NiCu2829
-
Posts
24 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by NiCu2829
-
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
Agreed. It's what made sense to me. Now I'm trying to add a finish pass so to speak. I'd like to leave a certain amount of material for the last pass regardless of the DOC of the previous passes. Any thoughts? -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
Good day David. Thank you for your support and thoroughness! I was able to get it to work on Saturday. I made some considerable changes. Here's the code, please feel free to critique. Thanks again for all your help! #522=12.249(KEY CUTTER TOOL RADIUS) #523=12.7(ACTUAL PART RADIUS) #524=#523-#522(PROGRAMMED RADIUS FOR KEY CUTTER) #527=15(# OF REPEATS FOR KEY CUTTER) #528=16.36(G50V SHIFT AMOUNT) #529=4.83(KEY CUTTER THICKNESS) #530=16.36(TOTAL MATERIAL REMOVED) #531=#530/#527(DEPTH PER PASS) #544=21.946(PART DIAMETER) #545=[#544+[#522*2]](EDGE OF TOOL ON OD) (KEY CUTTER) (TOOL PROJECTION= 19.60MM-TO NUT) (DIA= 6.28) (*R VALUE ON OFFSET SCREEN=0*) G40G97G98 M5 M80S3=87 T0700 M18C0 G50W-15. G50V#528 G0X#814+2.5Y-[#545+4.]Z[14.986-#524]T07 G0X-#529 G19 M98H100L#527 G50V#528 G0Y-[#545+4.]Z[14.986-#524] G0C45. M98H100L#527 G50V#528 G0Y-[#545+4.]Z[14.986-#524] G0C90. M98H100L#527 G50V#528 G0Y-[#545+4.]Z[14.986-#524] G0C135. M98H100L#527 G50V#528 G0Y-[#545+4.]Z[14.986-#524] G0C180. M98H100L#527 G50V#528 G0Y-[#545+4.]Z[14.986-#524] G0X#814+2.5 G18 G50V-#528 G50W15. G0Z-4.5 G0Z-4.5T0 M82 M20 M5 G18G99 M1 M2 M99 N100 G50V-#531 G1Y-30.988F1000. G3Y-30.988Z[14.986+#524]R#524 G1Y-[30.988+4.] G0Z[14.986-#524] M99 ~ 217.txt -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
WIll do. Time to make it happen. Thanks again for all the support! Have a great weekend! -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
It corrected the Y axis value at the bottom of the arc. It's currently Y-30.086 which is correct, but the start position(FIRST PASS) is now coming down on top of the part(to close to centerline). -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
