





gms1
-
Posts
789 -
Joined
-
Last visited
-
Days Won
5
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by gms1
-
-
Sometimes if i have a drill cycle that doesn't fit any of my current options I just make it a point to point program and use change at point to get it to do what i want. This just makes it a bunch of g0/g1 commands instead of a canned cycle.
-
 1
1
-
-
I used these fans about 15-20 years ago and had to stop using them all together when I had stripped all the paint off the inside of the machine running a 1018 kinda high volume job right at the height I was running the fan... oddly enough
.gif ":)")
-
50 minutes ago, Luke.Hicks430 said:
Dum1,
I am saving over my template file, so it's already directed at it (I can see the changes as I am saving the file and re-generating the tool list).
I only want the file name to show up (in your example: HAAS UMC-750 5X MILL SAMPLE FILE.MCX-9) not the entire file path.
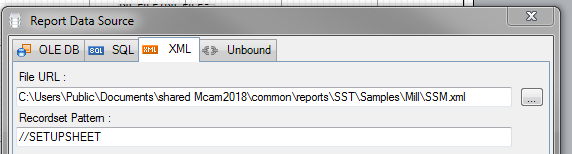
The basic tool list template uses the data field "LIBNAME" to put the full file name and path in there. I've tried making a sub report in my tool list template that references "//SETUPSHEET" and used the data field "MCXFILE-SHORT" but that just generates an empty field.
Thank you for trying to help me!
Ahh sorry I thought you were referring to the main report in the common/reports/SST folder. I only use that one and when I generate mine I always click setupsheet not tool list. I tried editing the template in Program Files\Mcam2018\common\SharedDefaults\common\reports\MSC\Tool List(MILL-OPMGR).rpx but i get a read only error/exception even after I remove the read only setting.
-
Easy fix for your error. Click on the little icon right next to the word "Detail" in the body of your report and make sure it looks like the picture attached. This is the default location for reports. if you had any custom work done to it then this fix might not work.
Once this is fixed you should see in the upper right corner the property fields. Click on the plus next to fields, then bound, then document, then setupsheet and in that list you should see MCXFILE-SHORT drag that into your report and it should work. No need to spend more money for stuff that is already there.
-
1
-
-
21 hours ago, Colin Gilchrist said:
Once you make your Post do the work, it is 100% rock solid. 100% of the time. You NEVER have to worry about setting anything incorrectly again. No messing with MD, CD, or Toolpath settings.
In other Posts, where you might have an offset, that is handled like this:
tllngno$ = t$
tloffno$ = t$ + 40
So you post with the first Post Processor, and everything matches (T/H/D). Now, you post with the 2nd post, and H = T, but D = T + 40.
Wouldn't you rather do this one time, and never have to worry about anything besides the T#?
This is what these two Global Formulas give you; peace of mind.
I too got burned a few times on very expensive parts due this crap. I think I just went the opposite away than you did and now I just double/triple/quadruple check these things. Your fix looks like something i should have done a loooooong time ago lol. That is going to be a hard thing to break for me not seeing the stuff in mastercam match my posted code
-
1 hour ago, Colin Gilchrist said:
X5 was buggy with the Tool Numbers matching H and D numbers.
You can fix this in 60 seconds and never worry about it again.
Open your Post Processor File, in a Text Editor.
Find the Variables at the top of the Post, and add these two Global Formulas, starting in the 1st column:
tllngno$ = t$
tloffno$ = t$
Now, every time you Post, MP will ignore the settings in your Tool Page of the Operation, and will Force all H and D numbers to match the tool number.
You can ignore whatever is inside the dialog box in Mastercam. Only the T# will matter, since the global formulas will do the work for you.
I have to deal with this every day here because I switch from 4 different machine control styles all the time. Not being able to match what I see in mastercam and the posted code scares the bajesus out of me because of all the lovely gotchas Ive had with this software over the years. Do people use this type of global parameter stuff all the time?
