Jason @ CPM Industries
-
Posts
125 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Jason @ CPM Industries
-
Solid Carbide End mills vs Indexable?
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
Yes that makes sense. We usually go up to 1 inch because 130 dollars for american made isn't to bad. We machine a lot of castings with hard spots and the solids blasts right through it. -
Solid Carbide End mills vs Indexable?
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
Thanks for the reply's. What determines you to go with indexable for anything above 5/8" or 3/4". -
I was just curious what people are using in their shops. We are mostly using Solid Carbide endmills for cutting Iron, Aluminum and Steel. Thank you.
-
Still only shows MU1 updates after install.
-
Same issue here but for milling. Have to covert to surfaces.
-
Yes it is. Thanks
-
OK. After reading through previous similar topics most people have arcs filters turned off and cut tolerances tight. (.0002) Smoothing is another topic but seems like most have it turned on. I'm thinking it has to do with Haas settings now. If anyone has any more input on this it would be very appreciated.

-
When I run with no arc filters and a tight cut tolerance my Haas runs very slow and jerky even though I have High Speed Machining. I must be missing something. Do I need to play with mastercam machine dynamics?.
-
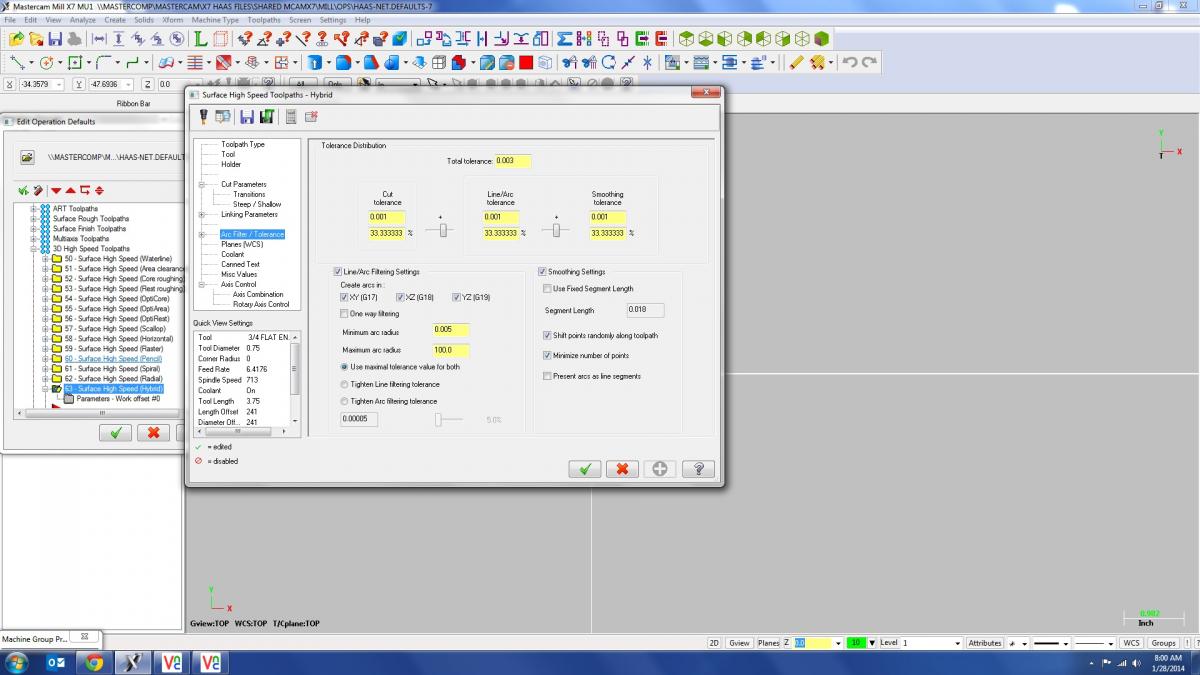
Like this?

