Search the Community
Showing results for tags '.SET'.
Found 4 results
-
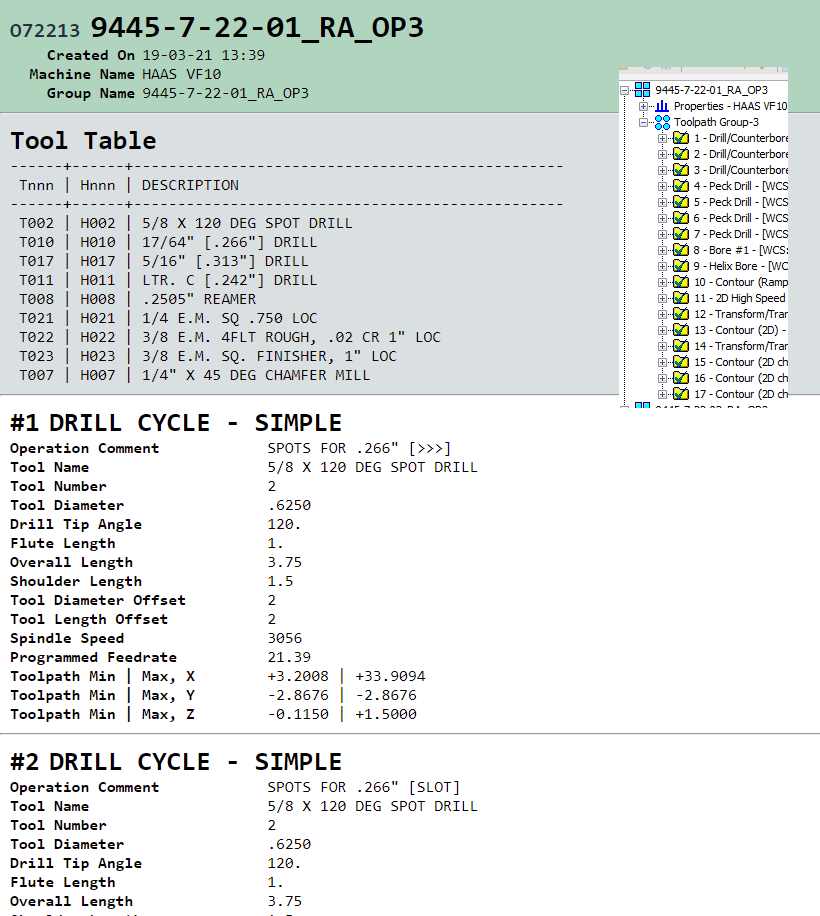
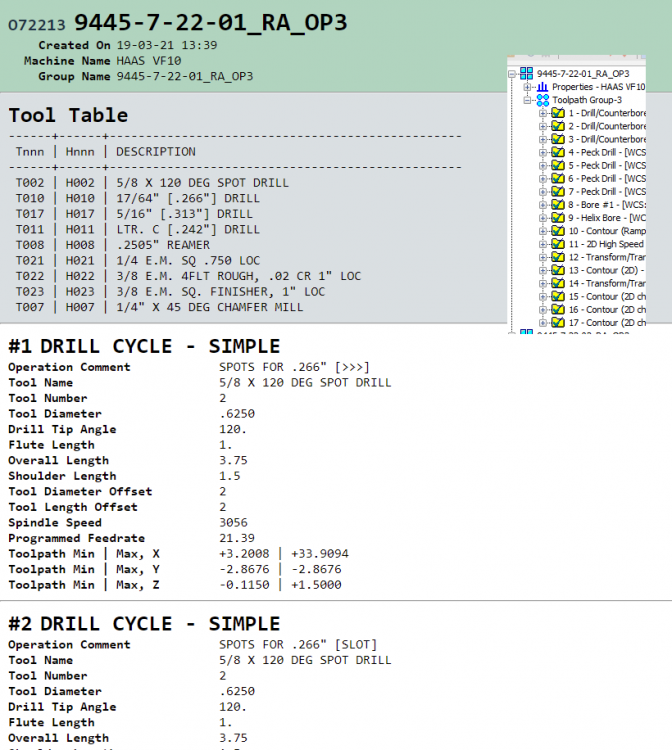
So I like digging into things to see what I could do to enhance or create something new out what is available. I like the MILL.SET setupsheets over ActiveReports and so I got thinking.... If I am writing a text file.... why not write some html tags with that information! Does anyone think this is cool? worth working on more? completely spaghetti post? (I have just been self teaching from the Post Manuals) Can I distribute .SET files? Can I put this on github? I am kind of obsessed with HTML and Javascript HTML.SET
- 10 replies
-
- 4
-

-
- setupsheet
- mill.set
- (and 1 more)
-
Edit: so, apparently I don't know how to attach files. If someone will help me with that, I'll share the .set file. I haven't been on in a long time. Moved to a new state, new company, all that jazz. Anyway, I just finished work on a handy little .SET style setup sheet. I was previously using the active setup sheets but they tended to be a little more than I need for most jobs. For the most part, this is a rough draft but it's a good start. I have Cimco setup so that it will print two columns with margins at 1in and line count at 80. Below is an example. The .SET contains a buffer to avoid the reposting of duplicate tools and it will output tool holder names only if you use them (if <> "Default Holder"). The only point of me sharing this is to give back to you guys because you guys taught me how. Any questions or suggestions are welcome. Even just writing this post has given me a few new ideas. Thanks. BRENDELL MANUFACTURING MILL TOOL LIST ------------------------------------------------------ ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ N 1 G81 SPOT DRILL .39 DIA HOLE DEPTH = -0.190 TIME = 7 S ------------------customer info---------------------- ------------------------------------------------------ Date = JAN. 31 2017 N 2 G73 SPOT DRILL 1.000 DIA HOLE Machine = MAZAK NEXUS_510C R 2 DEPTH = -0.250 TIME = 3 S ------------------------------------------------------ Tool List N 3 G83 DRILL .39 DIA HOLE --------- DEPTH = -2.167 TIME = 4M, 35 S ------------------------------------------------------ ------------------------------------------------------ N 4 G73 DRILL 1.002 DIA HOLE TO 63/64 DIA T1 = CM9 .551 