-
1
-
-
Yeah I guess I should add that I do not do anything small here. The majority of my programs are made for parts over 60" in length and I measure cycle times in days. So small widgets may lend itself better to leaving less stock.
-
1
-
-
I haven't had the opportunity to cut ti but everything I do cut I do like to leave some stock like nickbe10 does. I do believe I get better tool life and finishes when I leave .01" to .02"
-
1
-
-
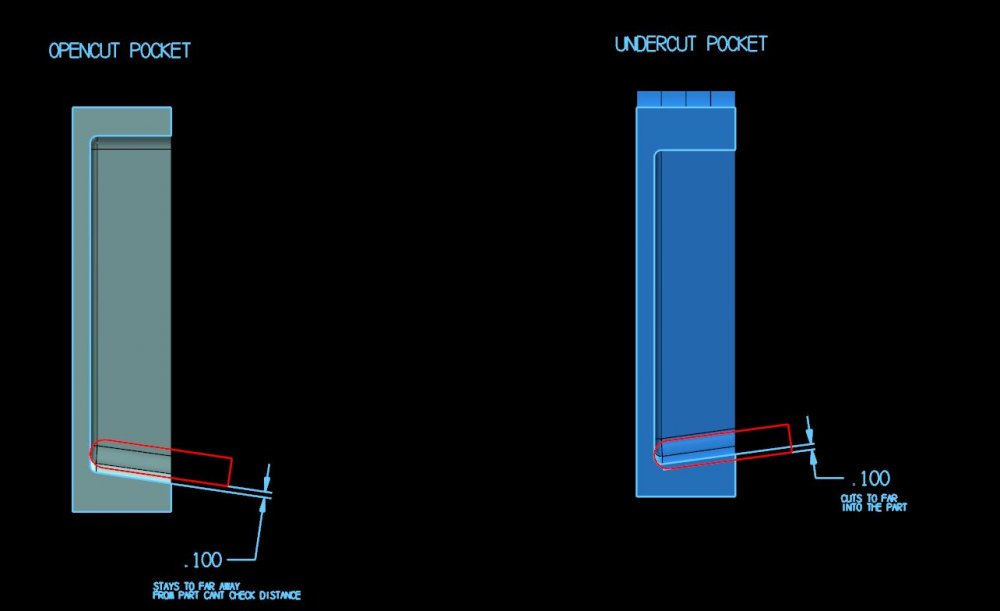
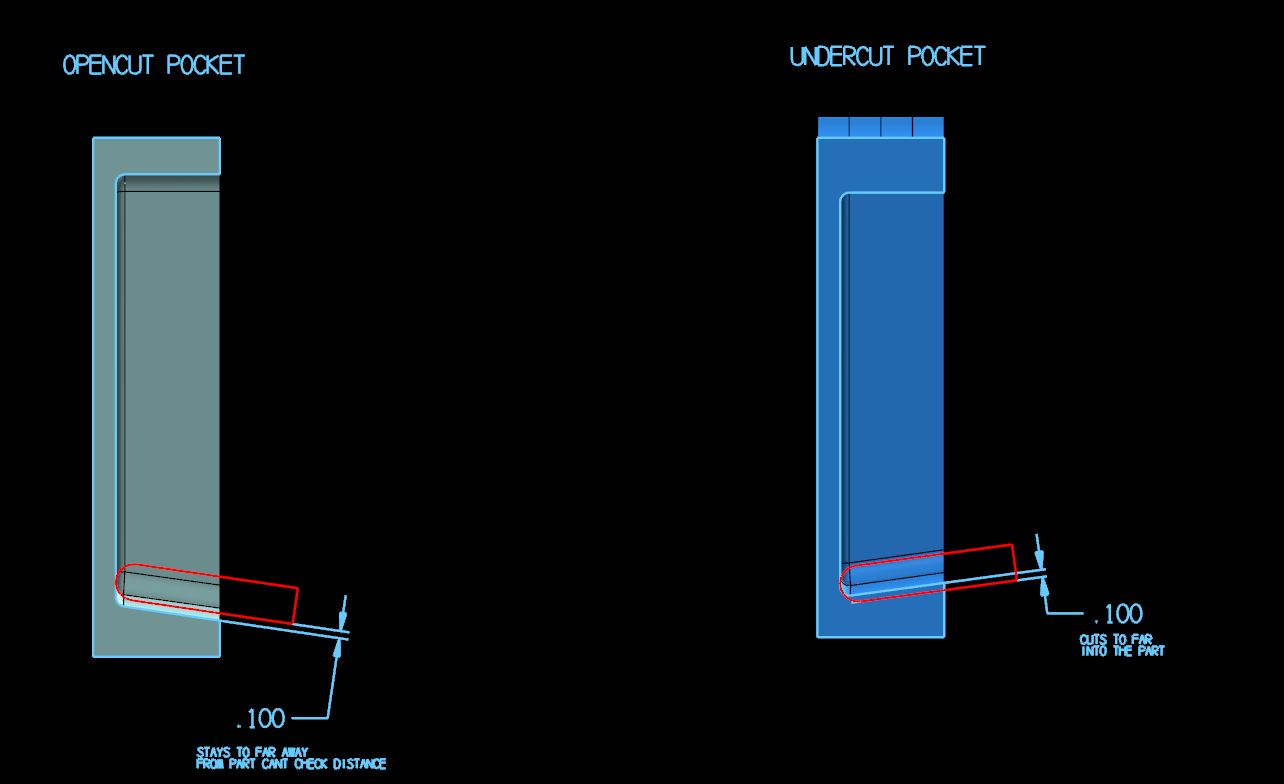
This is the sample program i sent my reseller. There are 2 machine groups, one for the closed angle pocket and another for the open angle pocket.
-
I have cut quite a few parts now using full 5 axis motion without problems after the teething of figuring out which toolpaths work best. However, I am now stumped on this one and I do have a call into my reseller for help but while I am waiting I figured i'd ask here first to see if there was a quick answer. The picture shows the gist of my problems.
For whatever reason when I cut a closed angle curve with 5 axis motion on the machine it cuts to deep into the geometry by .100". When I cut an open angle curve wall with 5 axis motion it stays to far away from the geometry leaving it rough from the roughing cutter i used with dynamic pocketing. I am not sure if it is off exactly the same amount as the closed angle 5 axis motion I just drew it like that to give perspective.
