





Columbo™
-
Posts
719 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Columbo™
-
-
To me the best form of training is ALWAYS live.
In front of a teacher that can answer questions, show examples and take you through a real world issue right in front of you.
JM2C
John,
I agree 100%...
The problem is the boss wants us to pick one of the three mentioned. So I was tasked to pick one.
-
I am looking for some pros and cons for the following three...
Anyone ever use them??
Mastercam U
Eapprentice
Streamingteacher
Thanks...
The company wants to set something up with one of these.
-
I am looking for some pros and cons for the following three...
Anyone ever use them??
Mastercam U
Eapprentice
Streamingteacher
Thanks...
The company wants to set something up with one of these.
-
here is mine
1/4-20 tap
500 rpm 25 ipm
.600 deep
G94
;MASTERCAM - X
;MCX FILE - C:\USERS\DOUGM\DESKTOP\TEST.MCX
;MATERIAL -
;PROGRAM - TAP.MPF
;DATE - JUL-22-2011
;TIME - 11:24 AM
;POST DEV - IN-HOUSE SOLUTIONS INC.
;T4180 - 1/4-20 TAP RH - DIA. - .25"
N100 G700 G17 G40 G90
N110 G54 D1
N120 CYCLE800(1,"DMG",0,27,0,0,0,0,0,0,,,,-1)
N130 TRAFOOF
N140 ROT
N150 TRANS
N160 G0 SUPA D0 Z-.1
N170 SUPA X-15 Y-.1
N180 SUPA B0 C0
; 1/4-20 TAP RH
;TOOLPLANE NAME - OP1
N190 T4180 M6
N200 G0 SUPA D0 Z-.1
N210 SUPA X-15 Y-.1
N220 G54 D1
;MAX - Z.25
;MIN - Z-.6
N230 CYCLE800
N240 S500 M3
N250 G90 G0 G17 X-2.5625 Y-.875
N260 Z.25
N270 M08
N280 G94
N290 MCALL CYCLE84(.25,0,.25,-.6,,,3,,.05,0,500,500,3,0,0,0,,)
N300 X-2.5625 Y-.875
N310 X2.5625 Y-.875
N320 X2.5625 Y.875
N330 X-2.5625 Y.875
N340 MCALL
N350 M09
N360 M5
N370 G0 SUPA D0 Z-.1
N380 SUPA X-15 Y-.1
N390 SUPA B0 C0
N400 G90
N410 M30
%
Thanks....we did try with the G94 and it worked...
.gif)
-
Hi peeps,
We ahave a DMU50 and need to do a rigid tapping operation. We have never tested the post for this cycle yet. The question is do we need a G95 or a G94 for this cycle to work correctly.
I know in other machines we use G95. BUT this is a DMU I'm talking about. Could the G95 be hidden inside the cycle?
Seems that our DMG regional office moved and we are waiting for a new contact to respond.
Thanks
-
Columbo,
I have Windows 7 and I placed the logo.png file here?
C:\Program Files (x86)\mcamx5
Also, my logo is 194 x 167. Could the size of your logo be the problem?
I didn't have any problems so I'm just trying to come up with some things for you to try.
I did try puting the file in that directory.
Also logo size that I have is 96 x 96
Henry, I presume your files are on a network? I don't get the pictures when posting a network file. Locally it works fine.
Terry,
We are using a nethasp here. But mastercam is loaded on each pc so I am pretty sure it is running locally.
BTW....
I also dont get the tool picture.
I switched from HTML to excel and then the logo works. Going back to HTML it does not.
-
