





gms1
-
Posts
789 -
Joined
-
Last visited
-
Days Won
5
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by gms1
-
-
Welcome to the world of accurate zoom->reset zoom ::repeat::! You could try cranking the precision slider all the way up which will make it take longer and results will vary.
-
I have been using high feed mills for a long time as well. I do not like how mastercam handles some toolpaths with the highfeed tool geometry so I will define it as a bullmill occasionally for the dynamic or legacy toolpaths. The tool manufacturing models are usually not perfect 1:1 models either and I typically just use the dimensions they give on the websites to define my tools and I haven't had a problem defining them using this system (https://catalog.tungaloy.com/Item.aspx?cat=6993972&fnum=1297&mapp=ML&GFSTYP=I&srch=1).
-
21 hours ago, mwearne said:
I said this before but maybe worth saying again...
12th gen intels are a huge step in performance over previous gens, more than we've seen recently. DDR5 RAM and PCIe 4.0 help a ton.
A Benchmark 3.0 time with a similar system above, 2:09 !!! I'm running a high end 10th gen system and I'm a minute slower. That's a massive gain!
...so ya, that setup will be good!
The 12th gen are nice but they come with the headache of managing the thermal loads on this thing because Intel did not do a good job with it. I built mine with a 480 radiator AIO and lots of case fans and I still cannot run prime without it thermal locking the performance of the cores. I am not to concerned about running some of these benchmarking programs because mastercam never uses what I allocate it but if I were to use this computer for other stuff I'd probably wait for the tick/tock on this chip.
I will say though that verify is somewhat tolerable now with this system. I am just waiting for someone to make 64gb DDR5 ram packs to really boost my build.
-
 1
1
-
-
I too have lots of stuff stored locally but I thought machining cloud would be a way I could store it and have access to it anywhere I had internets. I pumped a ton of emails out and talked to a bunch of reps when this came out to try and get more manufacturers in this system but 1788 a year for a cloud stored database is not what I am after. Im sure some folks want this so to each their own.
-
I do use the flowline spiral toolpath a lot. If I need that 1st/last pass to be more accurate I just extend the surfaces and control depths with depth limits. It almost always makes a more accurate toolpath for my needs.
-
2
-
-
3 hours ago, Colin Gilchrist said:
When CNC Software has rolled-out new functions like this in the past, there was typically a way to "disable it, and use the old way", so that the technology could mature before everyone was ready to migrate over to the new interface.
I have to disagree here. A lot of these new functions lately have no way to turn them off with answers like "its the 3rd party software doing it not us. Here is a request #" when it is questioned. I have had the feeling of incomplete UI for a long time and wish the phrase "quality of life" would enter the chat for this stuff.
I rely heavily on stock and machine setups for my parts and it is making me nervous seeing all these posts about this 2023 setup. I haven't started using 2023 yet as it just continuously crashes without an error message when I hit the x in the upper corner, then it restarts, in a loop forcing me to use task manager to kill it.
-
So now that this terrible app has gone full retard and is going to charge money to see ads is there another decent app to replace it? It was real handy to keep my tools stored in there.
-
They tell me the size of the material they are going to buy. Then they buy something completely different forcing me to redo my program.
-
5
-
 2
2
-
-
So I need to take a 12" hifeed tool with 2.5" hub diameter (shell mill style) and cut a circle ramp feature 31" inside a weldment. I currently do this with a machine that has a quill with enough travel to get there without putting an extended holder on it. The new machine I would need make like a 10-12" extension holder to hit my mark now. Would I gain any rigidity using a capto style holder for this? Don't worry about the quill rigidity and all that for now (because it is a mess) I am only concerned about making a rigid and stable holder.
-
This is no where near what I wanted for ram but ddr5 is just a PITA to get and get anything with decent timings/chips.
-
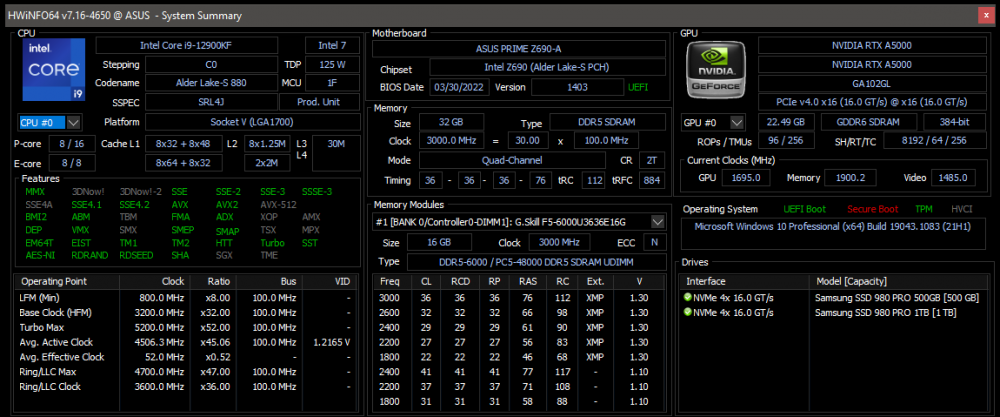
Another i9 12900kf build for you to check out. This one I built uses the A5000 quadro though.
