





Ewood42
-
Posts
212 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Ewood42
-

How Do You Create Class 3B Threads?
Ewood42 replied to McLaren's topic in Machining, Tools, Cutting & Probing
Lol yeah that's probably a better place to start. I had issues with them because I was running them on a beat up old Haas and had to go through everything I mentioned. -
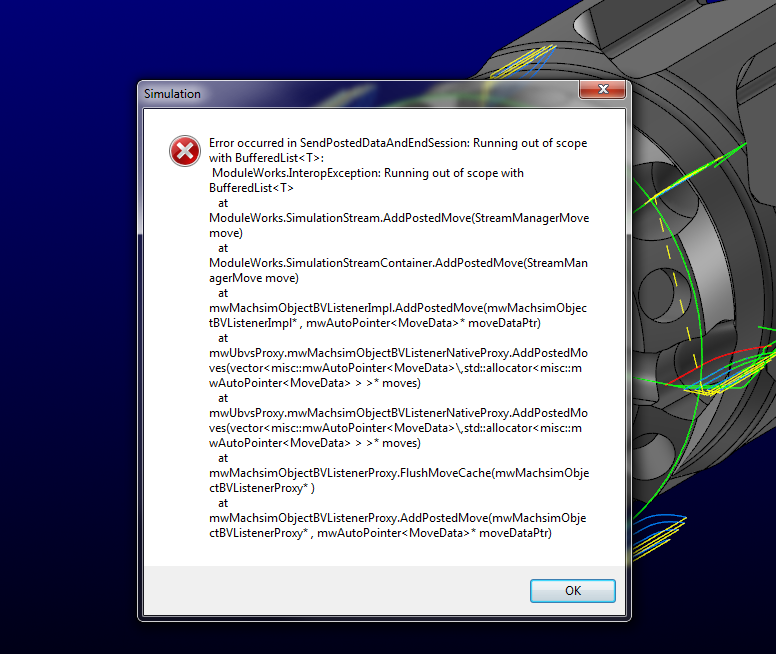
Does this look familiar to anyone? Every now and then I get this if I transform a contour, then transform a set of contours plus a transform. *edit - verify still runs, but does not display all the selected toolpaths
-
How Do You Create Class 3B Threads?
Ewood42 replied to McLaren's topic in Machining, Tools, Cutting & Probing
Working with those threads, any little thing can throw you off. Make sure your holes are clean, straight, and on size. Go as low (*thread percentage) as specs will allow on diameter. Depending on the machine... how many holes and what kind of pattern are you using to get around to them? If you are going through and drilling, then coming back to tap it couldn't hurt to make sure you're always approaching from the same direction, the tiniest bit of backlash can put you off location unless you always approach the holes from the same direction. I *think* MCam has a feature to make all drill/tap cycles approach from the same direction. -
How Do You Create Class 3B Threads?
Ewood42 replied to McLaren's topic in Machining, Tools, Cutting & Probing
We hold +/- .0005" on the diameter all day with carbide drills and get a good finish (for the first 75 minutes or so of feed time anyway), granted that they are some custom grind stub drills though. Should work though. Tried that at my old shop, but boss said it took too long since we were making several thousand of those holes. If you got the time, that is also a good call. I even had a machinist that insisted on boring with an offset head as the only means of getting the necessary size, but those were the hard anodized 3B threads... -
How Do You Create Class 3B Threads?
Ewood42 replied to McLaren's topic in Machining, Tools, Cutting & Probing
Next, see if you can make a 3B thread that meets spec AFTER hard anodize, no masking. -
How Do You Create Class 3B Threads?
Ewood42 replied to McLaren's topic in Machining, Tools, Cutting & Probing
What thread percentage are you shooting for with the tapped threads? Using recommended drill sizes? Check to be sure drill isn't blowing out the holes. Shop I used to work at we had to make 3B threads quite often, and they usually took a little screwing around before they'd come out right. I know you probably already did this, but check for run out in both drills and taps. We always rigid tapped them, FWIW. A lot of the time (and I know this sucks) we had to put in M00s to have the operators apply some oil to all the threaded holes before tapping. -
Best teacher I ever had (no offense, Bob, if you see this!). They will never be able to replace him at CCC.