I want to point out that the angle of the pocket is correct, its position is off .100" so it is rotating to the correct angle it is just .100 to deep.
-
For all aluminum parts https://www.mscdirect.com/product/details/05479175?rItem=05479175
onsrud tipped engraver. Roughly .03" deep one pass 12 ipm.For all steel (right now its 15-5ph ss) its a garr tapered ballnose edp #15220. .03" deep, .015" doc per pass 3 ipm.
-
1
-
-
This is what i am using in 15-5ph h1025 for one of my drills.
13.6mm sumitomo solid carbide drill #MDW1306GS2 no thru coolant (they all say I should be using thru but I don't have that luxury on that particular machine)
Custom non-canned cycle that 1st pecks only .03 deep @ 3ipm. Subsequent pecks are .280" @ 3.5 ipm. 1" total drill depth.
This will last roughly 200-300 holes holding .005" true position over the course of 4-6 months in a non-temp controlled shop.
My tool reps told me I should be using thru coolant carbide and no peck whatsoever. I just haven't had a chance to get it on my coolant thru machines.
-
You know some for some of these versions I don't call it moving forward. I liken it to moving from Windows 98 to Windows ME. Some features are really great moving into new versions but man there are some bad spots.
-
1
-
-
21 minutes ago, newbeeee said:
They are great for rotary work. Create a template file A0 A90 A180 A270 with all your planes set.
Import the model and away you go.