-
1
-
-
It did. I was just hoping I didn't have to wait the 7 days to get it back,
-
Some of the dimension schemes in metric config just will not change under any circumstance. I can change it, save it, exit out of the config then go right back in and its reset back to default. It's been this way since 2019.
-
1
-
-
They automatically release after the 7 day window right? I might just grin and bear it for 7 days, its already been 3 with no help yet.
-
I checked out a license on a computer using the license borrow utility on a computer that had to be wiped. Unfortunately they didn't release the license before having to wipe the computer and now I have no way to release the license back to the pool of licenses available to check out. Is there a way to force release that license back to the pool if I got admin on the license server?
-
I may be a little late to this party but I use Doosan 1250's and those codes wont work on my machine. I would change this:
N50 G65 P9810 X20. Y17.5423 Z70. F600.
to this:
N50 M165 P9810 X20. Y17.5423 Z70. F600.
You use M165 on every line but that one. Our Doosan's require M165 instead of G65 on probing. I also don't need to use P9833/P9832 in my probing, its automatic.
-
11 minutes ago, crazy^millman said:
Good Point a lot of the biggest customers use their own barcode or labeling systems since they may get an ER holder for their CAT50 machines from 10 different Vendors. As long as the ER-32 Holder is a 5" Gauge Length then it can be from any manufacture.
That is what I deal with now. They buy whatever holder is the cheapest or the flavor of the day. So I have parlec, teckniks, erickson, yg, briney, etc.....
They all have similar or the same gauge length so I go with generic. In my pic above that is 1/2 end mill holder (EM), 9" projection (9PJ), and a cat 50 holder (CT50).
-
1
-
-
I used to be specific in labeling holders when I made my library but I removed the part numbers and now use a generic labeling system like you see in my post above. If you are going to specific the best way to go is to make your own numbering system and mark /barcode them all. You won't be able to handle this holder company getting bought by that company and they change everything from EDP to part names. I prefer the generic name system myself.
-
 1
1
-
1
-
-
I do tons of oddball tools that mastercam doesn't handle on a daily basis. When I make my tool list i will note with details on how to pickup tools if needed.
-
I never ever use arcs to drive threadmill (or circle mill for that matter) as it has scrapped parts in the past and I have lost all faith in it. I only use points and I set the diameter myself in the toolpath to what I want.
I have helped so many programmers with this when they select a solid edge for 40 holes then select that one arc thats .01" bigger and wonder why its blown out.
-
1
-
3
-
-
Garbage in, garbage out. In the end I am sure all these systems are fine but none of them will be if you don't use and maintain the system. We used E2 at a place I worked and it just turned into a time clock that looked like it came straight out of microsoft database circa 1994.
-
1
-
-
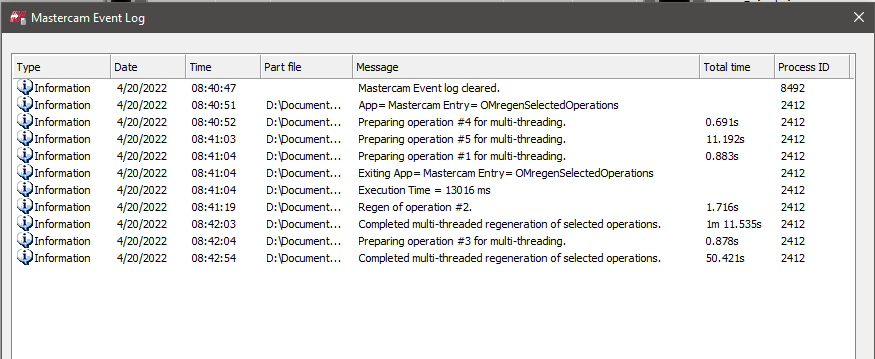
Does anyone use transform mirror on surface rough pocket/project? 2022 crashes every time without an error. Im glad they finally fixed the fact it was ignoring stock to leave settings but it still crashes every time.
edit: I did manage to get it to work, I added each surface toolpath to the transform one at a time and regen'd and it worked.
-
1
-
-
Anyone got the whats new for the new version? The forums over there crash pretty much all the time now so I can't get in there.
-
I just miss the days of right-click group, collapse / right-click group, expand.

Best Extended Reach Tools for Milling?
in Industrial Forum
Posted
I'm starting to hyperventilate looking at all those icons!.gif ":)")