I'll certainly try it. I'll keep you posted. -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
The results of the test are as follows: The absolute Y value at the bottom of the arc(max engagement) stayed the same regardless of #527 value, which is what I'm looking for. The current issue is the absolute Y axis value at the bottom of the arc=Y-54.584, it should be Y-30.086. It's to far away from centerline. Information I've gathered: 54.584-30.086=24.498 24.498-25.4(#523*2=25.4) = .902(#524*2=.902) Currently #542=55.486(54.584(absolute Y axis value at bottom of arc) + .902 = 55.486) It's really close! I can't seem to see what's incorrect. Thanks again for your time! -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
Thank you so much! A second set of eyes/second opinion is helpful. I'll test it now. -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
Yes sir, I saw it. Thank you for the assistance. I posted a question regarding your latest post. -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
The machine is a Citizen L32. The Y axis is diametrical so if I G0 Y-21.946 (part diameter) it physically moves the tool half that amount (10.973). With that being said, should #540=15.494 or [15.494*2] ? -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
I'll try it. Thank you for your time! -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
Attached is the latest edition of the program. It's still not working correctly. When I change #527 the absolute Y value changes. I want the toolpath to finish at the same Y axis location regardless of #527. The only thing I want to change dependent upon #527 is the DOC(depth of cut). 