





Leon82
-
Posts
2,215 -
Joined
-
Last visited
-
Days Won
13
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Leon82
-
-
You have to click the manage option when you click machines, mill/lathe, unless it has changed since x9
-
-
Actually the tool change block
-
Scroll down to the psof area and post screen shot
Idont have internet on my computer so a screen shot is a pita.
-
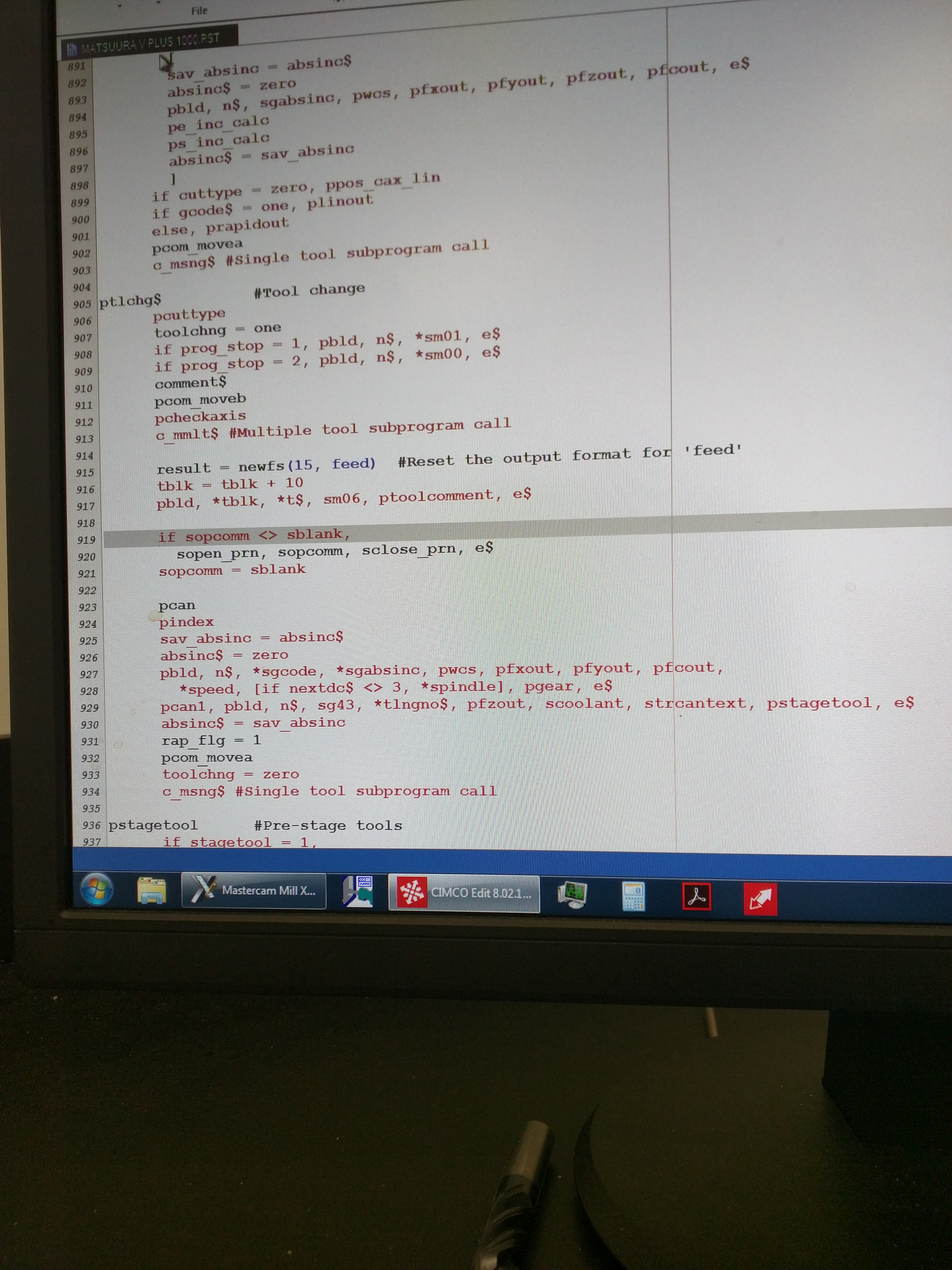
In the start block there should be a if sopcom blank......
That should have open and close commands like in the picture Craig posted
-
That is information you entered in the tool selection page dialog box correct?
-
Is it possible you inserted a comment line in there without open and close parentheses command
Or deleted the open or closed command
-
I think you should keep the rapid and feed at the lowest settings and watch the distance to go
-
 3
3
-
 2
2
-
-
You should make it whatever you have in mastercam.
If it's center make it that.
Touching off tools depends how you setup your machine positive or negative offset?
-
 1
1
-
-
If you want to change the origin in mastercam and don't want to move the part you have to make a copy of top plane and set origin with the cursor.
Then edit common parameters and switch to your new plane
-
Usually I indicate the center but you can use an edge finder and some math if you don't have an arm long enough to reach with an indicator.
Some machines have macros built in also.
I use a chuck bolted to the table or you can use soft jaws if the flatness isn't critical
-
1
-
-
Our print will sometimes call out how much to leave for heat treat.
Some invar prints say no cuts more .01 after heat treat
-
I was very happy when I found out about this a couple years ago.
In x 9 however if you do it while tool paths are using it they won't become dirty. just make sure you do a regen afterwards
-
8 hours ago, newbeeee said:
are you saying that the nogo goes in and the go doesn't?
I had that happen on a form tap once The no-go slipped in like a pin and the go was very tight.
-
Is there an option in the settings for verify to select the level of the fixture? I know there is in regular mastercam
-
For that to work you have to turn the flag on and it's in there somewhere.
Under the bracket you can add that line I posted and it will post it out. But if you use this for other machines it may not be desired.
So if you want to limp thru till you have a custom post you can make a copy for the okuma
-
You cAn put this before that line
pbld, n$, sg95, e$
There is usually a header before them
#---------
#drilling
#----------
-
In the drill cycles.
There is one for tap
Looks like this
pbld, n$, g85 yada yada
Add it before
-
You have to edit the tap cycle to output the ipr code
On the ptap line
-
Parameters 5210 will give you the tap code
-
Are you sure you have a good tap?
-
I leave .005 with a .0025 tolerance usually with good results. I think I use 50% cut/arc tolerance It will over cut if your tolerance is bigger than stock to leave.
The machine is also running the aicc or the matsuura ips so it is not going to overshoot
-
1
-
-
the arcs page in the control def I believe
-
Do you have positive comp in the tool in the control?
HOW TO ADD MACHINES IN THE MACHINE TYPE TAB
in Industrial Forum
Posted
Use the upper left folder icon to navigate where you have your machines stored.