roland_1
-
Posts
68 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by roland_1
-
simple. find where are your outputs in a code and then just after tool outputs and before M6 outputs put : e$, n$, thats it
-
just find in your post that that looks like a text that you don't want in gcode and on a beginning of that line in post put sign #. thats it
-
Yes I saw now what you said, it was my bad, I read Volume 3 and NCI Parameters ref. Guide and skipped #s 1and 2. and answer is clearly there. But now I saw even more interesting situation, so if you can just let me know what can be a reason. Mainly, I see that in NCI file for G-code 1016 on 12th place that is spindle_no$ it doesn't transfer for mill tool second spindle selection. for lath tool it does. But for mill although in tool section on Tab Mill-Turm is selected Right Spindle in NCI fie it transfers 1016/12th value 0. what can be a reason, maybe in MD parameters or somewhere in post pre-read settings? or maybe spindle_no doesnt reference for Spindle Selection in mill or turn tool page. I found information for pparameter for that for lathe but i cannot find for mill also to test. thanks
-
Thanks Colin. If that will work its exactly that I need. Hope that it will deal with drilling also where it depends. I will test it for a weekend and inform you how it work. Thanks for warning, but I don't need it for any calls of further postblocks, just to immediate output in accordance with op type.
-
hi, I have one question that looks simple, but it seems that for me is not. in a mill-turn posts in a situation that posts needs to post different output if it is milling or turning, how I can question code on a simple way. is there any simple information in some parametar that keeps information is it turning or milling operation?
-
Replacing G54 with G53.5 in mplmaster.pst
roland_1 replied to Darin's topic in Post Processor Development Forum
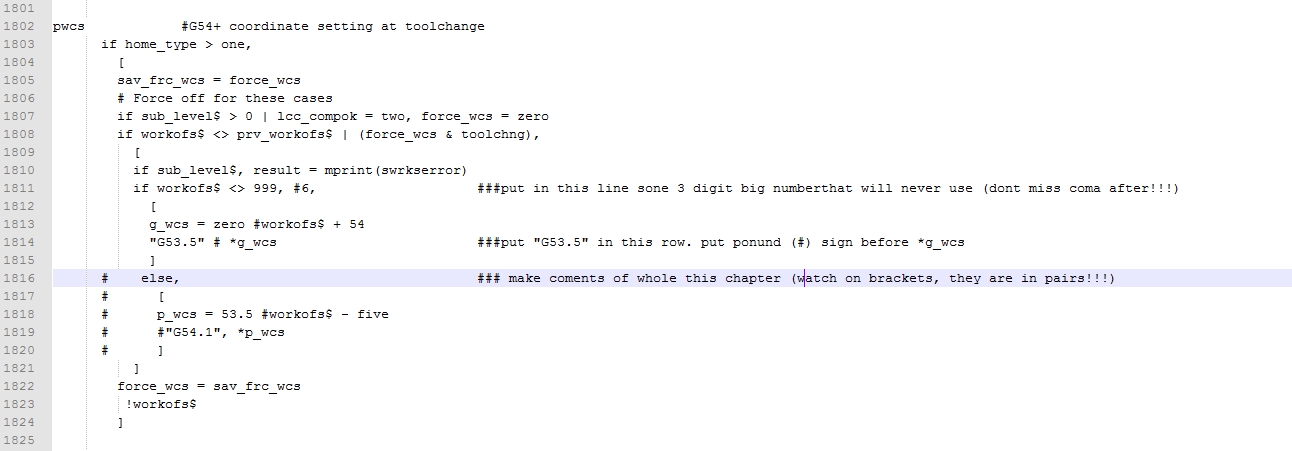
here is attachment:
-
Replacing G54 with G53.5 in mplmaster.pst
roland_1 replied to Darin's topic in Post Processor Development Forum
if your it is how you say that you never need anything then G53.5 then there is one ugly but simple solution that should work. steps are: 1. open your post .PST file 2. search for postblock: pwcs 3. pwcs postblock should be pretty similar like the one from attachment. make changes described after triple pond sings (###) in each raw. 4. if that doesn't work then there will be need for extra descriptions. yes you put simple G53.5 for g_wcs but because of some hiden routines in post it doesn't accept it on that way and posts just G54 instead. but this should be way to cheat it. -
Trying to post M901 main M902 sub mplmaster
roland_1 replied to Darin's topic in Post Processor Development Forum
send me your post, MD, part example, and code example and modified code if you want that I take a look -
Haas TL Lathe Tapping Canned Cycle
roland_1 replied to Rocketmachinist's topic in Post Processor Development Forum
send me your post and MD, part file, orig code and changed example and I will take a look and try to set it work -
Modding post to use lead in/out with polar interp?
