milehighxr
-
Posts
69 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by milehighxr
-
something like this?
-
I'll give that a whirl as soon as I can, and report back.
-
first part of it 2nd part
-
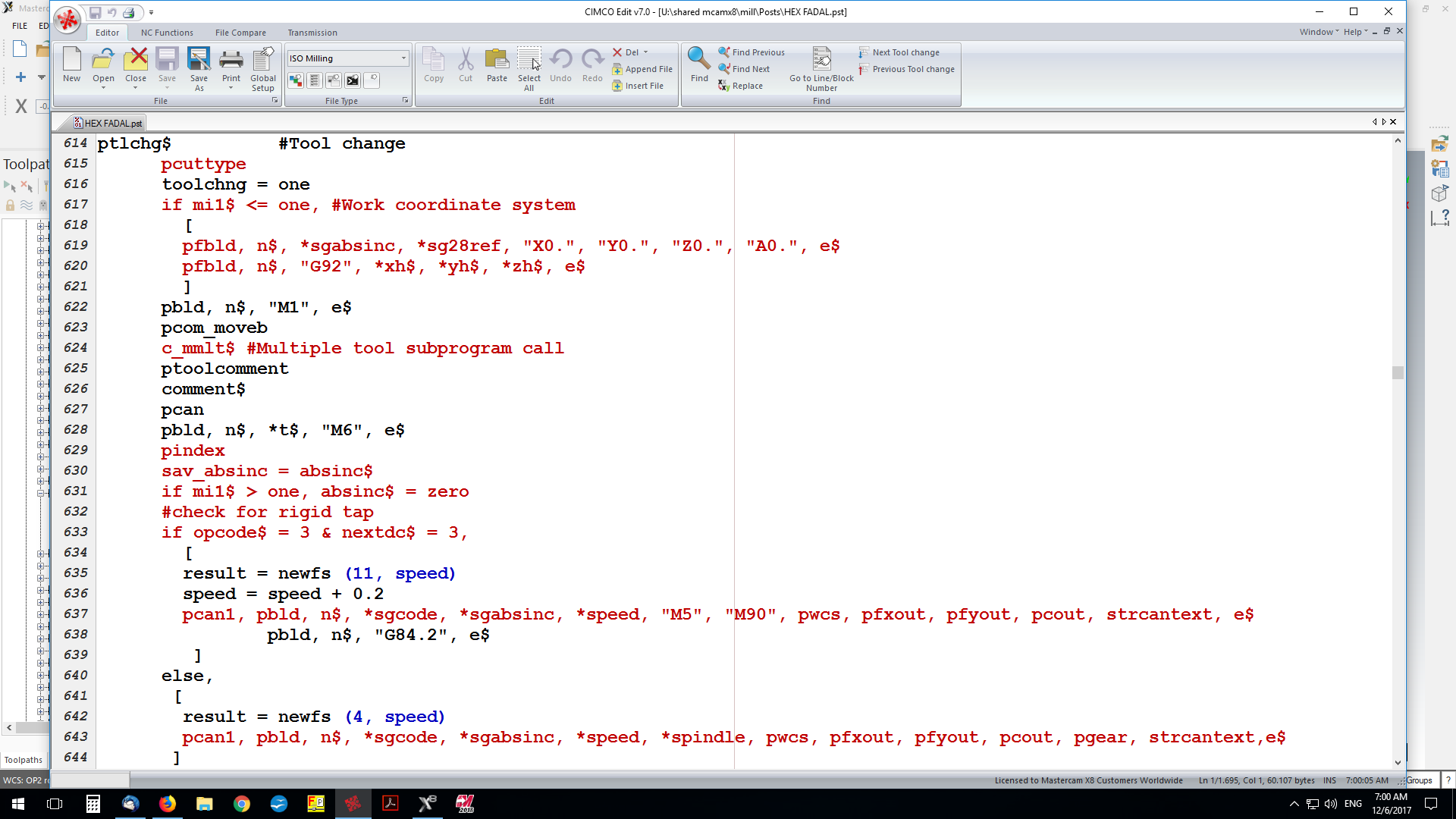
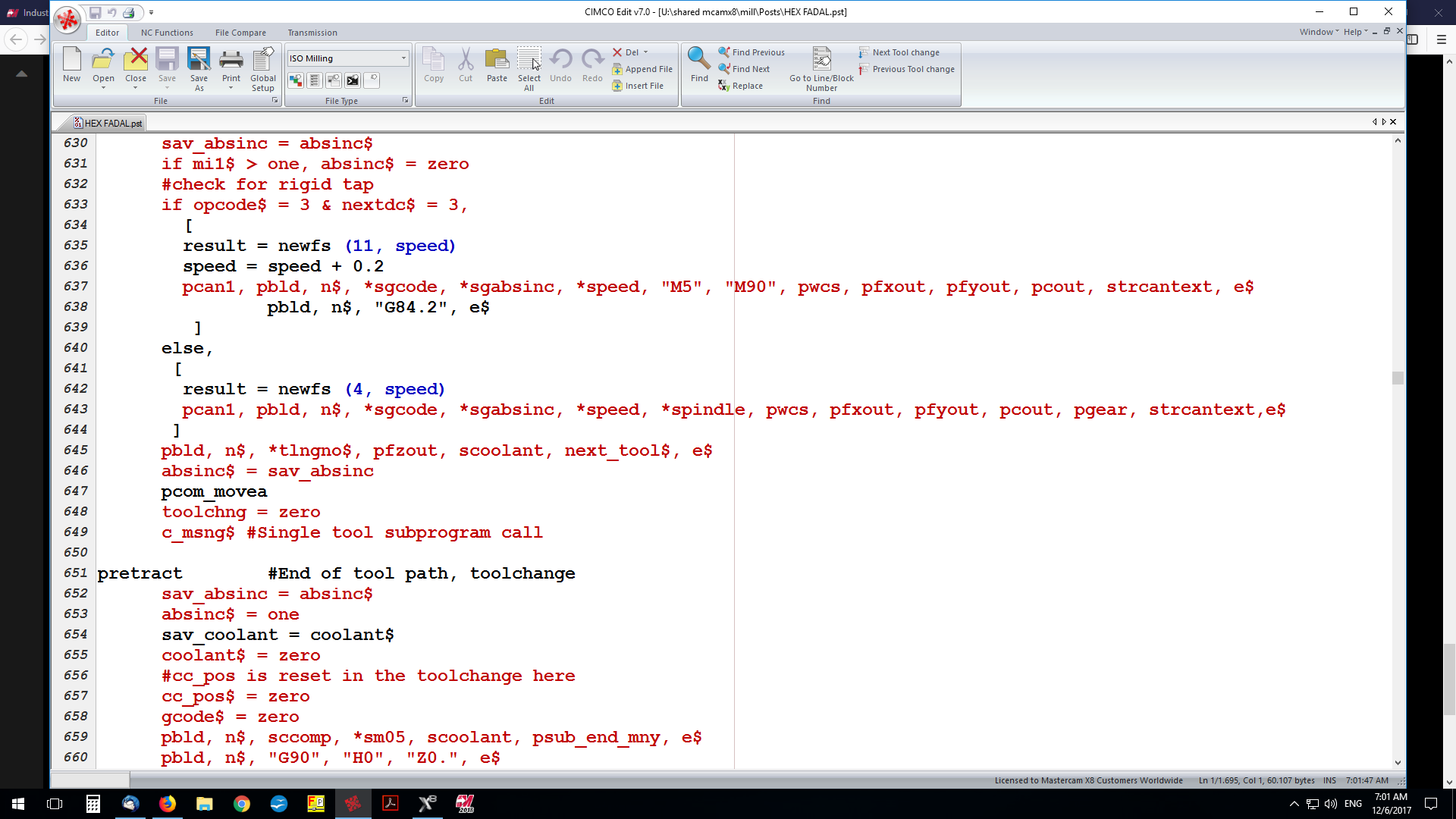