311.TXT (PROGRAM IS IN METRIC) $1 #522=12.249(KEY CUTTER TOOL RADIUS) #523=12.7(ACTUAL PART RADIUS FOR KEY CUTTER) #524=#523-#522(PROGRAMMED RADIUS FOR KEY CUTTER) #527=10(# OF REPEATS FOR KEY CUTTER) #528=8.179(16.358)(G50V SHIFT AMOUNT) #529=4.83(4.699)(KEY CUTTER THICKNESS) #540=[15.494*2]-[#523*2](DISTANCE FROM CENTERLINE OF PART TO BOTTOM OF ARC) #541=[21.946-#540]/#527(DEPTH PER PASS) #542=[[15.494*2]+[#541*#527]](FIRST PASS) #543=#542 (AB TOOLS-KEY CUTTER) (CARBIDE TOOL) (6 FLUTES) (DWG # ) (TOOL PROJECTION= 19.60MM-TO NUT) (DIA= 6.28) (*R VALUE ON OFFSET SCREEN=0*) (#522=KEY CUTTER TOOL RADIUS) (#523=ACTUAL PART RADIUS FOR KEY CUTTER) (#524=PROGRAMMED RADIUS FOR KEY CUTTER) (#527=# OF REPEATS) (#528=G50V SHIFT AMOUNT) (#529=KEY CUTTER THICKNESS) (#540=DISTANCE FROM CENTERLINE OF PART TO BOTTOM OF ARC) (#541=DEPTH PER PASS) (#542=FIRST PASS) (#543=#542) (G10L10P7X0Y0Z15.Q0R0.)(R#522) (G11) /MB7 G40G97G98 M5 M80S3=871(=220SFM @ .9645" DIAMETER) T0700 M18C0 G50W-15. G50V#528 G0X#814+2.5Y-[#542+4.]Z[14.986-#524]T07 G0X-#529 G19 #543=#542 M98H100L#527 G0Y-[#542+4.]Z[14.986-#524] G0C45. #543=#542 M98H100L#527 G0Y-[#542+4.]Z[14.986-#524] G0C90. #543=#542 M98H100L#527 G0Y-[#542+4.]Z[14.986-#524] G0C135. #543=#542 M98H100L#527 G0Y-[#542+4.]Z[14.986-#524] G0C180. #543=#542 M98H100L#527 G0Y-[#542+4.]Z[14.986-#524] G0X#814+2.5 G18 G50V-#528 G50W15. (G50 Y0.) G0Z-4.5 G0Z-4.5T0 M82 M20 M5 G18G99 /MB7 M1 M2 M99 N100 G1Y-#543F132.74(FEED/MINUTE)(=.001") G3Y-#543Z[14.986+#524]R#524 G1Y-[#543+4.] G0Z[14.986-#524] #543=#543-#541(RECALCULATE DEPTH) M99 -
Variable Programming - Critique My Code, Please
NiCu2829 replied to NiCu2829's topic in Industrial Forum
Would you provide an example. This is relatively new to me. Thank you for your time! -
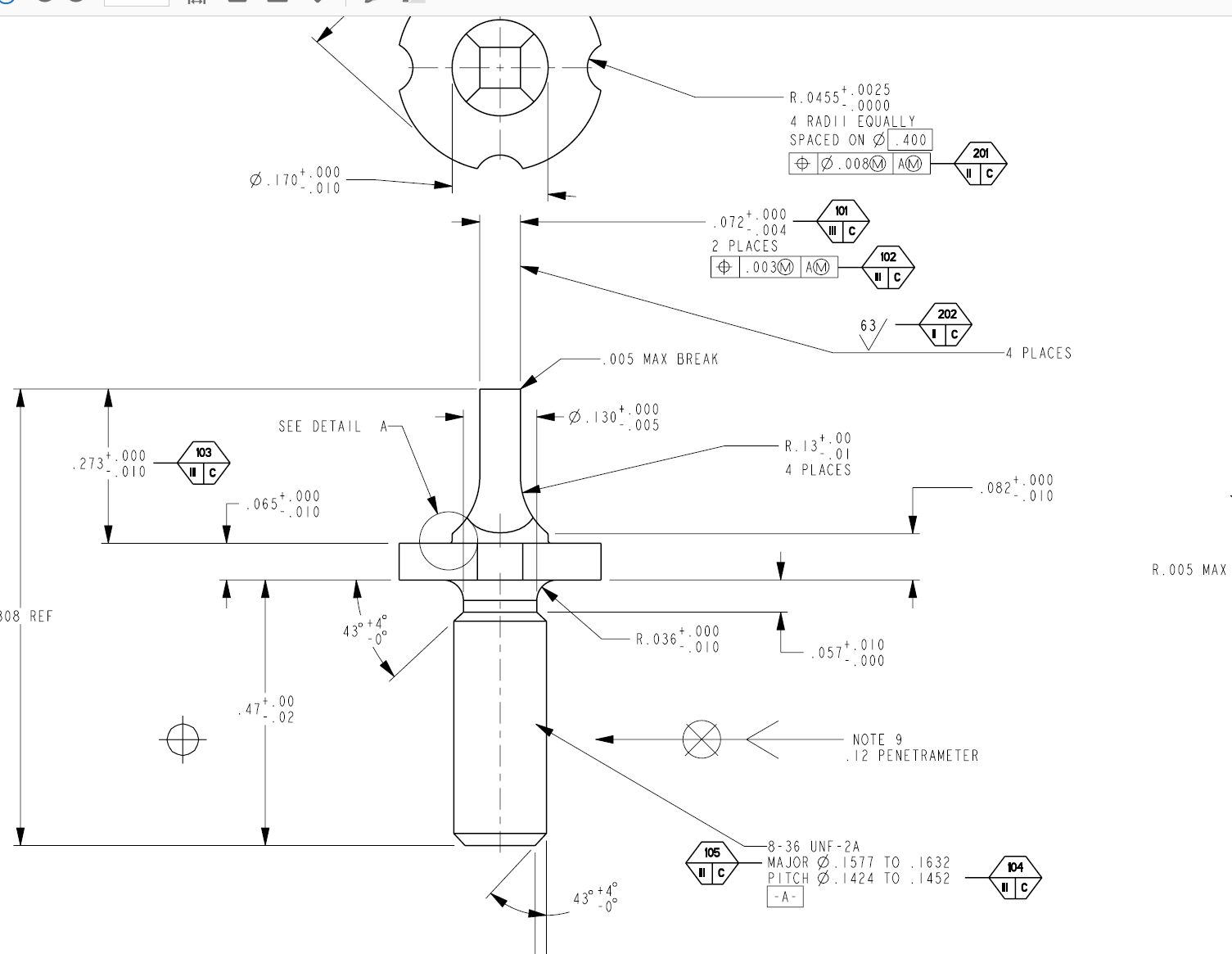
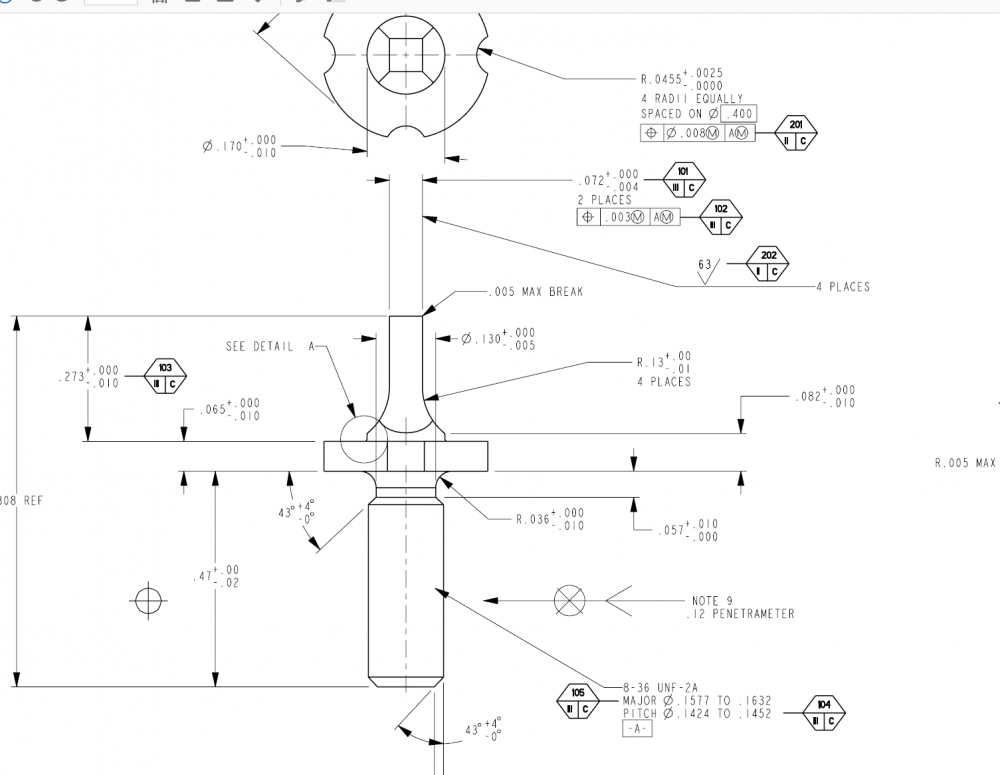
I've attached the blueprint of the part to be made and my code to machine the 5 slots in the OD. My goal is to have a program that regardless of the tool diameter, programmed radius or # of passes/DOC can be changed with relative ease. I'd like to make #527 passes where each pass is #528/#527 deep (the actual