





Jason @ CPM Industries
-
Posts
125 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Jason @ CPM Industries
-
-
You would think that would be such an easy fix for MC. Hopefully its in the next update.
-
Thanks for the feedback everyone. I turned the output feed move on with 300F.
How do you get the feed to stay in the defaults?
I changed it in the defaults then when I write a new toolpath its back to 1000.
-
if you use minimum vertical retract and G00 rapids, you are going to have a crash
you need to set it to G01 rapids and F at the fastest feed rate your machine can run ..
that way rapid motion will be in a straight line...
Gcode,
By setting my output feed move, that will create all G01 rapids?
-
No it was not a check surface and it did not even show up in verify.
-
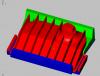
This picture shows that cutting with a VMC we have all ready cut the first layer
and have added a second layer. The top of the part is not added yet. How do we stop it from going
above the entire part like we could in the old style toolpaths. The minimum vertical retract occasionally cuts
through the part so that can't me the right choice.

-
Does anyone else seem to have this issue of cutting into the part?
We have all haas machines and it occasionally does it on all of them.
As a default we have it set to Minimum Vertical Retract with rapid move turned off. Part clearance in set to 1 inch.
Most of our jobs are cut in layers so when only cutting the first 3 inches of a 14 inch job
we can't have the machine retracting the full 14 inch every time.
The old style toolpaths would go to the clearance plane you tell it to and ignore the part witch is what we need.
The HS toolpaths go to the hight of the part every time no matter what you put in the clearance plane.
If anyone has seen this or can tell me a way around it that would be great. Thanks
-
Sorry found this topic
-
Does anyone know the best filter settings for a haas?
Refine toolpath is on.
Arc's in all planes.
Toolpath tolerance is .0005
Not sure why but the slide bars
in the refine page don't stay were you put them.
-
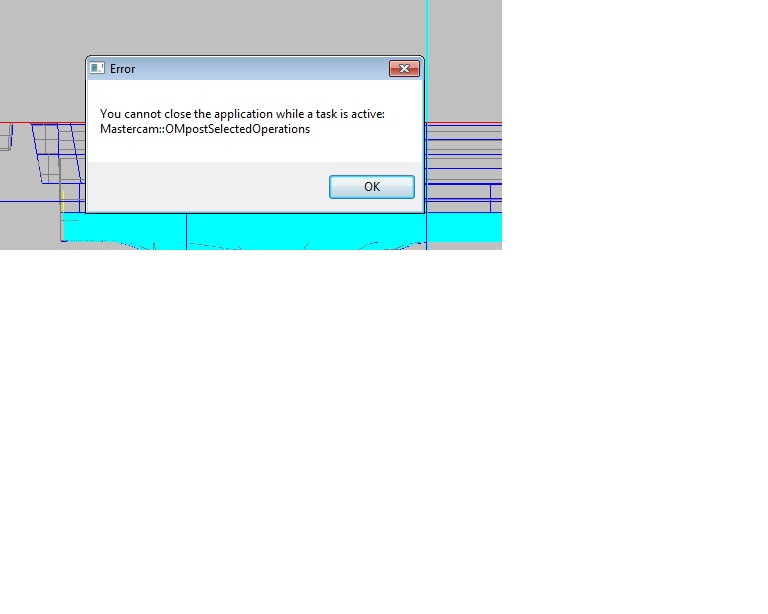
gcode you are the best! You led me to the answer.
We have Haas's that are hooked up to the network.
When we try and post with the same NC file name as an
active program that is in the controller you get the
error and then you wont be able to close mastercam.
THANK YOU!
-
I'm not sure what triggers it. I know its
Operation Manager-Posting selected operations (G1 Button)
That is not running when I try to exit.
Somewhere it gets stuck.
-
Please does anyone know what is going on with this?? This has not happened to us since we have installed X6 and we started out with V3. All computer does this and you cant exit mastercam without Ctrl-Alt-Del.