roland_1 replied to Zoffen's topic in Post Processor Development Forum
better put example what you want to get. -
flag for ID OD tool on lathe
roland_1 replied to Manuel0822's topic in Post Processor Development Forum
I am not sure do you have it in your NCI bu default. because I dont know do you have it in flag that you said. but parametar that you specified on your picture is 10214 with values: 0=OD, 1=ID, 2=face, 3=beck. but you will probably need to capture it parametat how post could send it in NCI file. -
mazak Vari-axis Machine Definition?
roland_1 replied to cncDean0017's topic in Post Processor Development Forum
before you contact reseller you can send all that you have to me. i have high interest in this things so I can look it for free. -
yes that is the case. if you change it, all code will change. I can tell you right now that you will have long time to go till you fing how to change just for circle mill sub program call. if you want start to look how to deal with parameters. but if you want send me all your files end I can take a look for weekend.
-
most posts have switches that alows you to se desired formt. depends which type you have. that should not be a big problem to set.
-
in MC "documentation folder" that installs with MC software on your computer you have PDF lile with name Debugger Reference Guide. thre are explanations. but you will need to spend pretty much of time to get all of that if you are new. problem is that anybody cannot suggest to you exact sollution because for that one need a lot of information. and possible experiments. and also exact thing that you want. do you want that output all the time in every operation ect. and nobody knows exactly how your post is configured. you know thats all are parameters.
-
and where is Circular Milling in your code? It is in sub programs? I understood that you need both points in Circular milling. You can do what K2csq7 said. you can just put simbol * in front of x and y outputs in your post. but remember that it can cause the same output all the time when you will use that post. for all other operations. if you want, you can send me all your files: post, MC part, machine definition, and I can try to put some additional code that will post this output of x and y onli in special cases that you want.
-
what I can read I I can suggest what you need here. firs to check if in your post exist such an option to output different offsets, which is very unlikely. if it is not there then you need to put additionl code in your post. code depends what algorithm you will devise. for something like that nobody cannot suggest anything more because many information is missing. what ofsset should be in all other combination of axis? and whole procedure and order in gcode that you like to have? you should provide all that data
-
yes send that will explain much more in detail
-
Hi, I checked and I have X Y output corectly on forcing. I am now learning how to edit posts so in that proces I can do it for free. if you want send it and I will try to set it in yours. or if you dont want post here your code example and what you want to change. that is not so appropriate way, but I can try to explain!
-
Lathe Groovine Finish Path Dwell
roland_1 replied to clifftm's topic in Post Processor Development Forum
I don'tsay tht I know for sure, but I rhink that it has nothing with post but with program window in MC. as you can see for rough param. you have "Dwell Time" and for finish parm. you have "Corner Dwell". I think that they didnt tuned those things corectly in MC. probably if your groove is a little bit wired shape " Corner Dwell" will not work corectly. -
this doesnt look good for sure. it seems tah post receives data for rapid move before tool change. I am not sure but it looks like something is wrong with pre-post processing where parameters are mixed for order. if you want send me your post and I can take a look for a weekend.
-
Hi, I checked a little bit around this. sa I said problem is that MC dont have option to switch it off during programming. but I found some "messy" solutions with some posts. so you can try to put in "Linking" window for all planes Incremental values format, and for Feed Plane put absolute. And put some ridiculous value that is below all cutting levels. some posts then just ignore that and dont post anything. But if you want you can send me a post and explanation why you want to get rid of that. and I can try to put some code to fix it. But I dont guarantee anything. I only know that I somehow get it in one of my posts.
-
I saw what its about. This is more problem with MC then with a post. As I supposed you cannot just switch it in a post. Problem is that you cannot switch it in a mastercam. They should have that option during programming. Post doesnt recognize it after toolpath is created. it just post the toolpath from beginning to end. Only possibility is to put hard code in post to override it. But that is not easy task and requires time. I will sure try to do it durin weekend, as now I dont have a time. so if you want read forum then.
-
OK, I am now on work so I cannot look at it too much till evening. Then I will try to see. Only that I can say now is if it is in toolpath motion it will need to be set in MC. because post works that it posts toolpath how it is drown in MC window. That cannot be changed in post i suppose, as post is posting all tool motions how they are generated. but as I said I will take a look later
-
forcing A axis output- MP master
roland_1 replied to MattW's topic in Post Processor Development Forum
did you get answer? I think that its easily done with change in a post, but I need more data. inform me if you still need help