





eltklas
-
Posts
122 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by eltklas
-
-
Hello to all. Is there any way to change the image that apears in mastercam default cicles?. I need put my own image but I dont find the mode. Thanks for your help.
-
-
Hi to all. I am new in this topic. I know Visual Basic net and I use Visual Studio 2019. Is there examples in VB?. Is there any book or information to learn?. Thanks for your help
-
hi to all.
Are there any spanish courses or books?. My english is really bad and I am interested in learn about how pst works. I make some minor changes in my posts, I make questions, I use variables for my changes, but some parts I dont understand how works.
Thanks for your supports.
-
Hello everyone, is there a database or somewhere where you can check all the highlighted words in Code Expert?.
I think is really usefull for learn to use and make some chages in Pst files.
I have de MP documentation but there are not all words there.
Thank you.
Translated to English by google
-
ok. Thanks. I will try to use it.
-
Hi to all, I have a question. Is there any vble or way to know how many holes has a cycle?. More exactly, I want to know when the cycle is finished but before to retract. Thanks.
-
I found only a few opinfo information in the MP documentation, and searching here I saw your post. I cant do it works. Can you show me any examples for understand better that function?. does It work in X9?.
The documentation show me all the parameters but not how get it from the pst file.
Thanks
-
I think the most easy way is using auxiliary registers (reg1$ - reg10$). I will have to do two times the work of write the skimpasses numbers but I can use that in my post.
Thanks to all for your help. If someone think other way please tell me.
-
thanks. Buffer is a mistery for me. If someone could show me how it eorks?. I found a post here but my english is bad and I cant understand it.
It explains how it works, but I cant apply to my post.
Thanks to all
-
Can I use a buffer in a old pst?. This pst is from X4 I think. . .I can use a buffer to solve my Problem?
Thanks to all
-
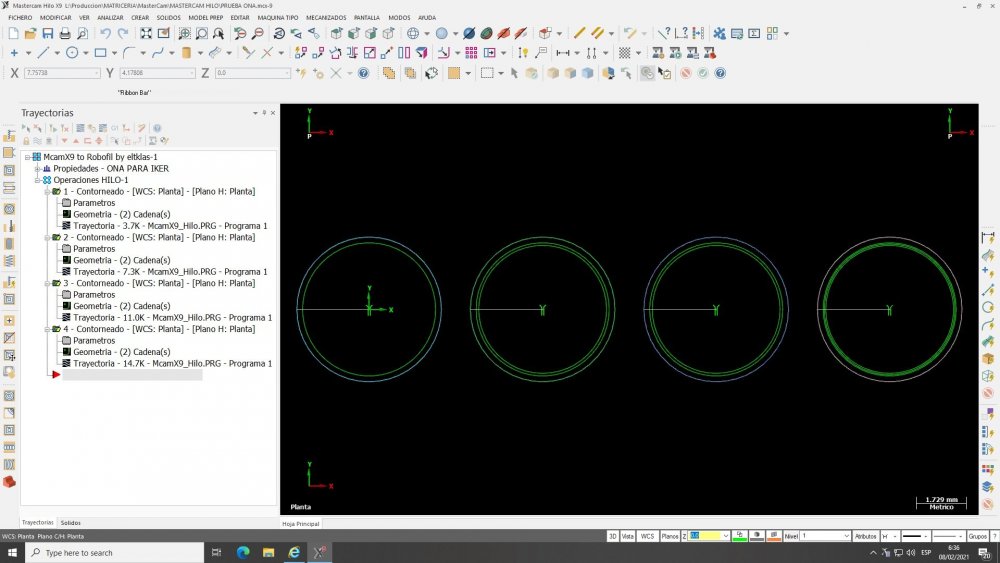
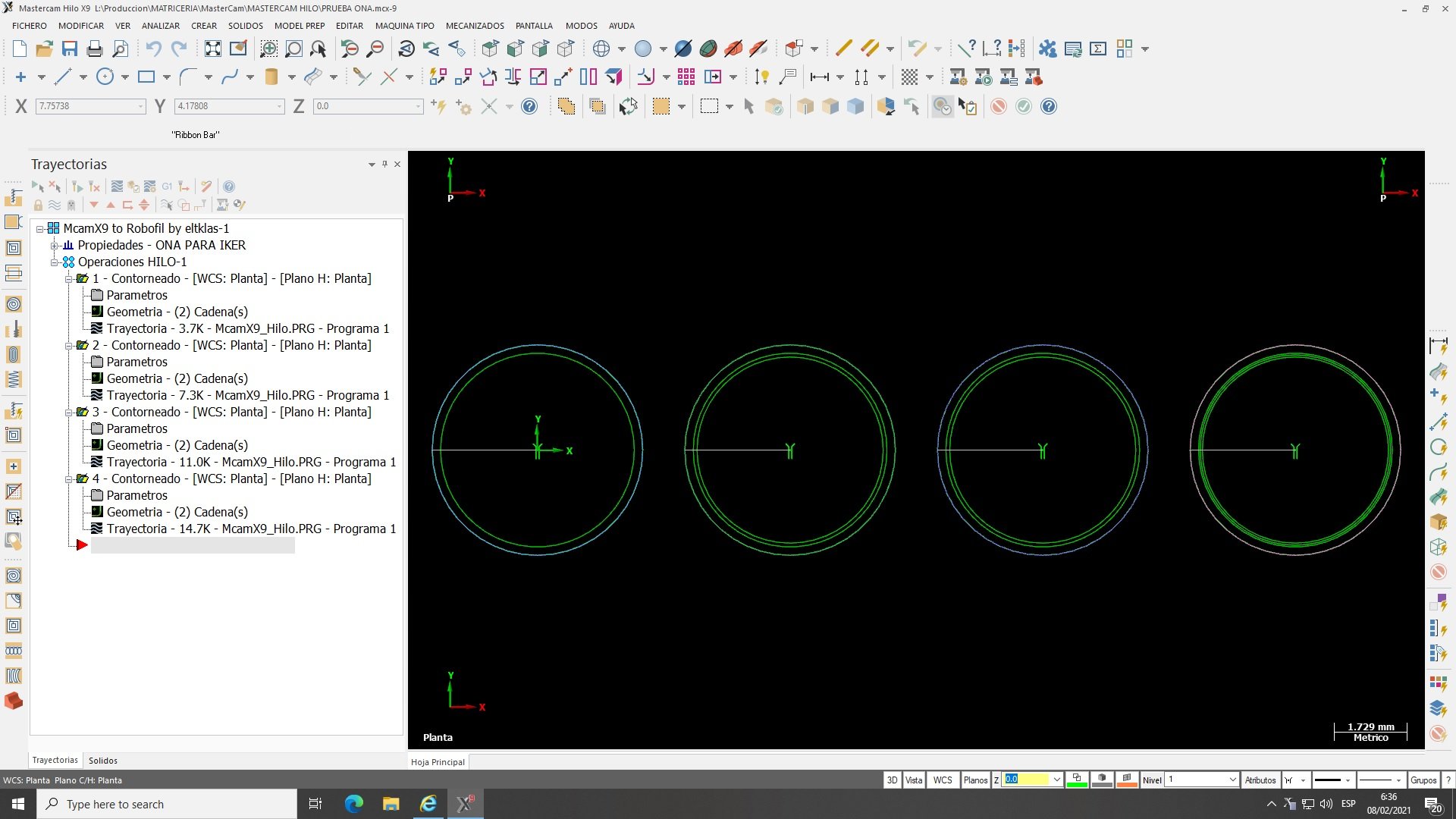
As you can see at picture, I have 4 operations, every one have more passes. I need to add a special value to the line
TECH THICK 100. CRIT 0 "TRIM VALUE"
This line is generated in every pass to charge machine tech, I need to add at the end the word TRIM and de number of skimpasses. I have to do more changes but If I have the value I use it for those changes.
Thanks
-
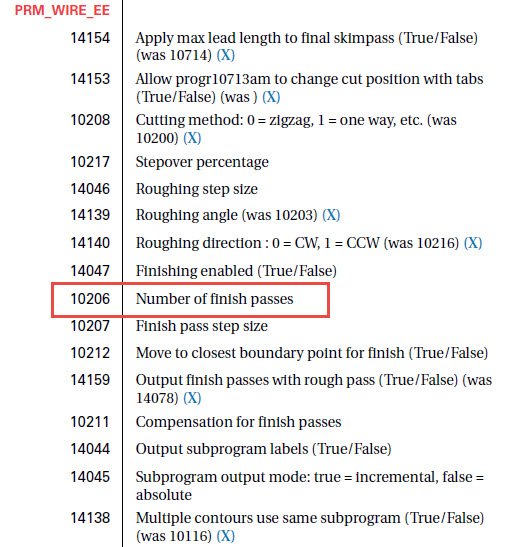
I was searching in the documentation, but I dont know if I can use those values in any part of the post and how can I call the value from the post. Is there other way to know the number of passes from the post in every operation.
