





Code_Breaker
-
Posts
1,348 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Code_Breaker
-
-
No one else is having this problem?
Don Dawson
Corona, CA
-
Hello,
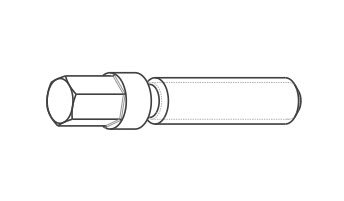
It has been a long time since I have done Lathe Programming.
I lam programming a 3/8" EM to finish an HEX, then using TRANSFORM/ROTATE.
My CODE is correct and Back plot is OK, however my Machine Simulator is wrong. What parameter needs to active the correct movement?
Thank,
Don
-
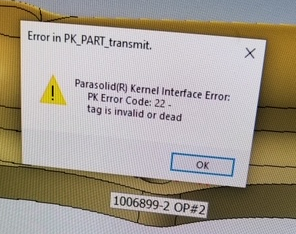
Hello,
Can anyone tell me what is causing this error message when saving? There are no Solids in the file.
Don Dawson
Corona, CA
-
Ron,
The NEW problem with SYNC is it uses the Simulator View and forces MCAM view to change. The only way I can get this to work Properly (from my perspective) is to use Multiple Workpieces under FOCUS.
Don Dawson
Corona, CA
-
Thanks, Ron,
I have the latest RTX4000 drivers...also, working from home with the Company's computer via VPN.
It would freeze on Startup and although I can Click through the Menu button, the Toolpath did not move. If you tried to close it, I would get Server Busy Message, but could not Switch To..., nor Retry. I had to go to the Task Manager and End Session for MasterCam.
I can only think it is the STL file … so I started over … Ran Operation 1 on a fresh Solid in MCAM and then saved the STL (RUFF-A.stl). Operation 2 uses that STL as a Stock Model. I then Prove out the 2nd Operation and save that STL (RUFF-B.stl). It would freeze using RUFF-A.stl. But, I think re-making my STLs over, everything seems to work.
It there a way that using a Created WCS, the Simulator viewports would use the same view as MCAM as it did in the Past Versions? For example, I would be in an isometric view of my WCS, but the simulator would be in the World WCS Isometric view with the Focus Icon selected to Workpiece. I changed it to Multiple Workpiece and it works. Is this what is expected?
Don Dawson
Corona, CA
-
Good Day, Everyone,
I am having several problems with he Simulator after Updating all the Patches to 2020.
1) Locks up at Start Up, have to use Task Manager to close Program.
2) Simulator's View doesn't match MCAM's view at Startup using WCS
Don Dawson
Corona, CA
-
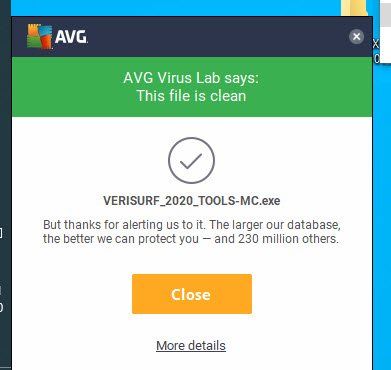
Thanks Ernie,
I added an Exception to AVG and this file worked OK, including Bug Fix.
My IT guys wants to Document the Problem Solved explanation. How can he contact Verisurf? Is sending them to Sean OK?
Send me an email at [email protected]
Don Dawson
Corona, CA
-
I still cannot install ...
Don Dawson
Corona, CA
-
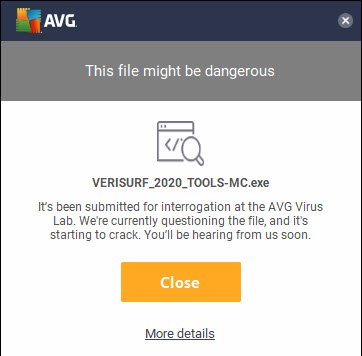
Thanks Ernie,
I report the bug that led to this fi, and I cannot get it to work.
I set an "exception" tag for this file. It goes through the Setup routine and then say "Install Successful." However, it uninstalled the Original Verisurf and there is no option for Verisurf.
I have to Re-install the Old file, but the Bug bugs me.
Don Dawson
Corona,CA
-
Ernie,
I am running MasterCam 202 Patch 2.
I cannot Install your Newer Version of VERISURF_2020_TOOLS-mc.exe
Also, why is the NEWER version (67,855KB) smaller than Original version (115,862KB)?