-
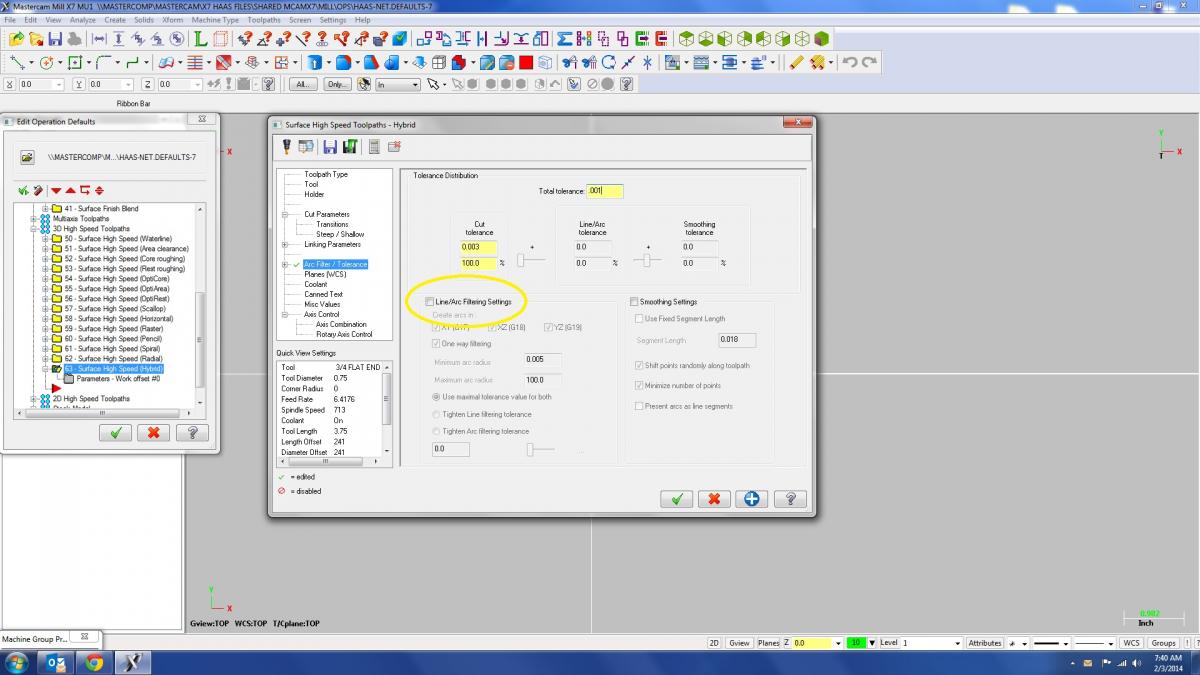
What are your filter settings for 3D Machining? My settings are for a 2010 Haas VM-6 VNC. If we all compare our settings we can all make the most of our machines.

-
Would that do the opposite? I always thought you need more I, J, K movements for a smoother toolpath.
-
Thank you. I will try these out and let you know how it goes,
-
Thanks for the info mhopper. What do you keep your total tolerance at when you have the slides to the right? Also what do you have for some of your line/arc filter settings? Thanks
-
Hybrid toolpath?
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
Thanks, I will give that a try. -
I will give that a try. thanks Machineguy
-
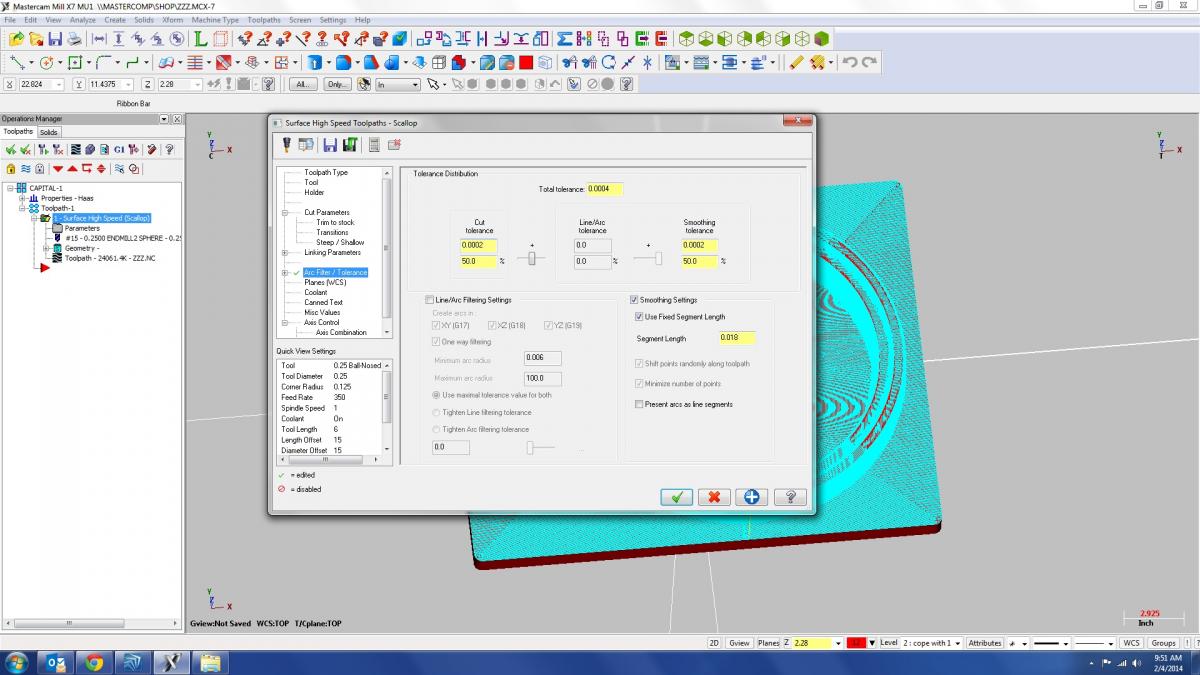
Does anyone have filter settings for a Haas mold machine. We are cutting 3d molds out of aluminum and It seems like the tighter the tolerance the more jolting I get, when I loosen the tolerance it runs smooth but might not have the right dimensions. Attachment shows what I currently have. Thank you.