DOC is [#528/#527]/2 because the Y axis is diametrical). I've never used variables to this extent so I'm hoping y'all will look it over and critique my code. In the program I accounted for the key cutter tool radius when I programmed the tool path, so the R value on the offset screen=0. I'm cutting on the minus(-) side of Y0. Thanks in advance! 208.txt DWG.pdf
-
I've attached the blueprint of the part to be made and my code to machine the 5 slots in the OD. My goal is to have a program that regardless of the tool diameter, programmed radius or # of passes/DOC can be changed with relative ease. I'd like to make #527 passes where each pass is #528/#527 deep (the actual DOC is [#528/#527]/2 because the Y axis is diametrical). I've never used variables to this extent so I'm hoping y'all will look it over and critique my code. In the program I accounted for the key cutter tool radius when I programmed the tool path, so the R value on the offset screen=0. I'm cutting on the minus(-) side of Y0. Thanks in advance! DWG.pdf 208.txt
-
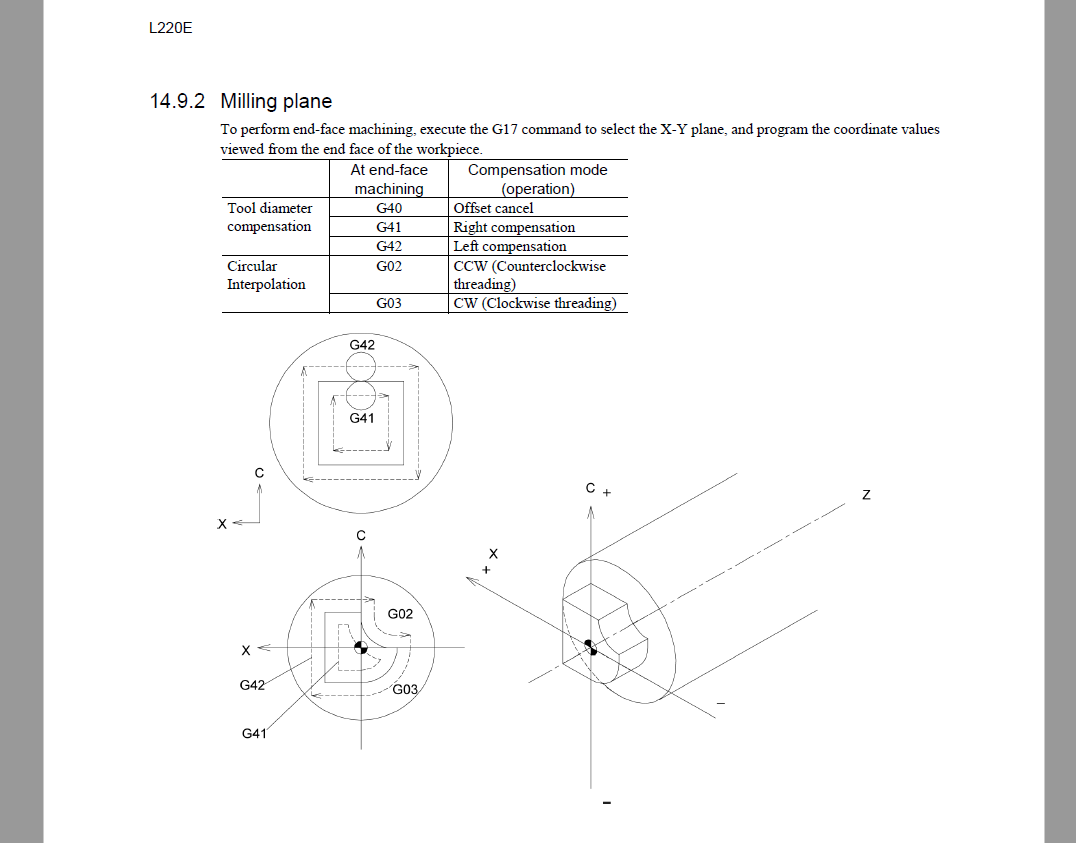
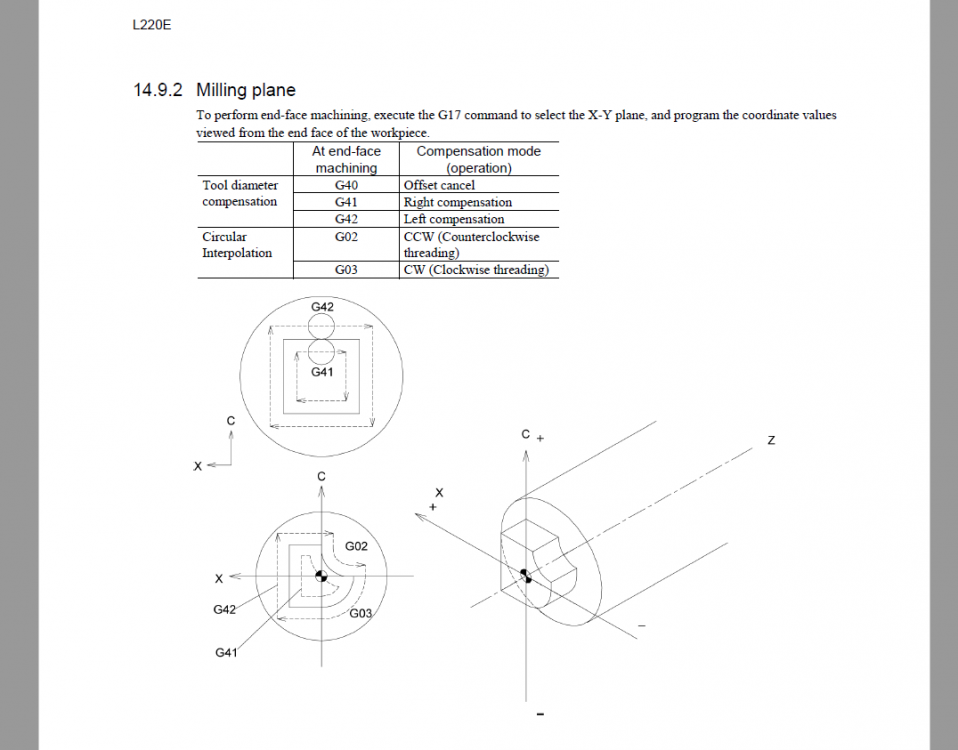
I'm currently not seeing the results I'd like with the G12.1. Attached is the current code (Citizen L20-Mitsubishi control) and the blueprint. The print is in inches but the program is in metric. I programmed the final part dimension + the radius of the tool (.125"), this way the R value on the offset screen is 0. The issues are as follows, the final dimension is approximately .032" to big on the .072" +0./-.004" dimension(width across flats). I've programmed the X and C axis radially. I verified that the tool is centered (X0./Y0.) to the sub-spindle. Also, there's no .127mm(.005") radius on the corners of the square. As the program reflects I'm using G41 and G2's. Per the attached picture captured from the Instruction Manual for the Citizen L20, I should be using G42 and G3's, which is correct? I'm wondering if this is why my part has no .127mm(.005") radius on the corners of the square? Thanks in advance for the support. 300.txt
