ujmujm
-
Posts
110 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by ujmujm
-
Those are excellent questions lol, I've tried moving my planes to different locations and got the same result, I get a "y" over travel alarm, my part is in a 5C collet and about 12 inches off the table, I will try the machine sim and CamPlete, locking the A-axis would work great in this situation how ever I multiple parts that the Swarf would be perfect for, I really need to get proficient with these tool pathes.
-
I'm trying to do a 55 degree cone inside 1" diameter material, I'm using a Swarf mill ( pattern) tool path on a Matsuura MX-520 with a post written by Postability and when the table rotates 55 degree's the tool looks like it's going where it should until the machine reads the (G43.4 H1 Z5.0) then I get a over travel alarm on the ("Z", "Y") the "X" still looks good though, I think it's a machine setting or a post issue, any help would be appreciated. Thanks
-
I'm controlling the tool axis using lines.
-
I did try a curve 5x and when I post it out it's a 3 axis contour, no "B" and "C" moves
-
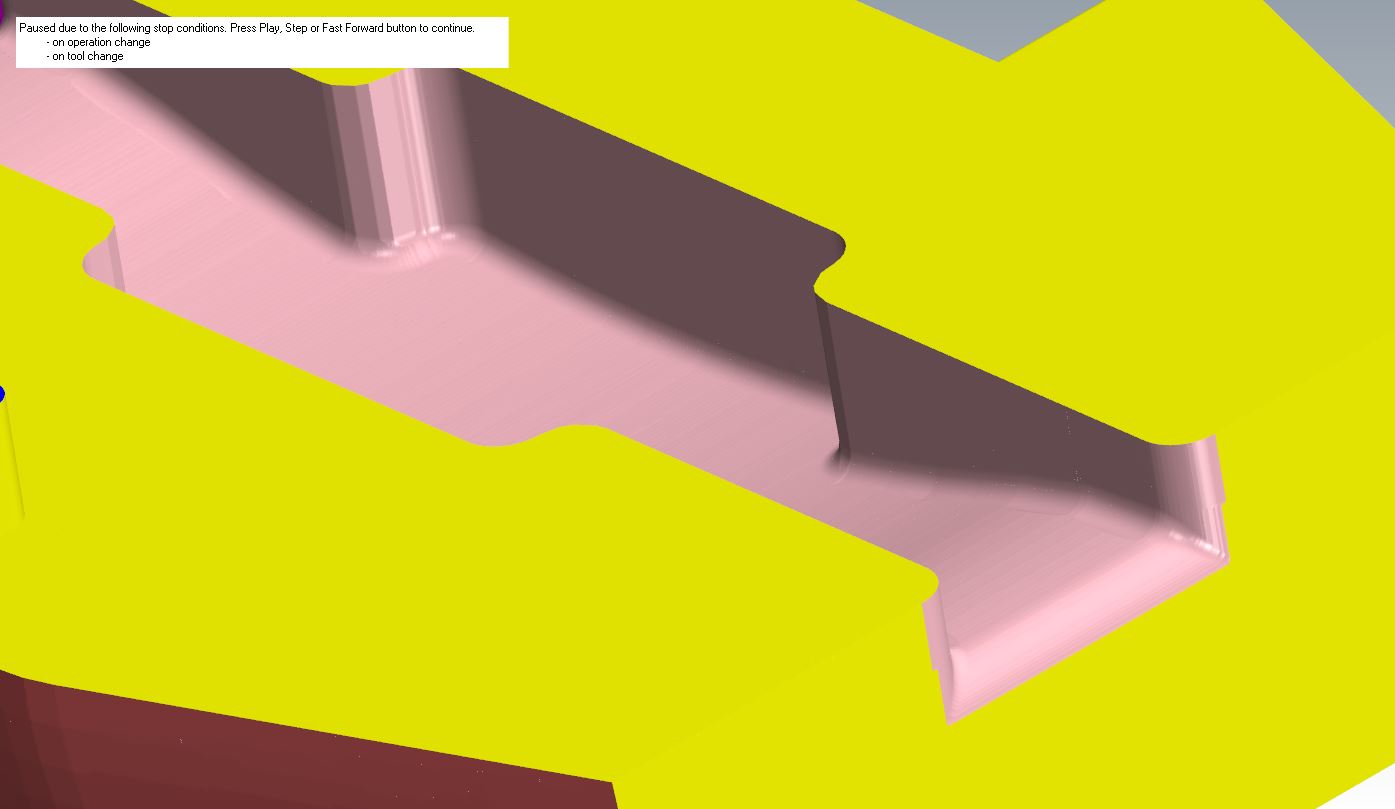
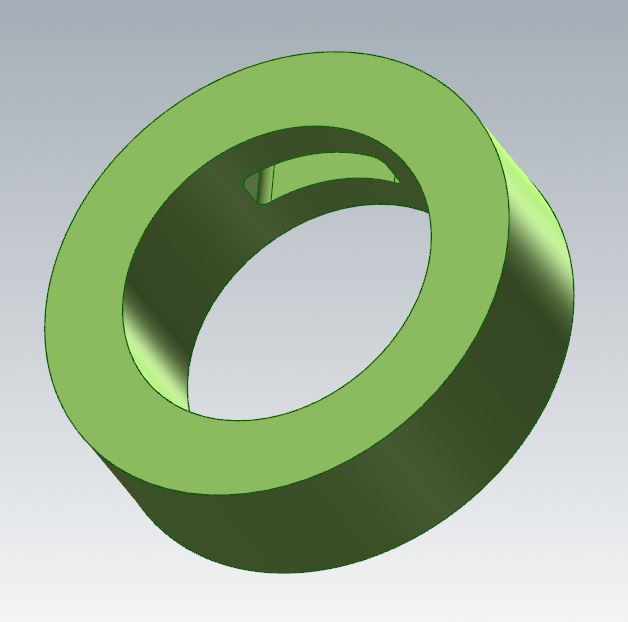
All you 5-axis experts out there what would be the best 5-axis tool path to break the edge of this pocket on the ID.