Replace the logo.png file to any picture you like. The logo.png file should be located in the mcamx directory.
You should open the logo.png in that directory to be certain this is the file you are replacing.
I did that and I get a square box.....not my company logo....
Worked on X4 no problem ...
-
Dave,
Yes that is the plan of attack.
That is standard here for small deep holes. In another area of this part I am working on the holes are deeper than 3.5". We have had issues here where the drill hit chips during the peck and broke.
There is a sub program in some of our machines that need three points to drill this way. (BUT needs to be entered MANUALLY into the program) 1st is the retract, 2nd is the clearance above the hole to be drilled and 3rd is the final drill depth. Also need a peck, feedrate and return clearance
This is what we use now on an OSP control. (have to add to program manually)
N1090 T18M06 (LONG .157 TWISTDRILL)
N1100M00(MAKE SURE DRILL IS NOT BOUNCING )
N1110 G15H05G90G00X-3.2Y4.05S1500M03B90.T43
N1120 G56Z8.H18M08 (.180 DIA. SPOT FOR DRILL)
N1130 Z2.43
N1140VC40=-1.895 (FINISH Z)
N1150VC41=2.43 (CLEARANCE PLANE/OUTSIDE THE PART)
N1160VC42=.05 (PECK/Q/POSITIVE VALUE)
N1170VC43=1.68 (START POINT/R)
N1180VC44=.025 (PECK RETURN CLEARANCE/POSITIVE VALUE)
N1190VC45=3.6 (FEED)
N1200CALL O0831
N1210 G00Z8.M09
N1220 M05
N1230 G30P1
N1240 M00
O0831
N10 (1ST PASS)
G00G90Z=VC41 (Z RAPID TO OUTSIDE R)
G01Z=VC43 F30.(FAST FEED TO INSIDE R)
VC46=VC43-VC42 (R-Q/CALCULATE 1ST DEPTH)
G01Z=VC46 F=VC45 (DRILL 1ST PECK)
G00Z=VC41 (Z RAPID TO OUTSIDE R)
N20 (OTHER THAN 1ST PASS)
VC43=VC46+VC44 (LAST DEPTH + CLEAR./NEW INSIDE R)
VC46=VC46-VC42 (NEW Z)
IF[VC46 LE VC40]N30 (NEW CAL. Z LESS THAN FIN Z, GO TO LAST PASS)
G00Z=VC43 (Z RAPID TO NEW INSIDE R)
G01Z=VC46 F=VC45 ( DRILL)
G00Z=VC41 (Z RAPID TO OUTSIDE R)
GOTO N20
N30 (FINAL PASS)
G00Z=VC43 (Z RAPID TO NEW INSIDE R)
G01Z=VC40 F=VC45 (FINAL Z DEPTH)
G00Z=VC41 (Z RAPID TO OUTSIDE R)
RTS
we also have something similar for fanuc controls.
AGAIN......has to be typed into the program manually......can something like this be posted???
-
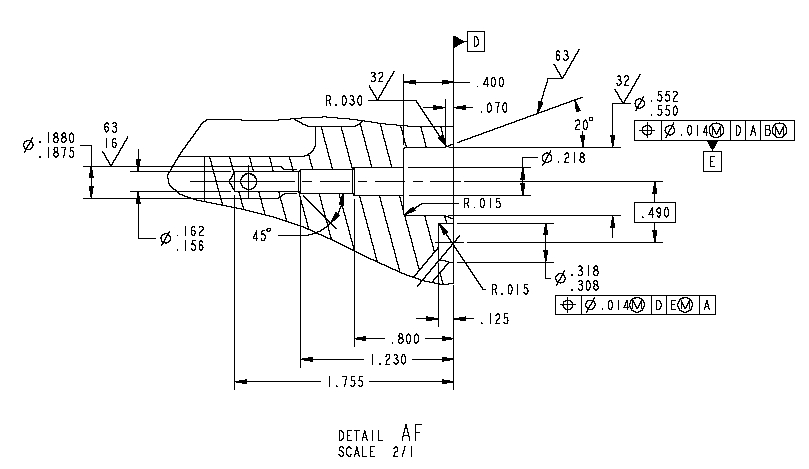
I need to start the .156 drill in the .188 hole, peck .05 retract out to the .550 bore, rapid to .05 from last peck drill another .05 retract out to the .550, rapid back in etc.
NOT starting the .156 peck in the .550 bore.
-
Material 15-5 heat treated to H1025 (Rc34-42)
I need to come out to the .550/.552 diameter bore during peck drilling the .187 and .156 holes to clear chips, then rapid back in. Is there a way for Mastercam to do this?? I do NOT want to start pecking at the start of the .550/.552 hole as it would cut air. {see attached file}
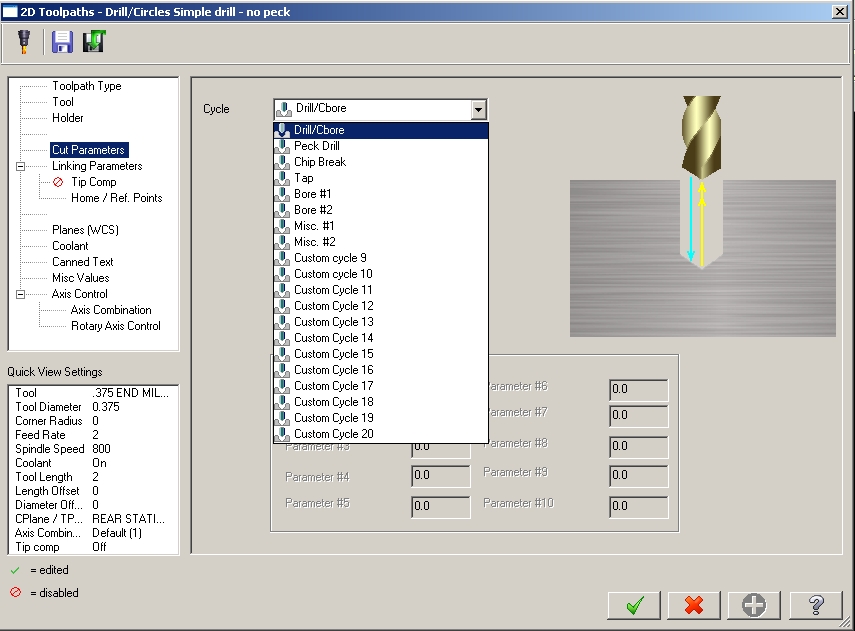
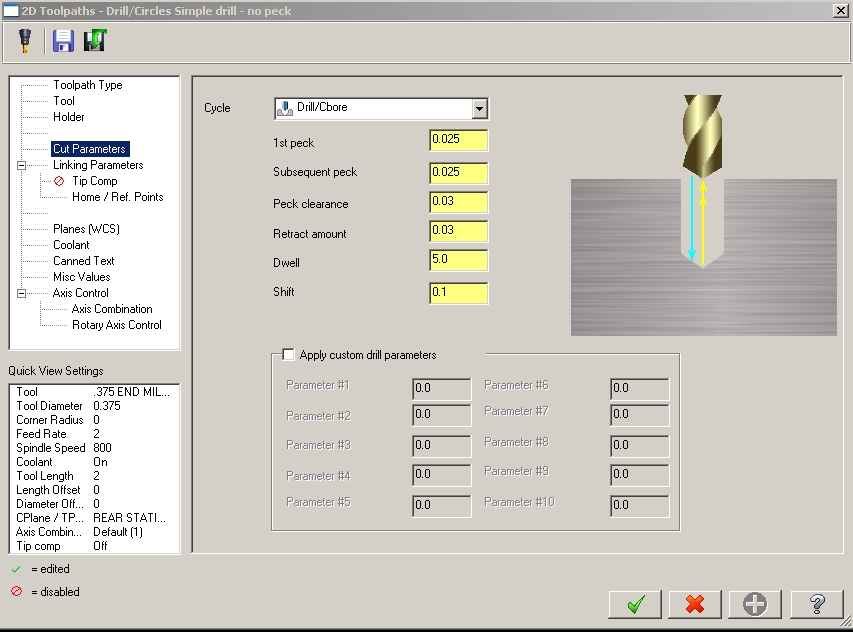
Custom drill cycle maybe....never used them....How is it done???