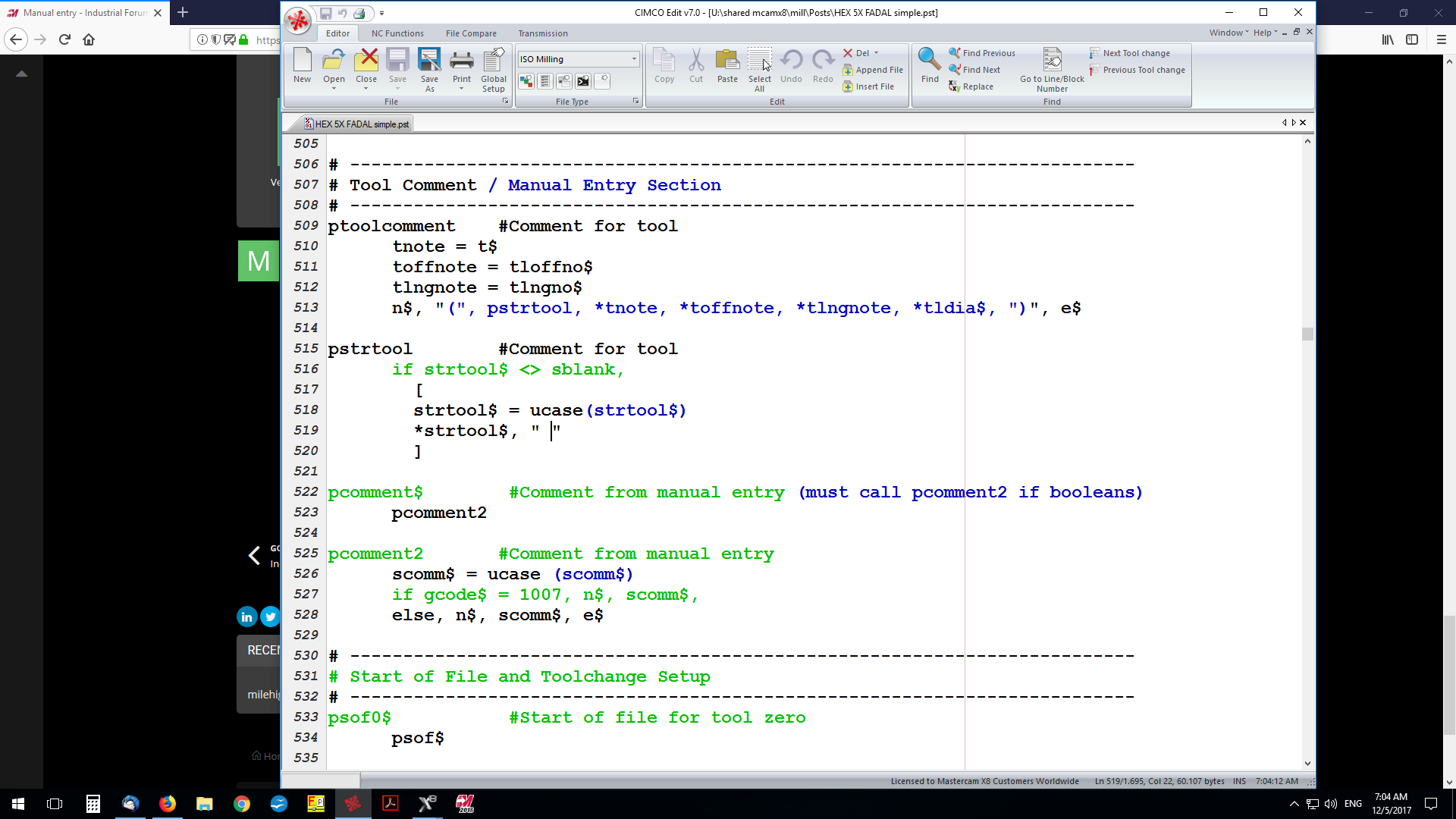
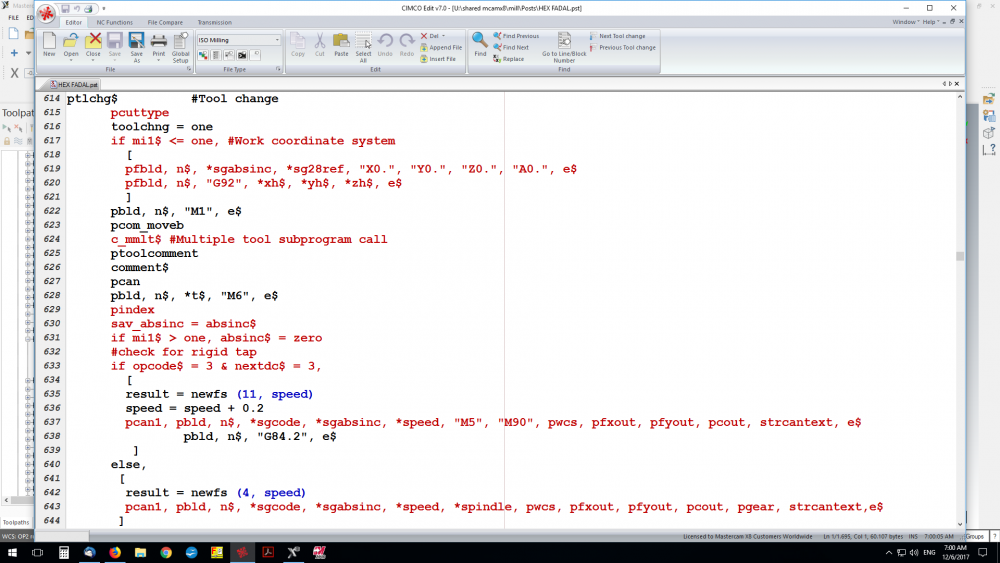
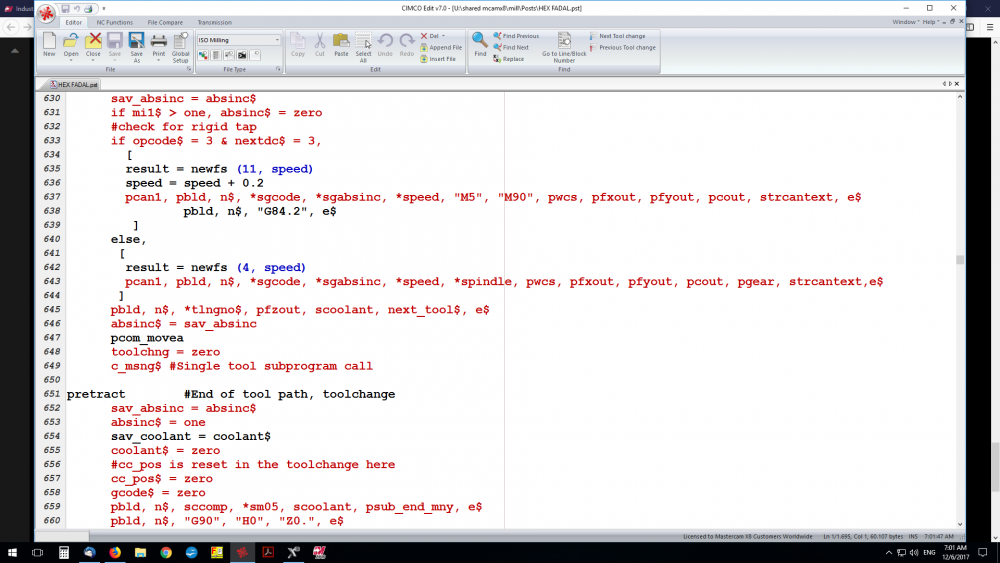
