





AlbertZini
-
Posts
179 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by AlbertZini
-
-
I have looked in the X5 and X7 NCI parameter manual. I can not find a parameter number to read in the pparameter$ postblock that works. All I'm looking for is to read the number of instances of a transform-rotate operation. Anybody?
15042 - Number of steps
-
Hello everyone !
Is it possible to do? pictures with the views automatically were inserted into the. doc file
-
-
...Delete
-
Maybe in misc integers 10. "Secondary axis [0=off, 1=Pos, 2=Neg]"
mi10$ = 2
-
-
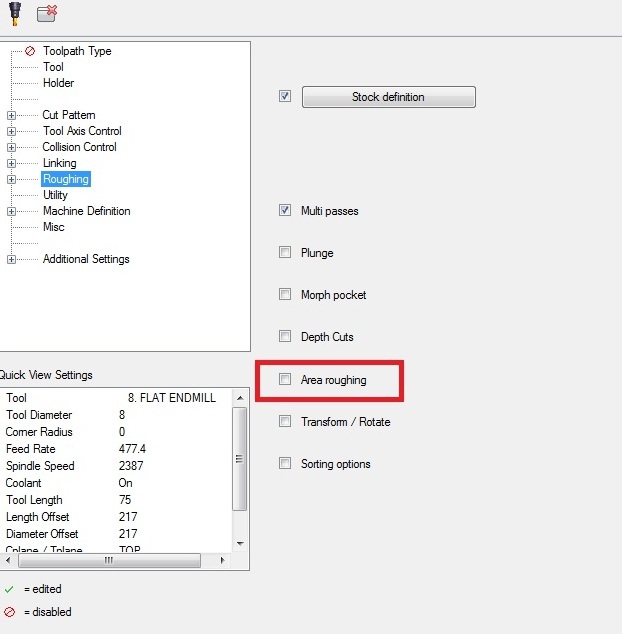
When you activate that then other options come up. It comes down to different things you want to learn and do with the software. Everything in help is worthless when it comes to things like this. Like there is a big gap in help missing and think it all relates to impellers and not the open type shape you have for the file. I would 3+2 a part like that and never even come to 5 axis land for roughing. Still trying to figure where you got in stuck you must rough in 5 axis. I find roughing in 3+2 does a much better job most times than trying to do 5 axis. Machines are stronger and do a much better job in 3+2 than in 5 axis IMHO.
HTH
Many people say that to me too rough 3+2 and finishing use 5 axis.
Thank you MillMan for the answer.
-
I mean how to turn on area roughing to clear all areas of the model in Paralel to surfaces & Morph beetwen 2 surfaces and how it work?

-
Found it! Notices you were the one who started it. This is what you are trying to do right?
it was made in China and it was a convert to 5-axis
I'm interested in multi axis area roughing
-
Hello everyone !
People who use multi axis toolpath, can you tell and to explain how to apply the rough area in muliaxis toolpath or tell me where I can read about it ?
-
I use this settings in Generic Fanuc 5X Mill
#Primary axis angle description (in machine base terms)
#With nutating (mtype 3-5) the nutating axis must be the XY plane
rotaxis1$ = vecx #Zero
rotdir1$ = vecy #Direction
#Secondary axis angle description (in machine base terms)
#With nutating (mtype 3-5) the nutating axis and this plane normal
#are aligned to calculate the secondary angle
rotaxis2$ = vecz #Zero
rotdir2$ = vecx #Direction
and
[CTRL_MILL|GENERIC HAAS VF-TR_SERIES 5X MILL_JOEY]
[misc integers]
.......
.......
10. "Secondary axis [0=off, 1=Pos, 2=Neg]"
-
Thanks for the answer, I created a simulation table without movement in Z. While that works well
-
^^^Akira Seiki???
Yes)

-
Is it possible to create in machine simulation - movement of the table and the spindle goes together
if Z - table goes up, spindle goes down
-
Thank you! I will be try different methods to get a good result
-
Albert how does this look?
Here is the Video I just added some much needed detail to Machsim.

Thank you Millman!
But I am currently interested in:

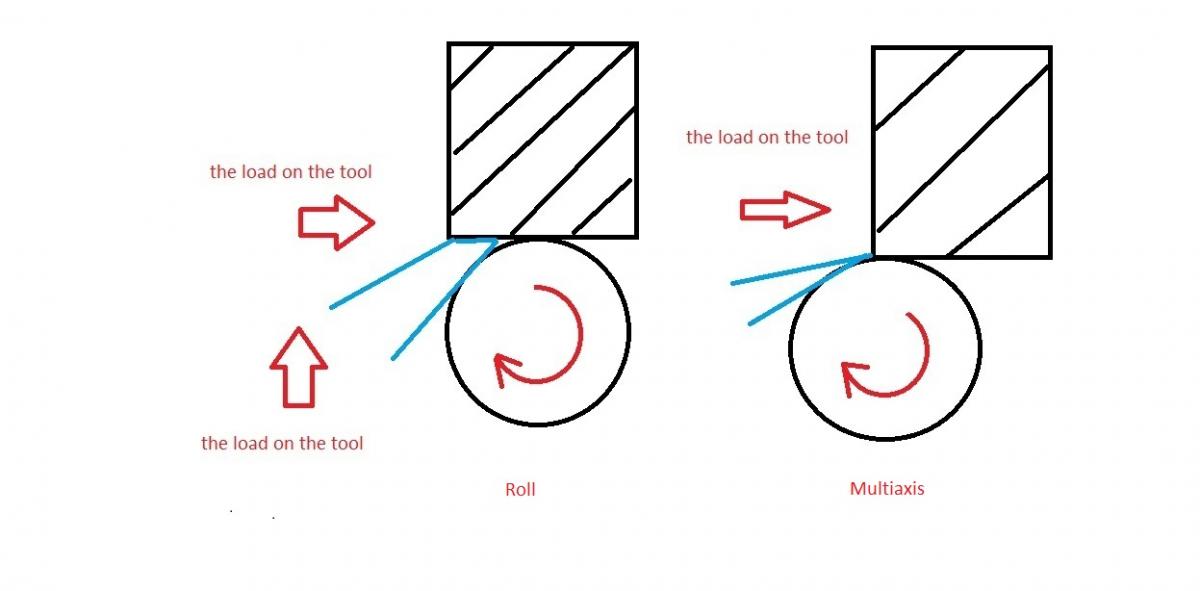
1) the load on the tool
2) what tool to use - with a radius or not
3)I really want to learn how to do them with one tooth
-
I've done this in the past on some SS304 screws. Worked great ! Axis Substitution !
Me too, super fun. Just make sure you inverse time feedrates.
You mean like this? http://zalil.ru/34880823
Can you make a video how it looks on cnc machine ?
-
-
Sorry !
-
I'm interested in what you would like to see in the new versions of Mastercam ?
I would like to see - the trim to stock in 2d operations and roll surfaces
.gif)
-
Thanks Albert, I will give that a try when I get back to work. No worries on the other G codes. I just need to get the arc moves outputting right.
Tony
And try this xxxxor8055.zip for V9
-
Maybe this will fit http://www.mastercam.com/TeachersStudents/EducationalDownloads/Posts/posts/X5/xxxxOR%208055%203%20AXIS%20MILL%20X5.ZIP
I just have not worked with xxxxor and do not know what his G codes

-
Thanks Gcode
 !
! -
how to rotate table in Generic Fanuc 5X Mill

4th axis channels in od
in Industrial Forum
Posted
del