-
Thanks G.....got it
-
I keep getting this error whem I post a lathe job.
Looked the the output BUT....the error....what gives?
-
Thanks guys
works fine now
new forum

-
 1
1
-
-
Is there a way to update the control and machine file in the CNC_MACHINES directory.
X5 doesn't see them. and wne adding the -5 I get errors

-
1
-
-
Thanks John.....have no idea what a roaming profile is, but I'll let them know when they call...
-
1
-
-
just sent this to my IT people....
Has anyone seen this before
Warning error opening C:\documents and settings\hgg\my documents\my mcamx5\confg\mcamxm.config
and
Unable to open C:\documents and settings\all users\documents\shared mcamx5\MASTERCAM.kmp
-
1
-
-
Way cool....

-
Rick,
Couldn't you change the points in toolpath editor??? [edit point ~ feedrate]
Or am I not understanding what you want?
-
1
-
-
The post is a custom Fadal Post from In House Solutions. If seeing any sections of the post will help in fixing this issue I can post them.
Couldn't you just send the post back to in-house for the quick fix?
just sayin
-
I think they got rid of that in version 7.....or was it 5...
-
1
-
-
I know for sure toolpath does not convert to OLDER versions of mastercam....BUT....
The geometry should be there.....check your levels/blanks etc. Also check your colors......Maybe the other programmer changed colors on you....(if a black background, and changing all colors to black......you will see BLACK or NOTHING..
Having a blank X4.....isn't that the file version before the back conversion? If converting from X4 to X2, then back to X4.....yes toolpath is GONE!
-
MOVED.....
:headscratch:
-
In the cycle parameters page, select a standard drill cycle....that should do it.


-
OK Boyz........got it....
Every time I forced the top view with a numbered view like 2 it output G55 instead of the needed G518
All the other operations use a -1. (not sure why it does this)
Instead of putting 18 into the work offset I needed to put a 17 to get G518 (18 -1)
I think that's it......but it works, that's all that counts....
Dave thanks for the e-mail.
And same to you Chippy
.gif)
Standard Geometry Imports
in Industrial Forum
Posted
Keith...
Doesn't that work only if you have version X or higher....Brendan, what version MC are you running?