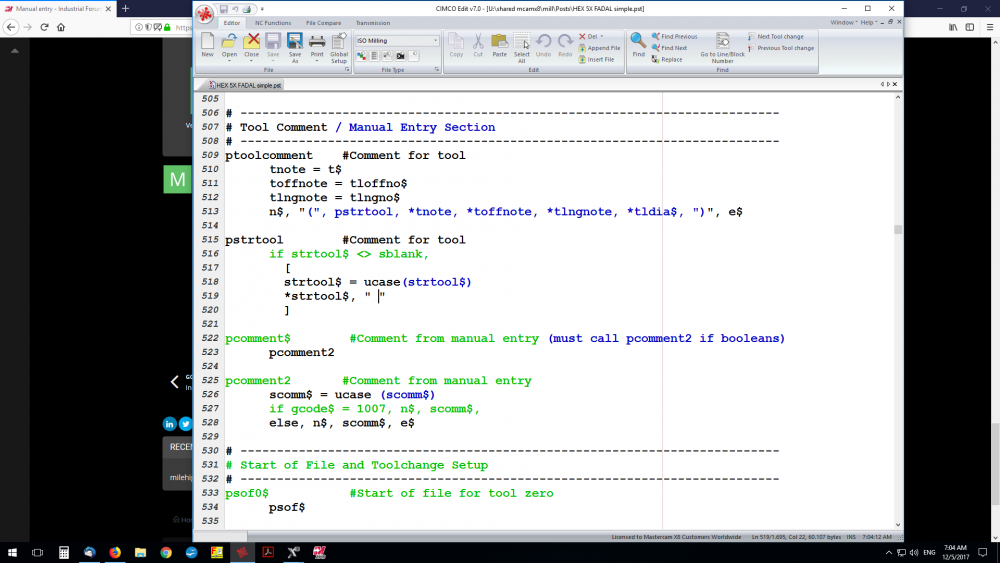
Searched the post file, and it doesn't exist. Here's my tool comment section of post
-
None that I can recall or find.