-
I think I've seen it work as intended exactly one time. You have to meticulously define your tool library (including depth cuts etc. by tool). From what I hear it's still unpredictable and does not make efficient toolpaths. Sacrificing a virgin the cam gods might help.
-
Wait codes as in G4 Pxxxx, or sync codes for a multi-turret machine?
-
LANG clean-tec chip fan
Ewood42 replied to LaChaInSaW's topic in Machining, Tools, Cutting & Probing
So lucky... funny that we were having this discussion (we run our 260mm fan at 8k rpm, btw)... So that drilling cell uses a network switch to pass signals between the robots, mill and plc. A loss of connection generates an automatic e-stop on EVERYTHING. Also, the network switch is on a separate circuit than the rest of the cell. Maintenance just happened to be screwing with the breaker when the fan was running... and it e-stopped while moving between positions and just barely missed the part. Guess I don't need to press the button to find out what happens after all. -
LANG clean-tec chip fan
Ewood42 replied to LaChaInSaW's topic in Machining, Tools, Cutting & Probing
LOL now I'm curious. We use one in our automated drilling cell, as well as a programmed air blast to clean the jaws between parts. Sudden stop cause it to throw the blades? Can't tell me not to push a button without saying why, I'll go push the button to find out. We have a spare fan. -
Wire EDM - high dielectric conductance
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
Found the problem. On the A325 there is a breaker for the DI pump behind an access panel you have to unbolt. Kind of thing where a manual would have been handy. -
Every so often my GUI gets little glitchy (auto-cursor not changing, entities not lighting up when highlighted, etc.), and I usually run ram saver to clear up the issue. In some cases have to restart MCAM. This was a new one though... Ran ram saver, and it removed every WCS I had added to the file. Restarted mcam and reloaded the file and they came back, but that was pretty screwy. Anyone else come across this?
-
Wire EDM - high dielectric conductance
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
Oh I know I shouldn't ever expect anything much above .15-.2 IPM with what we're doing, but fastest I've been able to get it to run since the pump quit working is .06 IPM. Cutting 1/8" aluminum the other day I got it up to a blazing fast .12 IPM. -
Wire EDM - high dielectric conductance
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
Well. DI pump is shot. Either not getting power or the pump is just burned up. Made sure the range to turn on the pump was set correctly, then slowly unscrewed the hoses from the tank while the pumps were running. Nothing, not a drop. Had a knowledgeable EDM sales rep who happened to be in the area stop by and repeat all the troubleshooting I went through, and verified the problem. As I discovered last week with my multimeter, the water in the tank is only marginally less conductive than our tap water. Might explain the painfully slow cuts I've been seeing. -
Wire EDM - high dielectric conductance
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
Yeah, I let it run for almost 8 hours with fill tank and both high/low flushing turned on... Tried to tell them that with as much as it leaks and the fact that we need to frequently top off water we should have plumbed up an extra resin tank in line with the fill hose for the machine to pre-condition the water. I hear that's something a lot of shops will do for filling their tanks from tap water. Now if only the water line they ran down to machine actually had fittings on the end of it and wasn't just a bare copper pipe... We're in the midst of expanding the shop, so the back half of the building we were previously sharing with another company is only half finished, even though we've already moved several machines down there. Had to cart the water down 10 gallons at a time in buckets to fill the tank. Well there's the problem... dry. Switched them, still dry. Sodick told me the water is not always circulated through the tank, it is a function run by the controller. So now I'm wondering if it is just not routing through there due to something screwy with the control. Sensor is clean, and gives a similar reading to a multi-meter I brought in yesterday. There are a bunch of once-labeled switches and dials on the pump/filter setup, almost illegibly marked as "xxxxx ADJ". Sounds like I need to wait on getting a manual, so I can just RTFM and sort it out on my own. -
Wire EDM - high dielectric conductance
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
I was having issues with shorts, but got rid of them by screwing with the power parameters. Had to drop the feed to about a third of what the control output, increased duration of duty cycle, and slightly increased ratio of off to on time to allow more of the crap to blow out of the cut. Also had to tweak the MAO setting... but, no more shorts at least, Just painfully slow cutting. After messing with it this morning, it does not look like the resin is cycling. Not sure on whether it's plumbed up correctly though, the EDM supply rep hooked it up for us when dropping off the tanks a couple weeks back, and when I switched it after refilling the tank I just matched up to how the previous tank was hooked up (labeled in/out). Going to have Sodick send us a proper manual for the machine, but given the pace that non-standard POs move through upstairs, it might be a while. Came down this morning to find some electrical contractors we have in the building set up a cutting/bending station right next to the EDM... and they were blowing their dust all over the EDM. Oh well, at least nobody has tried adding salt to the tank yet. -
