recall, I had so many problems with it that I never tried using it again. It has been a while, so I cannot remember what was wrong.
-
Rotary Ninja, Thanks for the input...maybe I did get lucky. But yes, comp set for "computer" and lead-in/off is off.
-
boatdudeguy, didnt work...but thanks. gcode...good solution to the problem, it worked but I am still stumped as to why a process that worked before now does not work. Thanks
-
BTW...I am running X6
-
I have a family of parts that has a .625" width thru slot which I cut with a .625" insertable endmill. I set up my first slot which is 9.125" long and MC cut it in one pass...which is what I wanted. I exported the process to cut a different part with a 7.875" slot, same .625" width. No dice, I got a "Cutter compensation not sucessful" window and it would not process the cut. Same width, same tool...no changes were made with either. I have tried chaining it differently and still nothing. So I changed the dimension of the slot to .62501", and it worked...only it cut down the slot...then back up, two passes...I do NOT want two passes!! Investigation followed. I went back to the original part, which cuts in one pass, deleted the original geometry for the slot and re-drew the EXACT same dimensions. Using the same process, I re-chained the new, EXACT geometry and I got the "Cutter compensation not sucessful" window again. This was on the original, WORKING process with the exact but replaced geometry. I am completely stumped. Thanks in advance
-
@ Jay Kramer I do not know what you mean by the Wire path of swept. Do I draw the geometry with sweep...and if so, how do I apply a toolpath to it, and what toolpath? I do not have any surfacing toolpaths. Sorry if I am being dense, but I am basically self-taught on Mastercam and I have not done anything this complex. Thanks
-
OK CarbonCad, I got my answer. Thanks
-
Hey Man, I do not have a solution to your problem but I wanted to ask you a question about your process. I also have a bowl-type feature that I must mill. The larger OD is 1.25" and the smaller OD is .8125" and the bottom of the "bowl" is .038". There is a 10 degree angle connecting the two diameters. My question is...can this surface be milled using Mastercam Mill 1 or do I have to purchase Mill3? Thanks
-
Thanks to you and Hardmill...have been fiddling with it for hours to get it to work...
-
Good Morning All, I am slotmilling a 1.367" x 8.672", .375" deep slot that has a radius at both ends. I am using a 1" insertable square shoulder mill and ramping in at 3 degrees. This is working fine as long as the inserts are relatively new. However after a while, when the inserts are worn, my slot gets smaller and almost out of tolerance. I am using Mastercam's Slot Mill and I have tried every variation (Computer, Control, Wear et. al)but every variation generated gives me the same code that will NOT allow for tool wear compensation in the machine (no "D" is generated in the code). I am running this in a MAZAK Nexus 6000-II Horizontal. Is there another choice I can pick to run the slot? If not, what am I doing wrong? Thanks
-
Hi, What you suggested creates a NEW WCS...I knew how to do that. What I wanted to know was how to change the coordinates of an existing WCS, in this case G55. Well I played around with the buttons in the View Manager dialog box and I figured it out. To change coordinates of an existing WCS (say G55): Select G55 (turn it blue) Hit the "Set the current WCS view and origin to the selected view" button (the button next to the little tool icon button) Make the selection your current tool and construction plane (I do not know if this is necessary but I was taking no chances) Hit the "Select a new origin for the selected view" button. (the white arrow in the little square button) (View Manager disappears) MC will ask you to pick your new point....pick it. (View Manager re-appears) Hit the green check mark...Voila' G55 has moved to new coordinate. Again..thanks for your help
-
Good Morning, I need to change the location of the WCS of my G55. I do not know how to do this...is it possible? Thanks
-


-
We started with 2 machines and 32 pallets but we will be expanding with 3 more machines and a total of 64 pallets. It is replacing a 23-year-old 8 machine, 120 pallet system that we have to beat on the ATC's because they constantly get hung up between tool changes. And that is one of the good features.
-
Is it free? I don't control the purse strings and we just paid $1.5 mill for a new Palletech System + Tooling. I also just went through over 10 incarnations of my post and I have just sent it back again yesterday to get some coolant issues ironed out. I am not looking to make my life any more complicated. We got MC last year, but I have had only a couple of months to put it to practical use and I was thrown into this with only a little bit of training. I am trying to figure this out as I go with just an overworked reseller support guy and this forum.