-
In the comment field above
-
That worked great, however, now it spits out my operation comments as code immediately after the tool comments. Like below: M5 M9 G91 G28 H0 Z0. M1 (.75 INSERT MILL TOOL - 15 DIA. OFF. - 15 LEN. - 15 DIA. - .75) OP2BAT-270D- T15 M6 G0 G90 S2037 M3 E3 X-1.4556 Y-0.775 H15 Z2. T1 I can't seem to find where to fix it, but it started showing up after I did Colins fix for getting my manual entry to output at the end of file.
-
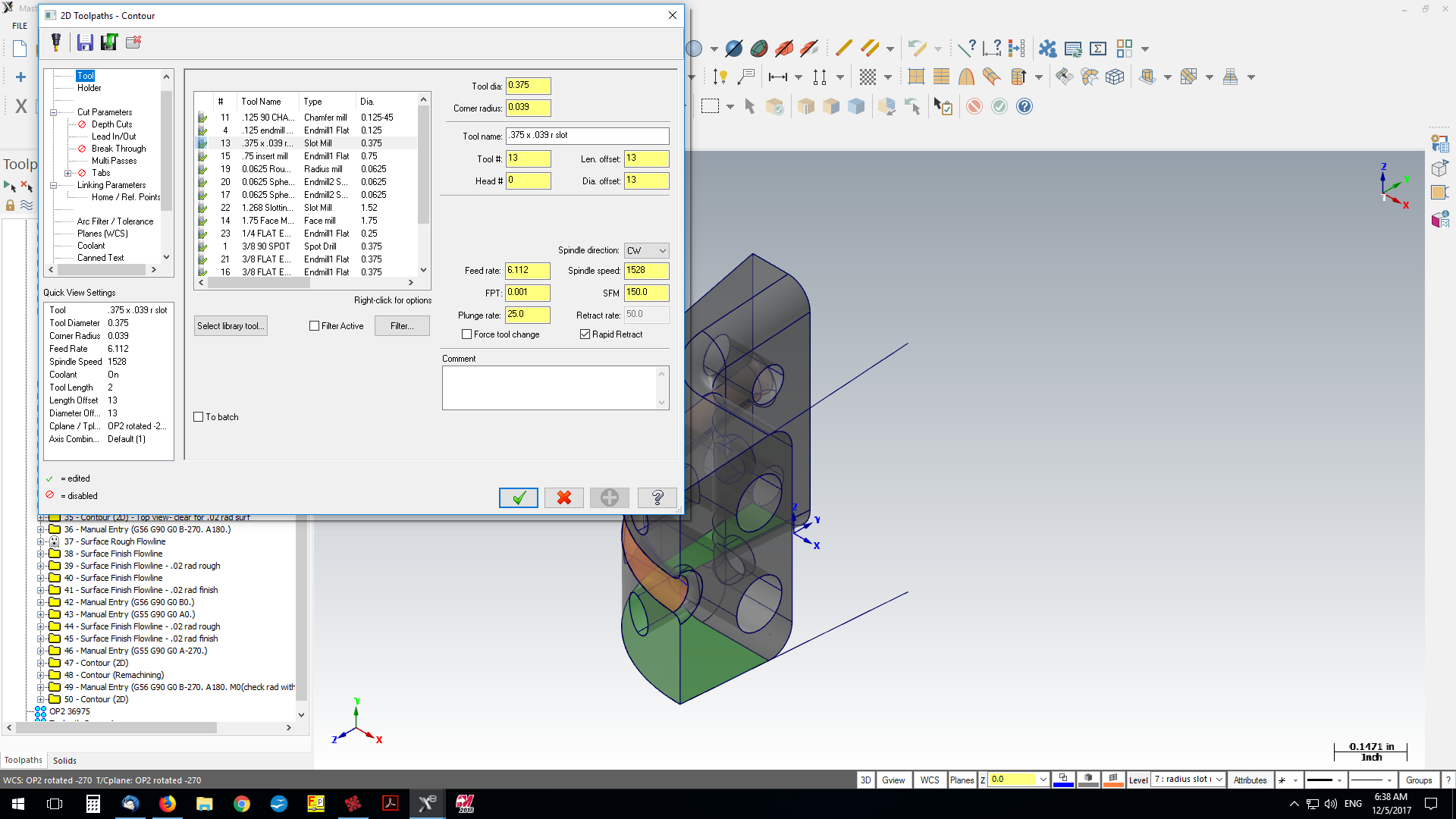
We played with the filter setting some more, and loosened up the filter tolerance, and made sure it was filtering arcs in all 3 planes. That seems to have fixed the code. Now to see how facety it is...
-
Thats all turned on, except I have arc break point set to don't break arcs.
-
The control definition? What would I be looking for?
-
I'm programming a surface for a Haas, and no matter what I do it won't spit out any arc moves in the xz, or yz plane. I have it all set up right(or so I think). If I change to my Fadal post, and fumble around with the filter settings I can get arcs. If I go back to the Haas post, and try the same filter settings, it's still all G1. I'm using surface parallel, and setting the cut angle to run the tool up and down the arc(xz or yz planes). Its just a simple arc, but if I change the angle to 90° from the arc, it's all facety. I using .125" ball mill, and .003" step overs. What am I missing?
-
Any way to set it back to the old style? If not, anyone have custom workspace files to share? Creating one of my own looks like it's gonna be a ton of mental xxxxion....
-
Thanks, I was suspect that would be the case. Out of curiosity why not drag and drop the x8 config into 2018?
-
I followed the instructions in the help file in MCAM for the migration utility.
-