Don Dawson
Corona, CA
-
Hello,
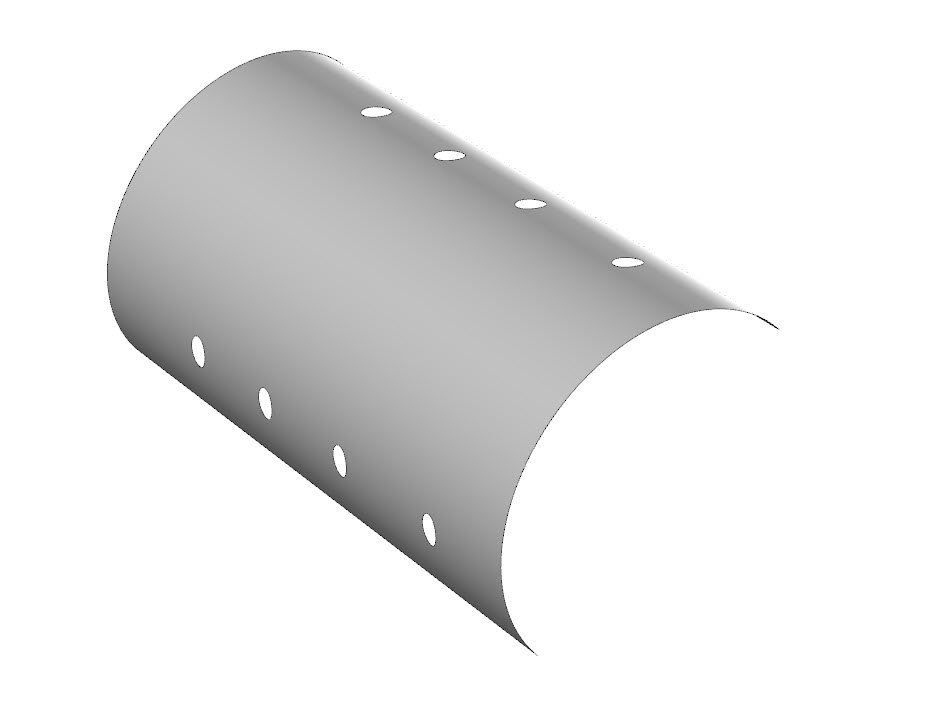
I need to flatten a surface with holes so I can machine a cover/overlay that will cover the surface.
I tried the C-hook FlattenSurf, but it filled in the holes.
Thanks for the help
Don Dawson
Corona, CA
-
-
Ernie,
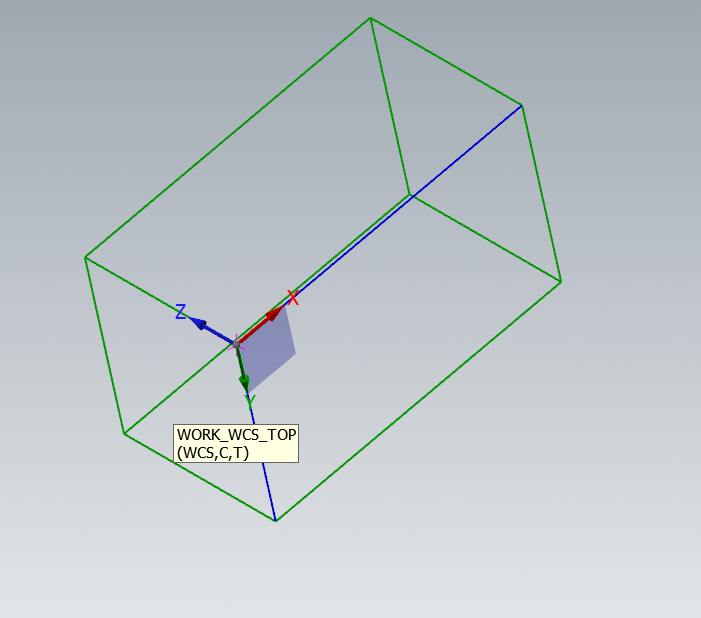
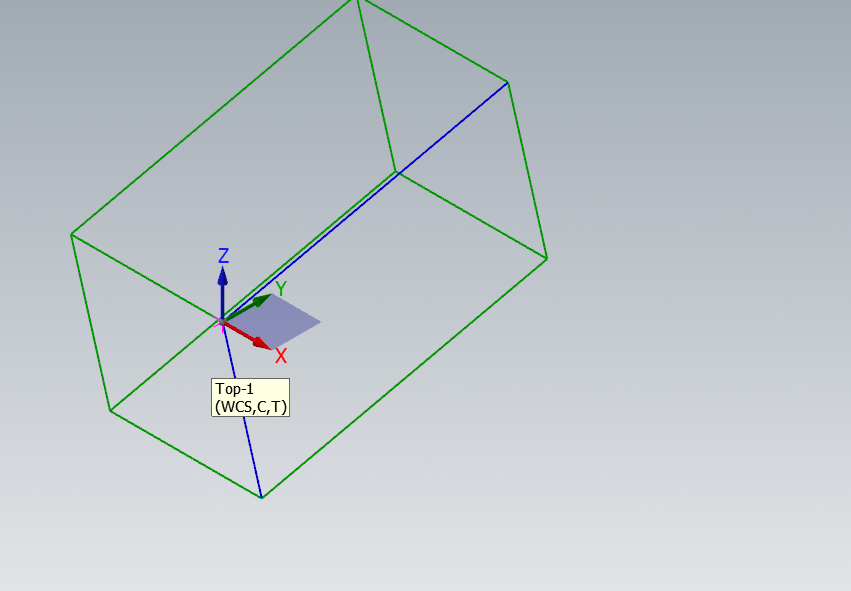
I downloaded the 2020 version two days ago on 3/21/2020. I am having trouble with WCS XYA-ABC when using selection "Relative to:" as WORK_WCS_TOP (See picture #1 below). What happens is the Home Position is OK, but it uses the System Natural Coordinates (see picture #2 below).
