brandon b
-
Posts
504 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by brandon b
-
I trimmed a basic surface parallel toolpath. Everything is get except it doesn't give me an entry move , just rapids straight to the surface. I'm using the keep tool down option and I understand that's why it's taking my entry away. Is there anyway to keep this ? Right now I'm just manually adding it in the gcode. It's now problem until I forget and rapid straight into the cut in ti.
-
Haha ill let you try it first ... I'll give it a shot when I get a chance. Thanks for your time !!!
-
So with the g9 I just add it before the line that alarms and then g8 after that line? Or just replace g8 at the beginning of the program with g9?
-
Yes mostly I only use xy arcs and that's usually when I get alarms.
-
When this alarms again ill post the file.
-
It's happened in x6 . Before that I have no clue I got into programming in x6. It only alarms when I activate the create arcs. All three planes cause an alarm.
-
The only hst paths I use are opti rough. Also happens on surface finish. Blend, parallel, .... It's just when I filter the path. Using create arcs xy or xz yz
-
I'll share a file when it happens again. I don't have the time now to make it happen.
-
This happens mostly on the basic surface finish blend and parallel tool path. As well as optirough. I never use any other hst paths. The only problem for me is trying to filter the code down. It's a hit or miss if it works. I can't find any common deal on how to resolve it
-
I'm using format 2. I'll try it when I get a chance. Thank you
-
Generic fadal post. Next time it alarms ill post a pic. I don't know anything about g8
-
The machines have plenty of memory. I just hate waiting a half hour per 100,000 lines of code to load into the fadal. Also on opti rough if I don't create arcs in the filter tab the moves are all linearized.
-
Yes I bumped min arc to .005. Also on the arc/ filter tab I start at .02 min arc. And go up from there . Right now I'm at .250 and still doesn't run.
-
So has anyone found a solid answer on how to not get helical move too short alarm on fadals yet. I've been having almost every tool path that's filtered alarm at the machine .
-
 we always have z at the top of stock. Makes rapid move crashes almost never happen
we always have z at the top of stock. Makes rapid move crashes almost never happen -
Well got the error againy today trying to filter a finish blend and a parallel tool path . I gave up and just left the program un filtered at fed it in the fadal by uaing DNC . Can't seem to find a pattern on what causes it.
-
I put .25 as my min arc radius and the program worked. It was at .1
-
SUM doesn't seem to catch this issue. I'll have to try the feed rate . I'm starting to think it may be that. Most of my parallel and blend paths are .02 step over at 120 ipm
-
this issue is really starting to drive me insane . No matter what I set the min arc length to, be it .001 or .1 , I continue to get these alarms at the fadal )we have 7 and it happens and all of them) that the helical move is too short. This seems to happen on 90% of the surface toolpaths I create.(parallel,blend optirough...) Only happens when I activate the filter. my opti area path today did this. and afetr 10 trial and error of messing with parameters it was my helix entry was too small. now im using a surface finish blend and I ran 70% of the program and now all of a sudden the fadl quit and said helical move to short. How do I resolve this? Is it a post issue? fadal issue? Ive changed the min arc length in my control def.
-
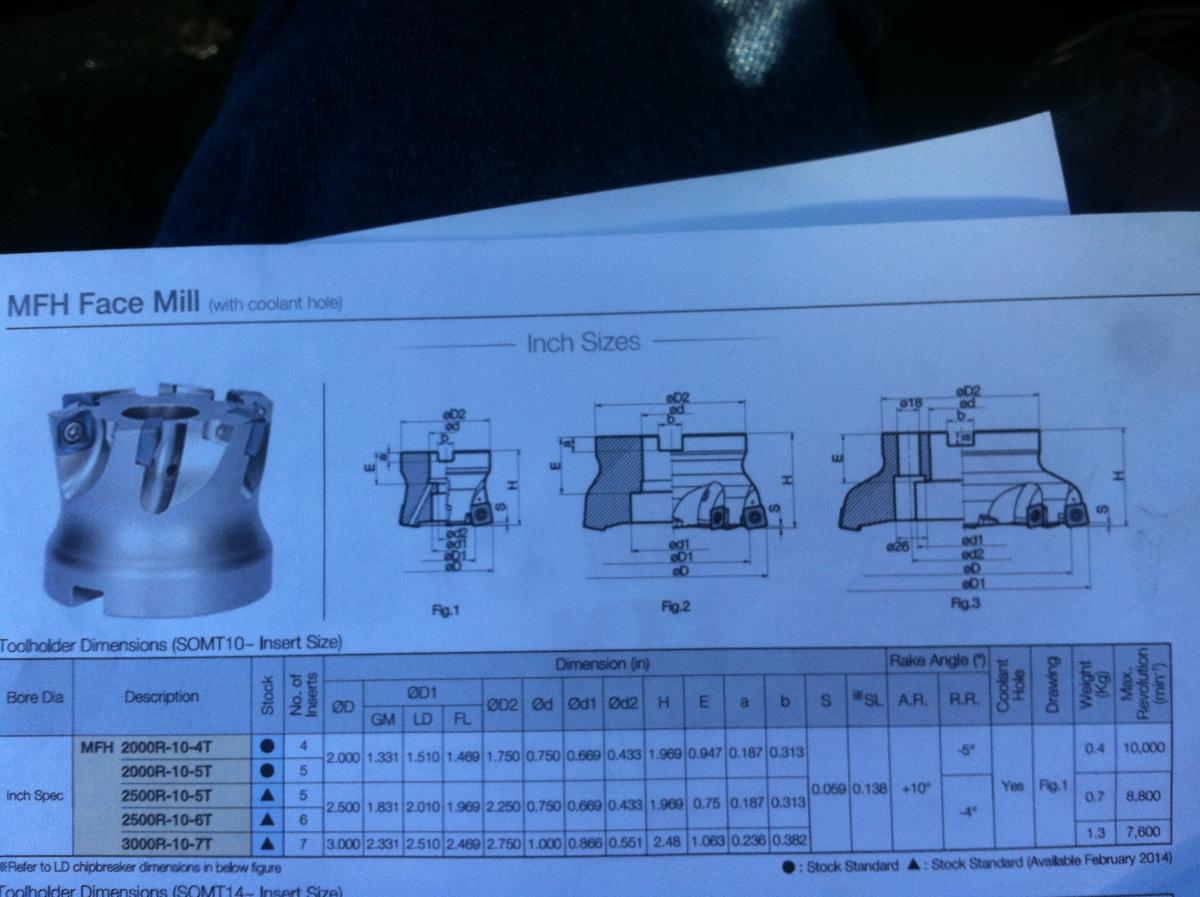
http://americas.kyoc...FH-Raptor_W.pdf inserts are MFH 10 GM
-
heres what I got. red is dimensions of insert blue are dimensions from the cutter.(all taken from the kyrocera website) what do I go by? INSERT.MCX-7
-
Did you forget to attach something ? Lol
-
It's a new tool that doesn't have a dxf . I know how to draw tools. I'm a little confused on reading the drawing in the pic attached
-
I'm new to indexable cutters and have never drawn a custom tool that I've actually posted out and ran. I'm kinda lost on how I should draw this tool. I'm using the first one on the list in the pic attached. Mfh 2000r- 10- 4t. With 4 inserts. Using the GM inserts . This tool is being used for the TI part in my other post called " high speed roughing help"

-
I got one piece roughed. Had to borrow the highfeed holder for another job. So now it's on hold til next week