So we've upgraded to 2018 from X8, and I ran the migration utility. It does not seem to have done what I expected it to. It says in the help file that the config files don't need migrating. We have everything set up with X8 to look at our server for customer part files, and for the posts, etc..(basically everything that in public\sharedmcamx8 or whatever it was called). Migration utility seems to have created the files where I needed them, but if I open an old file, and try to post, 2018 doesn't recognize where my posts are. It did update them as near as I can tell, but it doesn't have them associated with the machine definition files anymore(if I look at the machine/control def the post isin't there). Is there a quick fix for this, or am I redoing all of this manually like I did when I created it all in X8?
-
Thanks Josh, I changed the tool like you described above and all is right with the world now. Once I have a tool database for that machine it'll be easy peasy like I'm used to.
-
When I try to use the supplied machine def for the TL2 in MCX8, it is backwards from what I would expect to see. There are no options to change it to so that it is correct, that I can see. I can't get it to look like your pic as far as the toolpath is concerned.
-
It does have the intuitive package. I have to read that manual still, cuz it's not intuitive to me at all. If I use the machine def for the TL, I get 0 options for the turret location axis combos. Are you uys suggesting that I use the SL machine def that came with X8, and use that? Or should I be using the slant bed lather mach def? Why doesn't the TL machine def in X8 work?
-
How do I get this to work? I'm trying to program a simple part with MCX8 for a tl2 using the stock machine and control defs for the Haas TL2, and just trying to do a face, and it keeps telling me it's going to crash and won't regen. What am I missing? I really don't wanna hand code this machine, as the control is up too high(I'm 5'7" on a good day). I have done lathe prorgramming before using MCAM, but it was for a Mori Seiki with a typical upper right tool changer as viewed form operators door.