-
I'm currently not seeing the results I'd like with the G12.1. Attached is the current code (Citizen L20-Mitsubishi control) and the blueprint. The print is in inches but the program is in metric. I programmed the final part dimension + the radius of the tool (.125"), this way the R value on the offset screen is 0. The issues are as follows, the final dimension is approximately .032" to big on the .072" +0./-.004" dimension(width across flats). I've programmed the X and C axis radially. I verified that the tool is centered (X0./Y0.) to the sub-spindle. Also, there's no .127mm(.005") radius on the corners of the square. As the program reflects I'm using G41 and G2's. Per the attached picture captured from the Instruction Manual for the Citizen L20, I should be using G42 and G3's, which is correct? I'm wondering if this is why my part has no .127mm(.005") radius on the corners of the square? Thanks in advance for the support. 300.txt
-
I'll give them a call. I've never put a dwell at the bottom of a tapped hole either. I was curious as to why someone would use that feature and I wanted to figure out why it wasn't working like it was supposed to. I got this number from their website 1-888-9Doosan(936-6726). Is this the best number to contact them or should I e-mail technical support? Thanks for all your help Tim. Best regards, Branden B.
-
I recognize the name. I tried the code today to no avail. The P address worked as it should but the spindle still unlocked once it read the M29. I had the M89 on the G84 line and the machine wouldn't continue on. I deleted the M89 and it would run but the spindle would unlock. I should also mention that if I type in M35 in MDI the spindle locks but when I put it in handle it unlocks. So I can not manually rotate the C axis in handle mode. Not sure why? I know that M89 is set in the parameters for clamping but I didn't check M289/M389? Best regards, Branden B.