I want to keep the HOME position, but Rotate 180 degrees about X axis.
I could do this in 2019 with no problems. How does it work in 2020?
Don Dawson
Corona, CA
PS...I am able to do this within MasterCam by Right clicking on a Duplicated Coordinate System, then Rotating incrementally.
It makes Vericut WCS XYZ-ABC useless.
-
Maybe I should rename who I am to Johnny-come-lately?
If I get the luxury of Knowing I have a Left Hand and a Right Hand Project, I program the First Part to the Print. I also plan all my Toolpaths in Advance anticipating Mirroring the Toolpaths. This will make Mirroring easier. Then, as mentioned above, mostly 2D contours and the likes, will need to be re-selected if using Cutter Comp/Wear to change directions.
I used Designated Level for anything I will be mirroring as well. Makes life simple. This includes Level 15 as my Mirror lines for X and Y of equal lengths and crossing in the Middle for Center of Rotation for some Tool Paths.
Just my humble opinion, but I help it if I am right?
Don Dawson
Corona, CA
-
Yes, I would like to know that also:
"Doesn't rigid tapping lock out speed/feed controls at the machine?
Don Dawson
Corona, CA
-
This is what I am getting:
(1/2-13 TAPRH)
N6000
T6 M6
G0 G90 G54 X-4.625 Y2.075 S1200 M3
G43 H6 Z6.
M8
Z1.
G95 (feed per revolution)
M29 S1200
G98 G84 Z-1.5 R.3 F.0769
Y.075
Y-1.725
G80
Z6.
M5
G91 G28 Z0. M9
G28 X0. Y0.
M30
%Feed Rate equals Pitch (ie. 13TPI = F.0769; 20TPI=.0500...{1/pitch])
G95 tells the Control that Feed is based on Revolution, regardless of RPM. Allows the Operator to increase/decrease RPM without changing the PITCH. Otherwise, both FEED and RPM must be changed proportionally (inviting Operator's Error).
This is the way it works for FANUC Controls. I wanted to know how it works on a HAAS without testing it. I don't want to TEST until I am fairly sure of the Outcome.
Don Dawson
Corona, CA
-
Thanks,
No G95?
Isn't the Feed Rate equal to Pitch?
11 TPI = .0909
Just wondering.
Don Dawson
Corona, CA
-
Afternoon Everyone,
It's been awhile since I wrote code for a HAAS VF2ss...Anyone have an example of the Rigid Tapping Code Output?
Thanks
Don Dawson
Corona, CA
-
I updated yesterday and wow ... the speed was remarkably different.
Don Dawson
Corona, CA
-
 3
3
-
-
I have a problem from time to time that the Fanuc control series 19i MB will make its own determination with an arc movement.
Back plot looks good
Verified looks good
CIMCO Editor NC code back plot looks good
Vericut looks good
I tend to feel the it has to do with the length of the arc or something along that line that is "confusing" the machine controller ...
I have seen this with other companies and always with the FANUC controls.
Is there a parameter we can set other than using point-to point programming?
Don Dawson
Corona, CA
-
Hope this is not a re-post ...2nd try
Thanks JoshC, your suggestion worked.
Our post was made by our reseller and is linked to the Mach/Ctrl Def.
Tested last night after I left ... we are good to go.
Don DawsonC
orona, CA
-
2
-
-
We have an unusal setup:
A axis is the rotary table with positive rotation clockwise
B axis is the tlit with positive rotation counterclockwise
The code thinks A axis rotation is CCW for positive.
Is there a quick fix in Mach/Ctrl/Post for this?
Thanks,
Don Dawson
Corona, CA
-
That's only work in Verify ...
Don Dawson
Corona, CA
-
Hi everyone,
I have a question, at work I am using X9 (IT does not want to install 2017), and the default for Rapid is straight line. Is the a way to set it like the control and move to the nearest X or Y and then finish at destination (like a dog-leg)?
Don Dawson
Corona, CA
2023 Lathe --C-Axis Cross Contour (parallel to axis)
in Industrial Forum
Posted
Thanks Ron,
Also, Machine Simulator does not recognize STOCK FLIP.