





rchipper
-
Posts
207 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by rchipper
-
-
Thank you for the replies. I will look into this from your suggestions and comments.
-
This may be a silly question but:
Is there anything in Mastercam that will give me the cubic inches of material removed so I calculate that into cycle times? Looking at speeding up my quoting times.
Thanks in advance.
-
Will do, thanks.
-
Is there a way to export .tooldb files so I can import them into our Proshop ERP program?
-
On 10/22/2023 at 5:55 AM, #Rekd™ said:
I bought my license personally, I can use it wherever I want/ need. Yes my employer should have it but….for $195.00 lifetime it was a no brainer to purchase.
May I ask which license you purchased?
Ah, I see only 1 license for $195.00. Sorry.
-
Highlight the tool(s) you want to save, right mouse click and chose the SAVE ASSEMBLIES TO LIBRARY from the drop down, a window should open, SAVE TO LIBRARY. Choose the location you wish to save to by clicking the folder icon. If you want to save only the tool select the TOOLS bubble, click the green check and your done.
I noticed the same thing in 2023, arrow down grayed out.
I hope this helps, if I'm not understanding what you are trying to do, my apologies
-
 1
1
-
-
On 5/17/2023 at 1:22 PM, JB7280 said:
Here's the PX30i's

Nice!!! We just had one of them installed.
-
21 hours ago, crazy^millman said:
Just keep looking at your manufacturing process not just programing. That involves tooling, tool holders, work holding and how the parts are processed. Redundant tools and pallets are the key to lights out manufacturing.
Yeah, that is what I can tell thus far. There is a lot to rap my head around but I'm getting it, thanks. I'm excited!
-
On 5/15/2023 at 4:13 PM, crazy^millman said:
That is what we do. We have trained many different customers over the years. We approach with programming customers with real world parts. We can do it with gotomeeting or we can come onsite. You can send em an email and i will be glad to provide you a quote.
Hi Ron,
The company I work for just purchased a 5 axis Yasda px30i. This is the first opportunity I've been given to program and run a 5 axis machine. The first part I'm working on is simple 3+2 programming and I am picking it up fairly quickly. They also got a seat of Camplete with the purchase and it is a pretty cool tool. Anyhow, I am really looking forward to moving into the new age of 5 axis machining. Any and all advice is always greatly appreciated.
Best regard.
-
9 hours ago, cncappsjames said:
Download the latest drivers. They tend to break stuff form time to time.
Thanks, that's the first thing I did.
-
1
-
-
Aaron,
I got to the Radial Menu Configurations but don't know how to populate the fields with Mastercam options.
Can you give me some tips?
Also I am using an older model Space Pilot Pro the configurations appears differently.
-
Okay, I got it working. Rebooting the computer did the trick.
Now I just need to figure out how to customize the buttons.
-
Thank you all for the input. I actually have a older Space Pilot Pro. I've installed the drivers but have no idea how to set any of the customizable features.
The manual isn't very helpful as I can see.
How do I get it to work with Mastercam? It does nothing. Is there a setting I don't know about? Ugh.
-
Hello,
What 3D mouse do you use and why? I'm looking into beginning to use one and could use some suggestions please.
Thanks in advance.
-
Thank you all for the input, it is always appreciated.
I need to start thinking outside the box, thanks for opening my mind Crazy, again.
-
1
-
-
Still being new I am not clear on how 4 parts on a tombstone would fit in a 8.3" diameter cutting range. I will look into FCS Systems to learn more.
And as medaq pointed out there is but 4.15" of X travel from the center. Again, I need to do my research.
I still think it would be easier and more efficient to do it on a turning center then 4 axis mill. But I'm up for the challenge.
Thank you all for the feedback, you're awesome!
I shall be back for more
-
So the company I work for is seriously considering purchasing a 5 axis horizontal mill. One of the reasons is there is a family of parts that they want to run on it.
We currently do the ID work on a turning center then move it to a horizontal 4 axis mill for the small angled holes.
My question is, will the internal work be something that can be programmed to run complete on a 5 axis mill? Mind you there are 16 finish call outs and +/-.001 tolerances to hold.
The parts are machined from aluminum castings,
Fixturing of these parts is another thing I am trying to wrap my head around.
The 5 axis mill is a Kitamura Supercell-300G.
Pallet size : 7.9" diameter max work piece dia. 8.3"
Z axis travel: 18.1"
A axis travel: 30 to -120
B axis travel: 0-360
I have attached a file of one of the smaller parts inlayed with the STOCK casting. (The green slot does not belong there it is a error in the solids).
I'm not sure I am allowed to share a drawing. If it is really necessary for evaluation I can check on sharing it.
Just getting into the whole 5 axis world is exciting and I am looking forward to the challenges. Any help will be greatly appreciated.
I am not asking for things to be done for me here as I will not learn from that. Well not yet anyways, haha.
Thank you all in advance.
-
1
-
-
Greetings,