-
Tim, It's easy to see why people say you're the "best resource for these machines." THANK YOU. Sincerely, Branden
-
Will it work if my initial Z position is Z.25? T0909 M90 M35 G28 H0. G0 G54 X5. Y0. Z.25 C0. M177 G97 S500 M29 P12 G84 Z-.5 R0. P2000 F.0625 M89 C180. P2000 M89 G80 I greatly appreciate the insight Tim. Thanks, Branden
-
T0909 M90 M35 G28 H0. G0 G54 X5. Z.25 C0. M177 G97 S500 M29 P12 G84 Z-.5 P2000 F.0625 M89 C180. M89 G80 Thanks, Branden
-
Hello Tim, First off thank you. I looked through the manual but missed the M177. I'll be sure to try it tomorrow, other than that our code looks the same. I understand the use of the P address in relation to the spindles meaning it can't be used on a G84 line? Thanks again Branden
-
rigid tapping on doosan- puma
NiCu2829 replied to mig's topic in Machining, Tools, Cutting & Probing
Fanuc G84 Peck Rigid Tapping Cycle Format G84 X_ Y_ Z_ R_ P_ Q_ F_ K_ ; X Y – Hole position. Z – Z-depth (feed to Z-depth starting from R plane). R – Position of the R plane. P – Dwell time at the bottom of the hole and at point R when a return is made. Q – Depth of cut for each cutting feed (Peck depth). F – The cutting feedrate. K – Number of repeats (if required). When I use a P command on my G84 line the spindle continues to rotate at the bottom of the hole, ruining the threads. I'm working on a Doosan Puma 2600SY lathe. Also when I use M29 (rigid tapping) w/ G84 it unlocks the spindle so I'm only able to use rigid tapping on center. Any thoughts or insight would be greatly appreciated. Thanks - Branden -
When I use a P command on my G84 line the spindle continues to rotate at the bottom of the hole, ruining the threads. I'm working on a Doosan Puma 2600SY lathe. Also when I use M29 (rigid tapping) w/ G84 it unlocks the spindle so I'm only able to use rigid tapping on center. Any thoughts or insight would be greatly appreciated. Thanks.