-
For some reason the tick box for "set to post values" was not checked on the operation for pocket. I checked it, and it's fixed. Wonder why it wasn't checked...
-
It's set to 2=G54's in the control definition for the Haas.
-
When I change from one post, say Hurco, to Haas and there is a pocket operation, the first 5 lines of code are correct.Bbut then I get: / G91 G28 Z0. / G28 X0. Y0. / G92 X-9.075 Y10.925 Z-10.3287402 and my work offset is not there. It only happens with a pocket operation, and when changing to my Haas post from any other post. The other posts are based on the MPMASTER, and the Haas is based on the generic Haas post that comes with Mcam X8. This all in X8.
-
If make all his planes match in the WCS tab the errors go away. I have to run the program to see if it's still mirror imaged...
-
In V8 we were creating the planes and numbering them for 4th axis. With X8 we used BACK. Every other time I have done 4th, or even 5 axis programing, I start with TOP, then rotate thru to the next plane, be it BACK, BOTTOM, etc. Never had these errors with other posts for that type of programming in the past. I don't have access to those posts anymore, as that was at a different shop. Is this a control def setting I need to fix, or a post issue itself?
-
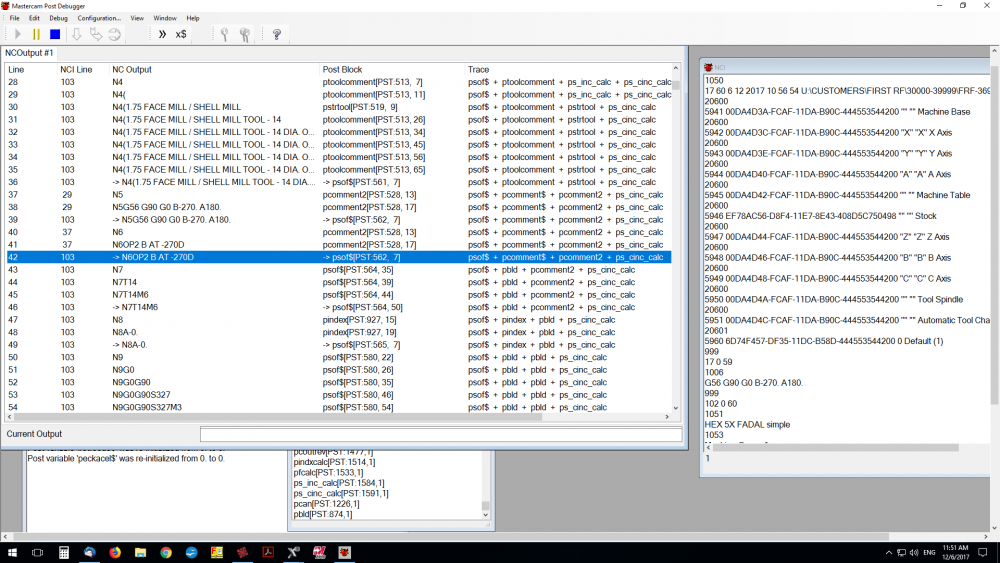
Here is the issue I am having with a 4th axis post that worked flawlessly in V8, and after doing update post to X8 it does this: Report created. Initialize posting log file Using MP run version 17.00 and post components version 17.00 Initiate opening the post processor file(s). U:\SHARED MCAMX8\MILL\POSTS\XXXXXXXXX.PST The post processor file has been successfully opened. Post version information (input): UPDATEPOST Version 17. was used to modify this file. The post was written to run with Mastercam Version 17. The post product type is Mill. Initialization of pre-defined post variables, strings, postblocks was successful. Search for defined post variables, strings, postblocks was successful. CONTROL DEFINITION - Post variable 'met_ltol$' was re-initialized from 0. to 0. CONTROL DEFINITION - Post variable 'dec_seq_right$' was re-initialized from 0. to 0. CONTROL DEFINITION - Post variable 'lrotfeed5$' was re-initialized from 0. to 0. CONTROL DEFINITION - Post variable 'peckacel$' was re-initialized from 0. to 0. RUN TIME -OPID(44)- Only single-axis rotation is allowed! Angles may be incorrect. Successful completion of posting process! And all code is mirror image about the x axis.