Wire EDM - high dielectric conductance
Ewood42 posted a topic in Machining, Tools, Cutting & Probing
Well. Just put in new filters in our water tank and a new DI resin canister, and the water is still waaaay too conductive. As in only marginally less conductive than our tap water. Not sure what else we can do at this point, given how much crap is in the air and the fact that management chose to put it right next to a furnace in the dustiest corner of the shop. Reading about 1.1MΩ/cm in the tank, and our tap water is about 1.0MΩ/cm. According to everything I've found we should be getting 3-5MΩ/cm in the conditioned water. So my question is, how badly will this hamper the EDM performance? Not getting a ton of false wire breaks (still a few), but only managing to get up to about .12IPM in hardened 495B steel, about 5/8" thick. Open clearance on top, close on bottom, submerged machining, .008" brass wire. -
Sodick wire EDM cut parameter manual
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
It's a mk25 control, not sure on the machine model though, it's missing some of the ID plates. Made in 1999, about all I know on the machine itself. -
Sodick wire EDM cut parameter manual
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
Haha working on it. Had to register with Sodick, wait two weeks (not sure if that was our maintenance guy or backup at sodick), then contact sodick to register the machine. Last I heard the PO to pay the registration fee was still being processed upstairs (most likely still sitting in someone's inbox in accounting). Can't provide support until we've paid our fees. Now they've got me training someone on a machine I have no manual for that I am honestly just kinda winging it with. Should be an interesting training session since the guy I'm training has issues just remembering how to properly load a part. So, I don't know what the hell I'm talking about, and he probably won't remember anyway. -
Sodick wire EDM cut parameter manual
Ewood42 replied to Ewood42's topic in Machining, Tools, Cutting & Probing
Well, guess I'm left with educated guess work. So far I've determined that variable cross section interrupted cuts in a forging are a nightmare. Still not 100% on how to adjust parameters to accommodate for the interrupted cut. Makes the flushing far less effective, I know that much. Also... fun story... thought I had hosed my parameters the other day because I came back less than .5" from the end of a cut path to find the wire broken (on a 2 hour program)... only to later discover that the wire feed rollers randomly jam up while cutting and it continues trying to burn without the wire feeding through, so there's also that to contend with. Anyone have any pointers on setting power parameters for cutting parts with cavities in the middle? -
We got an old sodick wire EDM for a few little jobs we had farmed out (bought it from a shop that went under), but I frequently get errors when generating cut parameters. Almost seems like the database is corrupted. Does anyone know if the cut parameter manuals are available online anywhere? Machine is all sorts of funky. Looks like the OS is booting from a hard drive partition. Tried getting the USB floppy emulator on it working, and when I finally got it to read from the "floppy drive", there were a ton of batch and executable files and none of what was on the 1.44mb formatted flash drive I had plugged in.., several with similar names to the control model though. Sooooooo.... looks like I'm hand coding everything on that machine too in addition to guessing on all my power parameters. Fun.
-
Supervisor squashed that idea in favor of getting shell mill arbor live tool holders for the lathes. Didn't even know they make those, but I'm a mill programmer mostly. more importantly though, got the discussion going on why we are making the parts the way we do and where we can go from our current situation. I refuse to accept the answer "because that's just the way we've always done it." Was looking into a solution that could be used on the lathes that don't have a Y axis so we'd need to be on center line. I do that on the mills sometimes if I can get away with it.
-
Machining Cloud and CoroPlus
Ewood42 replied to gcode's topic in Machining, Tools, Cutting & Probing
There is no cloud, only other people's computers. -
Haven't done a ton of digging yet, but looking for a good supplier for ball nose taper end mills. Need something with a relatively large radius (1/4-3/8") and probably around a 30-45 taper angle (included angle). Trying to find something to use more as a form cutter on some of our parts. Feature is basically a V groove with a radius at the bottom, which we're approximating by slotting with progressively smaller ball end mills. They are our product, so we have a good bit of leeway on design and can adapt to whatever we can get, within reason.