Thanks to all for reading.
-
But skimpass only give if it is the first, the last or if it is in the middle. if I dont have skimpass its value will be 0, but if I have 4 passes skimpass will be 1 in the first, -1 in the second and in the third, and in the fourth it will be -2. I need to know that are 4 passes. That is the question. How can I konw this?.
Thanks for your answers.
-
Hi to all. I have a question for you. I know that the pass$ give me the current pass number and Skimpass$ give me de current multiple pass, but I need to know the total number of skimpass in every operation. Is there any variable for that?. Thanks for your help.
edit:
It is a wire post. Sorry
-
I have read in other MILL POSTS that you can change the position of G41 / G42 and G40.
That's what I want to do. I want the G41 / G42 to appear before any contour movement and on its own line, and fthe G40 to appear after the last contour movement and on its own line as well.
But, here's my question I'm using the Generic PST MPWFANUC V2020, but I can't find PCCDIA and PREV_CC_POS, these are the variables used in their changes.
Is there any way to do the same in WIRE PST?. Thank you
-
I will keep trying to turn the new generic Wire PST to my old PST. I'll try to expose the problems more specifically to see if you can help me to solve they.
Thanks to all for your help
-
I know it is an older PST file. But I don't understand If it works well in V2017 what's the reason it doesn't work more. I am trying to change the generic wire PST V2027 but with the same changes in the code doesn't works like older.
Thanks for help. I will tell you if I find a solution.
-
Thanks for your help.
These are the post, control and machine working well in 2017 version. But if I try to convert to 2018, 2019 or 2020 It don't work. There are problems migrating with chook or wizard, all look well but when I select the pst in the control appears a msg of error.
Can someone convert to a newer version that 2017?. It is a wire pst.
I know the resellers earn money with the posts, but if I could find any book about how post works I will buy it.
Thanks
-
Thanks to all, I am converting in every version of Mcam. When I try to convert from 2017 to 2018 apears some error. If I cant solve that I will update the file pst and I hope someone can convert.
Thanks again to all
-
I have a post modified for me for the X9 that works well, but if I convert it for 2020 doesnt work.
do you have any solution for convert the older post to 2020 version?
Thanks
-
I have a problem with the compensation in my nc file.
I am changing a mpmaster wire for a ONA machine, but I need the compensation be in a special way in my nc file
.
TECH THICK 70. CRIT 9
COMP RIGHT
COMP 0
INTL Y16.5
INTL X-25.522
INTL X-26.365 Y12.164
INTC+ X-25.776 Y11.45 CX.589 CY-.114
INTL X-15.288
INTC+ X-14.699 Y12.165 CX0. CY.6
INTL X-15.542 Y16.5
INTL X-20.532
INTL Y16.85
COMP OFF.
but I only got this:
.
TECH THICK 70. CRIT 9
COMP 0
COMP RIGHT INTL Y16.5
INTL X-25.522
INTL X-26.365 Y12.164
INTC+ X-25.776 Y11.45 CX.589 CY-.114
INTL X-15.288
INTC+ X-14.699 Y12.165 CX0. CY.6
INTL X-15.542 Y16.5
INTL X-20.532
COMP OFF INTL Y16.85
.I am really lost. I need in the first move of the contour de comp before of move, and in the last move of the contour. the comp after.
I hope be clear with my question, my English is very bad.
Thanks for your help
-
Thanks, I have this working. Thanks for your help. I vave other question but I think is other topic.
-
That code write de dimension that you have in the stock definition program or is the max measurements of the axes for that machining?
Thanks
exitpost
in Post Processor Development Forum
Posted
Hi to all. I need use exitpost but when I use it is made the head of the NC file and it is save in disk. Is there any way to abort the NC writting?. for example If I have processed two operation but if the third is not correct I want to cancel the NC writing. Thanks for your help.