JonBlinder
-
Posts
10 -
Joined
-
Last visited
JonBlinder's Achievements
")
Newbie (1/14)
0
Reputation
-
That's pretty close to what I run mine at. It should be able to handle full flute length depth of cut. 1.5 inches or so. That toolpath is designed to not put too much force on the cutter so it can handle the depth. If you're nervous the first couple times, try breaking it up to do .5 inch DOC or so. You'd be surprised to see what it can handle though. I run mine in either a solid holder or an ER collet holder. Just depends what I have setup or handy. There are some pretty good you tube videos of some HSM toolpaths too. Sent from my iPhone using Tapatalk
-
Combining features in a active report set up sheet.
JonBlinder replied to JonBlinder's topic in Educational Forum
Thanks. I think I was able to figure out something I like and that works for us. Sent from my iPhone using Tapatalk -
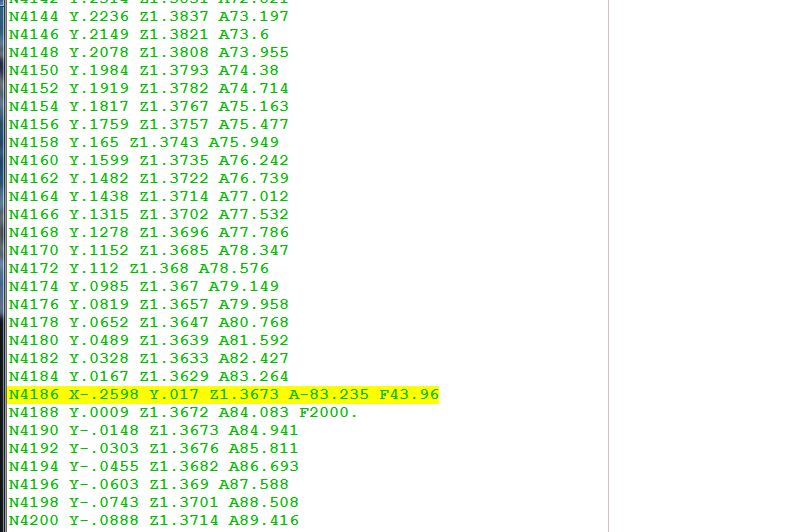
I have just finished trying both a generic Haas and Fadal post and they both did the same thing as I have been getting from the MPMaster post. Here is part of the code I've been getting. Line N4186 is where it happens first. It does this throughout the program. It's probably something really simple that's wrong somewhere, I just don't know where. Any help at all would be great.

-
I tried it again as a z2g file this time. Sorry about that. I put it on the FTP in X5_files under dragonfly body semi-finish in 4th axis.z2g
-
Ok. Here is the file.
-
Ok. I was finally able to watch the video. I have been playing around with the machine definition A-axis parameters all ready. I still can't seem to get it to post right. Right now, after turning the one_rev switch on, and setting the A-axis limits to 0-360 and 'signed continuous' turned on in machine definition, It's still generating a negative 'A' move every so often. It'll be going along fine, staying all between positive 1 and 360 degrees then out of nowhere, it seems, it'll have a negative 'A' move and swing the A-axis around in the wrong direction to get to the point. But it does this move without lifting the Z-axis. When the move is complete, the tool is where it should be next, but it took the long way/wrong way around to get there. I thought my limits of 0-360 in the machine definition would prevent ANY negative A-axis moves. Am I wrong, and if so, what am I doing wrong?
-
I tried the 'one_rev switch' and it seemed to work for a little while but then it throws in a odd move now and again like we're moving along in A+ and it throws in a A- all of a sudden back to the other side then back to the A+ moves. A crash. I didn't get a chance to check the video out that'll be next.
-
I'm using an MPMaster post processor. If I knew where to look I could edit it myself. Any suggestions on where? My reseller can be a pain to get ahold of and then once you do, it generally takes forever to get a response.
-
I keep getting an error while trying to run my part. I'm running a rotary toolpath and when I reach A-99999.999 in my code (G90) it alarms out saying I cant go further in that axis. I've tried to post it in Incremental motion with the misc. values which seems to work until it does a full rotation then it wants to go backwards to A0 again before it does the next pass. How do I do this differently? The part is 30inches long and the toolpath works great until I reach the limit (while roughing the part with a .1 step-over and to finish I want to use a .005 step-over.) That means I'll only get a couple inches before it'll alarm out! Any thoughts?
-
Is there a way to combine sub reports in such a way that I can have data from both reports end up in the same table on my set up sheet? I would like to have things from my -operation sub report inside my -tool sub report. I'm trying to condense stuff down on my setup sheet. I would like to have my tool data (pocket number, size, type, etc) together with their max and min Z depths for example. I'm using X8 and just now starting (attempting to figure out how) to use active report set up sheets. I've got a fairly decent report that works, I'd just like to tweak it some more. Thanks in advance.