-
Hybrid toolpath?
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
I would think all the loops should be vertical retracts. -
Hybrid toolpath?
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
Thanks Ajmer. I just tries that and it didn't solve the issue. Its the only toolpath that goes outside of the boundary. -
Hybrid toolpath?
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
Hmmm. That makes seance but it never made these moves in versions prier to X7. The reason its an issue is because we have hold downs around the outside. Thanks -
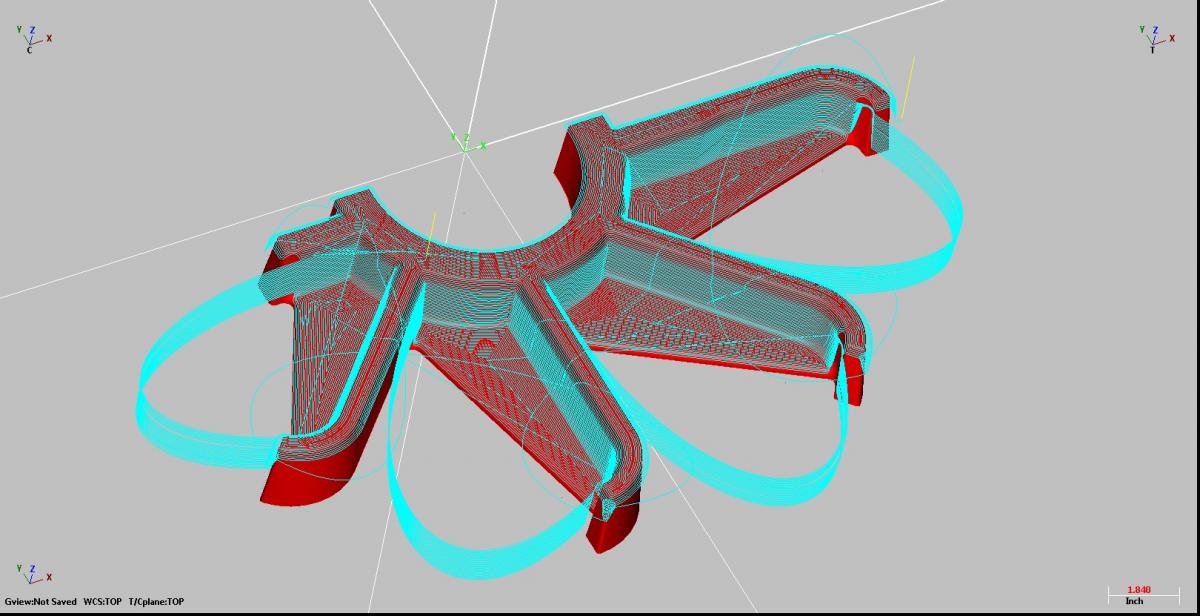
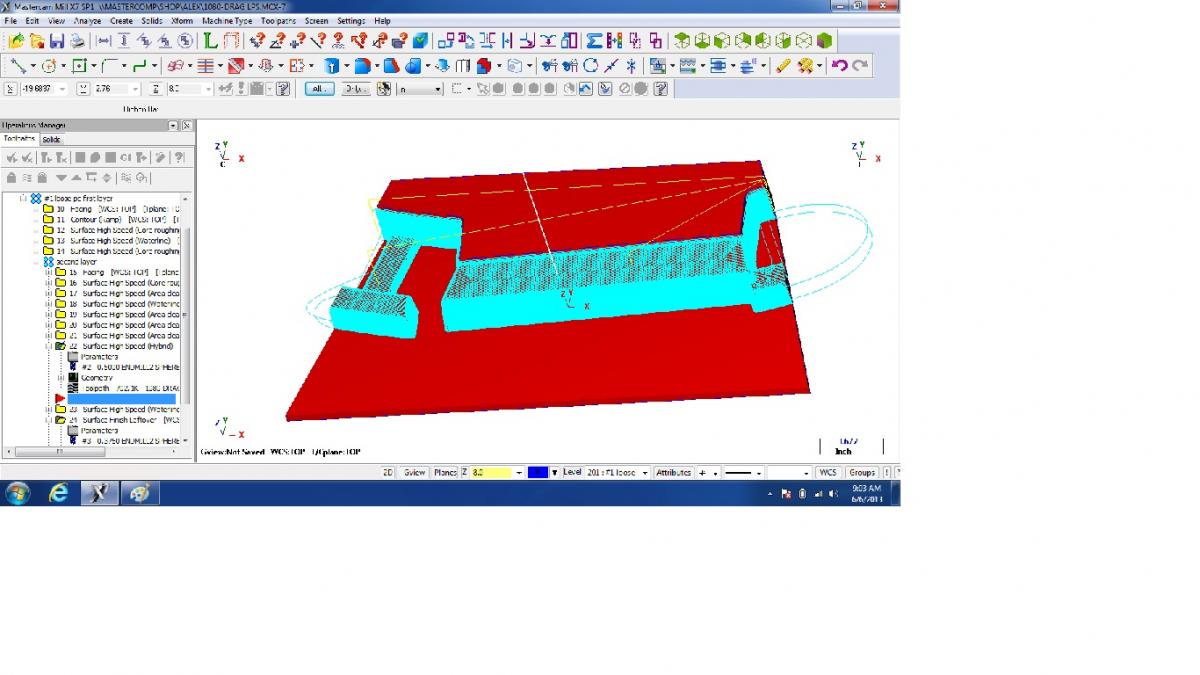
Does anyone know why the hybrid toolpath doesn't stay within a closed chained boundary? I have selected a boundary around the profile of the part but as shown in the picture it loops around it.
-
GD&T True Position Question
Jason @ CPM Industries replied to Jason @ CPM Industries's topic in Industrial Forum
Thanks for the help Ken. I am using a master3dgage cmm and I was reporting the true position of a circle but wasn't coming up with good results. Sounds like what after you are saying is I need to check it as a cylinder to pick up the top and bottom of the hole. That should work. Thanks again, Jason -
Does anyone know how to calculate true position from 3 hole datum's. I have attached a file that shows what the print in asking. I am knew to this and only know how to get the position from a X dim. and Y Dim. Not sure how to relate all 3 holes. Thanks

-
Yes just sent it to Shopware. They are great over there.
-
There is a chain around the profile of the part that was selected for a boundry. X6 never went outside this chain. Just wondering if its a new setting or an issue. Thanks

-
X7 Hybrid toolpath not staying inside boundaries. Any Idea's?