DIA NINE9 SPOT DRILL 90 DEG DEPTH = -2.346 TIME = 2M, 26 S DIA=0.551 SOL=3.937 LOC=0.551 ------------------------------------------------------ ------------------------------------------------------ N 5 Misc_1 BORE 1.002 +.002/-.000 T2 = 25/64 DRILL DEPTH = -2.030 TIME = 1M, 26 S DIA=0.391 SOL=2.297 LOC=1.125 ------------------------------------------------------ T3 = 63/64 DRILL DIA=0.984 SOL=3.000 LOC=2.000 ------------------------------------------------------ T4 = 1.002 BORE TOOL DIA=1.003 SOL=5.551 LOC=0.500 ====================================================== (4 TOOLS):(5 OPERATIONS) ------------------------------------------------------ Max_X = +15.808 Min_X = -14.558 Max_Y = -0.097 Min_Y = -0.603 Max_Z = +3.000 Min_Z = -2.346 Cycle Time = 9M, 8 S AJ-Mill.zip
-
I'm open here so maybe Active Reports is not the way to go. What ever it is, has to be free or included with my software. I do not like the .set type of setup sheet. After opening with that, I have been experimenting with Active Reports Designer. I pretty much have it laid out like I want but how do I make a text box that I can type data in at the moment of creating the setup sheets? I see it has to be bound to a xml file but where do I get this original xml file? I just got a tutorial from my reseller today but if any one has a very short and sweet setup sheet that would save me a load of time I'd be very grateful. If any one can help I'll take a screen shot or upload some files when I get back to work tomorrow.
-
I've been tasked with comparing each Tools' max depth of cut over all Operations; comparing to it's fluted length, and reporting any issues. Since this is to be done in a SetUp Sheet (.set file), I'm hoping this is the place to ask. This max depth will not have to be the actual value computed by MasterCam; the values originally entered by the programmer would suffice. A quick scan thru the NCI reference seems to show that this would have to be done on an Operation Type basis, with a routine to handle each unique type of operation available in MasterCam. Still, is this even doable? How would one be able to tell in 3 axis ops, thread milling, etc? I'm not looking for code, per se, but just a reliable method to gather this information. Once I'm able to extract info from Any single Op, the rest should be doable. Any ideas on this one would be MORE than welcome.