-
Few people truly understand high-speed machining, nor do they know how to apply the technology for programming purposes. I have done nothing but high-speed programming and machining for Makino's and Microns over the last eight years. You cannot blame your employees for not knowing how to use the toolpaths, but even further, training institutions know even less as the instructors usually possess no practical knowledge of machining, especially on the high-speed front. Machine tool technology is moving toward high-speed at a rapid rate. You would be doing yourself ( and your company ) a favour to learn how these toolpaths work to get the most of your investment, not to mention tool-life, surface finish, and most importantly, productivity.
Redfire, I agree with you 100 percent. They have tried and I even sent some of them for training and they still end up going back to the old way and it drives me crazy. I just have to push more for them to use the HS or need someone like you to come in and show everyone how its done. Thanks for the input. Very much appreciated.
-
Thanks for the replies. Believe me I would much rather have my employees using the toolpaths that are made for the machines. Some of them took a advanced mill class at the end of the year last year and they spent a day and half on the old toolpaths and 2 hours on the HSM. I just want to make sure they can go with out using the old ones when I tell them to use the better toolpaths made for the HSM machines.
-
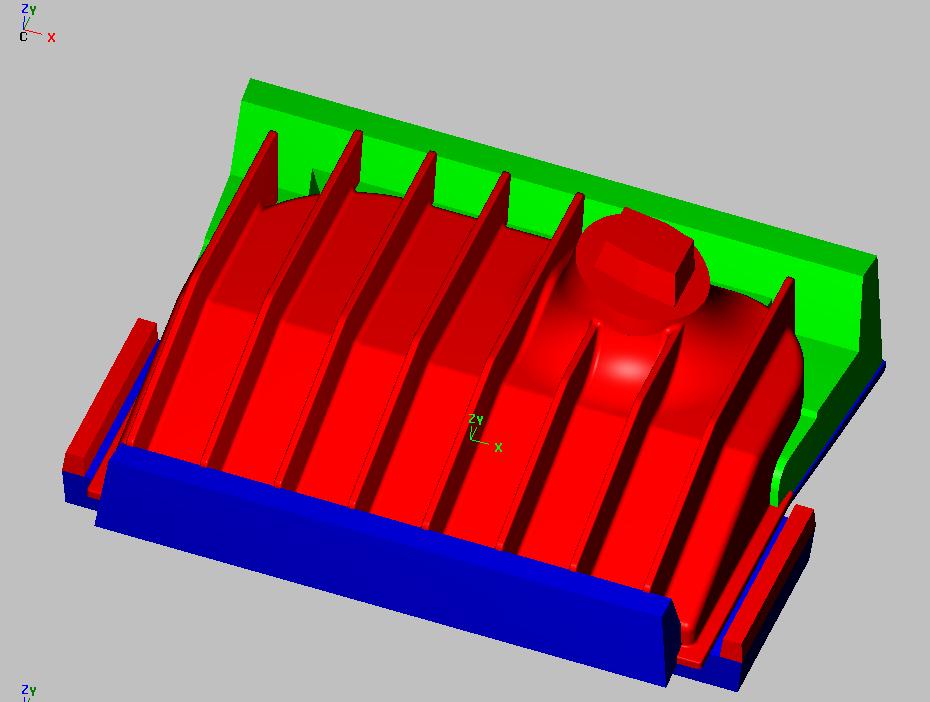
What replaces the leftover, shallow and contour?
What type of toolpaths would you use to machine something like this?
-
I'm trying to figure out how many people actually use the 3d HSM from start to finish on a job. We machine complex 3d tools for the casting process so we manly machine ren board witch is like cutting butter. We have a bunch of high speed machines but still use the old style toolpaths because the HSM toolpaths can't finish a part. We run the old style toolpaths at 200-400 IPM and everything seems to work fine. I am just wondering if I am completely missing something or is this a common thing that people are facing with mastercam. It worries me because there has been no updates to these toolpaths since V9.
-
Does anyone else get this or is it something in my settings?
-
Yeah nothing is running. I have been chasing this for a while now. Seeing if someone has cracked the code yet.
-
It won't let me shut mastercam down and this is what i get in the event log. Has anyone seen this before?
App=Mastercam Entry=On FileExit
-
Thanks for the responses. Yeah we end up training our own apprentice's.
-
Is there any pattern makers left out there? If there are and they use mastercam they are a rare breed.
-
State of the art pattern shop looking for a 5+ years experienced pattern maker.
If you are interested please send me a resume.
Thank you.
-
Couldn't argee more with huskermcdoogle
-
Yes the Hybrid Finish is a good one. I wish it would do more of a contour and shallow vs. a contour and scallop but still works well.
-
That does say a lot about his company.
You want a boss that spends the money to keep his shop up to date with the best equipment.
From experience being an owner myself, that’s why he is still around and hiring in these tough times.

Minimum Vertical Retract
in Industrial Forum
Posted
you have to change your maximun feed rate in machine parameters.