Sometimes I wish I could template the stuff I do like that but that just doesn't happen. Ever. I've been here for 20 years and I still say all the time "Never did this before let's see what happens!". I just don't get the opportunity to make widget A, A1, A2, A3 type stuff. Its always different and always new which is the appeal to me to do this stuff daily I guess.
Some folks have elaborate operations libraries with neatly saved processes. I have 4000+ mastercam files dating back to 2005 as my ops files that just run all over the place with features and complexities.
-
18 minutes ago, Reko said:
They were pretty wonky at first... but in MC2017 they're really rock solid.
I do see a lot of people saying that and I am sure it does function a lot better i just do not have a need for something there yet. I'm sure I will in the future.
-
Like most things, viewsheets were terrible and so lacking in function when it was released that after trying it for a few releases I stopped trying. Never bothered to pick it up again. Everything I do is just geared around level sets and levels. It just works every time.
-
On 6/7/2017 at 8:21 AM, jeff said:
I downloaded it the other day to see if I can play around with it.
Now it won't uninstall.

And good luck getting it off the computer too. I finally broke down and used Revo Uninstaller and burned all the files associated with that program.
-
1
-
-
Quote
Beginning with Mastercam 2018, all post text edits MUST be made with the Control Definition Manager. Do NOT edit the post text manually. For Mastercam 2018, only ANSI text is supported. The UTF-8 tag is still required in 2018 and should not be changed
i haven't downloaded this version yet but what does this mean? We are suppose to do edits inside the cd manager now?
-
I do all my fixture design in mastercam as well and I always separate each item in assembly by level. I would have 0 hair if I had these massive assemblies and fixtures on 1 single level.
-
Thank you gcode.
-
Quote
These new features will be an add-on for all new and maintained seats of Lathe Level 1 and Mill-Turn products for Mastercam 2018.
I take this to mean its gonna be a cost add-on.
-
I got rid of all my extra clicks. I went back to X9.

So tired of the added crap I have to do just to accomplish the same thing. But... oooooh shiney@!! I already refuse to do 5 axis work until they fix it with 2017 just about there with the rest of it.
-
1
-
-
Hello everybody
my machine is vmc Genos 560 . Strong enough .
So far my strategy is HS area mill by 2 inch dia sendvik button cutter ,0.5 dia inserts 1030 grade .
Problem is code became way long . Why in this situation mastercam divide straight linear movement on bunch small linear blocks ?
Is it possible to fix it ? Some filter setting ?
Its intentionally designed to function this way to keep the angle of engagement consistent through the whole cut. If you want less code you will have to legacy pocket it for less code.
-
Garr is about 2 hours from where I am and we spend a ton of money on their tools. V5, VRX, drills, chamfer mills, standards, extended length you name it we buy it. Special tools are easy and quick as well as we have quite a few specials we order routinely. The biggest thing for us is its always in stock.
They of course aren't the greatest thing since sliced bread but it's all about what you need to accomplish and what you want to pay to do it. This place wouldn't function without garr tools.
-
1
-
Peck Drilling with a dwell on each peck
in Industrial Forum
Posted
T28(7/32 MZE DRILL) M06 G54G17G90 G00A0.B0. M161(SPINDLE CLAMP ON) X.3969Y-2.8602S1100M03T1 G43H28Z.05 M08 G94G01Z-.08F4. G00Z.05 G01Z-.35F4.5 G00Z-.32 G01Z-.65 G00Z-.62 G01Z-.85 G00Z.05So this is the output code for one of my parts that use this. You could easily add in some g4 dwell commands at any one of these points to get your dwell how you want. Inside mastercam you use the point toolpath and it looks like this for me:
I just individually select each point and tell mastercam whether it is a rapid or feed move. then I edit the commands to get the feed rates I want or add in whatever i need from there. There are some limitations but this is the basics of it.
If I do something really oddball there are times where I will just insert a manual comment with all the codes I need for a toolpath if it doesn't fit into anything available.