I have been engraving families of parts for a specific customer for 10 years using the, Drafting (Stick) Font, with no problems. When I programmed a recent part in 2022 I noticed that the Letter O was converted into a 0 (zero) when the geometry is generated. Has anyone else noticed this?
I brought it to my resellers attention and they basically are telling me to use a different font. Well there are hundreds of parts already used as templates that we update per the customers PO's. using the Stick Font. For me to go back and change all of these to a different font would be a serious chore.
Not to mention changing the font would need to be cleared through our customer as they have 10 years of their parts in the field with the same font.
Any advice or work arounds would be greatly appreciated, aside from not using 2022 for engraving.
Thanks.
-
On 1/27/2022 at 12:08 PM, crazy^millman said:
On the machines I remember running there was no comp control on them for Thread milling. We had to cut the feature see what the size was and adjust the program to make it correct. We wrote 10 different size sub programs and the operator would call them based off of the size they measure when they where running the machine. That old of a machine you have to adjust your programming for what is allows.
Sorry for the late reply. I haven't been on here in a while.
That's pretty much what I am having to do. I was hoping to simplify things. Thanks again.
-
1
-
-
2 hours ago, Jespertech said:
You can try setting your lead in/ lead out to Perpendicular entry with 0 radius. This will prevent it posting the g41 line on an arc move which alarms out my Haas controls.
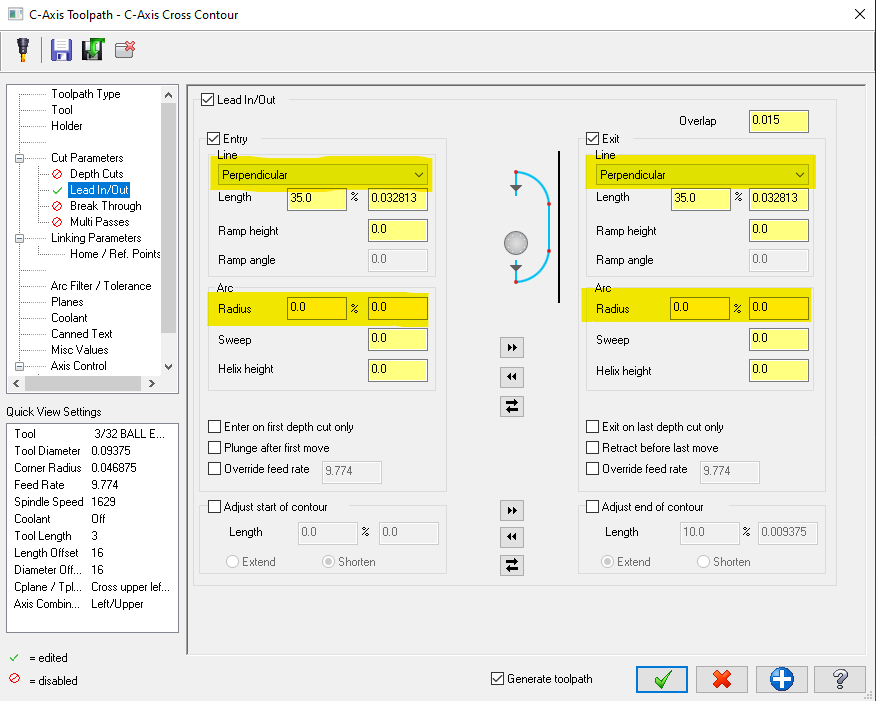
Thanks. That is common practice where I'm at. Good info.
-
1
-
-
1 hour ago, Zoffen said:
What is the cuter comp error you are gettting? This will help a bunch.
Quick things I can think of:
Do you have a Linear move when applying the cutter comp?
If you do then is your lead in line long enough to apply the desired comp value?
Have you tried positive and negative comp values to see if those work?
Sometime for milling on C axis lathes a different comp offset is used for a milling station as opposed to a turning station. This could br different for face and radial Live tooling. This is really machine and builder dependent.
I haven't programmed a cy axis lathe in a while but I did 1000's of cy axis lathe programs years ago. These were on mazaks tho.
Hopefully someone smarter than I can help you out!
I will have to fire up the machine and rerun the program as I don't recall the alarm(s). I had written them down put can not find the report now.
-
1 minute ago, crazy^millman said:
On the machines I remember running there was no comp control on them for Thread milling. We had to cut the feature see what the size was and adjust the program to make it correct. We wrote 10 different size sub programs and the operator would call them based off of the size they measure when they where running the machine. That old of a machine you have to adjust your programming for what is allows.
That's what I have been doing for thread milling. I was hoping there was a comp solution but I'm finding out that we may be out of luck. I may have to try to tapping. Although the lathe supervisor says he can't make that work. Oh boy.
Thanks for the input.
I actually met you at one of the Sandvik/Mastercam events in Socal years ago.
Thank you for the opportunity and for you sharing your knowledge. It is greatly appreciated.
-
1
-
-
I am fairly new to C-Y axis milling. I have been semi successful creating several programs to machine bores, thread milled holes and engraving on OD's.
The problem I am having is getting our machines to function using cutter compensation. I have read the manuals, (Hitachi Seiki- Seikos A10L and Hitachi Seiki-L III controls). I've used various G codes for comp I've tried different tool points and different offset values in the offsets with no luck. I can not not figure out how to make the cutter com work. Would programming with Computer, Control or Wear in Mastercam have any affect on this?
The machines either alarm out with a cutter comp error, (which I wrote down but can not find now), or it runs the program but changing the D offset values have no affect on the finished product.
We have a job coming up on these machines and I really would like to learn how to get this working. Unfortunately Hitachi Seiki is no longer around so that resource is no good. Trying to find applications help for these machines is difficult.
Can anyone please help me? What am I missing?
-
On 6/23/2021 at 12:02 PM, crazy^millman said:
No one ever owes me anything. I am just honored to be able to help anyone I can help. I had to fight my way through the ranks to gain a lot of the knowledge I have. The better we all are the more we can help each other. All I ever ask is to pass it on to someone who is trying to learn.
Much respect. Thank you!!!!

Application errors
in Industrial Forum
Posted
I have been getting these and other Application Errors while in Mastercam, at this point no other programs are getting these. It shuts me down when they pop up. Any idea what may be causing this? I did reach out to
our reseller and they are not familiar with them. It's pretty frustrating and I am hoping this is not an underlying issue that could wind up being pretty bad.
I searched the internet but I'm not real certain what I am looking at, I'm not a applicationscomputer guy by any means
Thanks in advance for any input.