-
Thank you for the excellent feed back as always, I wasn't sure if I was the one being narrow minded, I'm always opened to suggestions if it adds value, I do feel bad for the guys in the tool room though.
-
I always do a search before I post a topic, but nothing came up, I guess I have poor searching skills, I've been with this company about a year now, but I have run into this other places I've worked and I've always thought these people were very old school and not willing to change, they still use calipers with vernier scale lol just for kicks I wrote a tool path using "control" and posted it and was surprised at the out come, back in the day when your lead in lead out was critical not any more I guess.
-
When I do a contour tool path for a mill for compensation type I've used "wear" for many years and never had any of the issues that I use to have when I used "control" and now I work at a shop where the tool room manager tells his people to program with compensation type set to "control" because that's how everyone does it. Any thoughts
-
Yep, we found that out the hard way, this is the first machine that any of us has seen that is setup that way, we planned on purchasing several more but now that is serious jeopardy which is to bad because I really liked the machine.
-
Yes we purchased it new, here's the scoop, after they replaced the first we ran it for a day then the other one went, turns out when you push the TSC button on the main control panel and leave it pushed in to interrupt the coolant flow it destroys the ceramic disc in the rotary union.
-
We went through in 2 in a couple of days
-
Has anybody had a problem with the rotary union on the Matsuura MX-520 5-axis machine?
-
Matsuura MX-520 5-axis question
ujmujm replied to ujmujm's topic in Machining, Tools, Cutting & Probing
Yep, that's what I did so far so good, I got some great information from all you guys, thank you very much. -
Matsuura MX-520 5-axis question
ujmujm replied to ujmujm's topic in Machining, Tools, Cutting & Probing
The part probe and tool probe where just calibrated and the ez-5 was just run, I'm not using CAMplete any more we purchased a new post processor, the part is located pretty close to the center of rotation and I'm using TCPC. Correct me if I'm wrong but I do not believe any of the 5-axis machine tool builder's offer a option where you can shift all features on a given rotation only! It's up to the creativity of the programmer. -
Matsuura MX-520 5-axis question
ujmujm replied to ujmujm's topic in Machining, Tools, Cutting & Probing
I will look into that, thank you -
Matsuura MX-520 5-axis question
ujmujm replied to ujmujm's topic in Machining, Tools, Cutting & Probing
I'm not familiar with that, where would I find that in the control? -
We have a new Matsuura MX-520 5-axis and I have a part with features machined at A0,C0 and then rotates to A-90. C0 and machines some more features and these features at A-90. C0. are off at this location .003 in the Y axis is there a way to move all the features at A-90. C0. .003 in the "Y" axis? Thanks
-
Matsuura MX-520 collant issues
ujmujm replied to ujmujm's topic in Machining, Tools, Cutting & Probing
We talked about modifying the existing nozzle's and it looks like that's the direction we will have to go which is unfortunate, when you pay that kind of money for a machine tool, I guess we should of bought a Haas. -
Matsuura MX-520 collant issues
ujmujm replied to ujmujm's topic in Machining, Tools, Cutting & Probing
I wish I could, this is a new machine tool for us and we are migrating current jobs over to this machine which are already tooled up with out thru tool coolant, I'm very surprised that we are the first ones to run into this issue. -
Matsuura MX-520 coolant issues, we need to run small diameter tooling with tool holders with a short projection and with the coolant nozzle’s pointed up as far as they can go the coolant flow comes up way short of hitting the tool, the reseller just kind of scratches there head and says yep that’s a problem, has anybody else run into this problem and if so what was your solution. Thanks
-
My part looks better than the verification but I have a .002 profile tolerance and the .030 radii and they are not passing inspection. My filter is at the default setting of .001, I will change the settings to the ones you suggested.
-
Here's a jpeg of my verify surface the corner radii does not look good or the surface finish on side walls
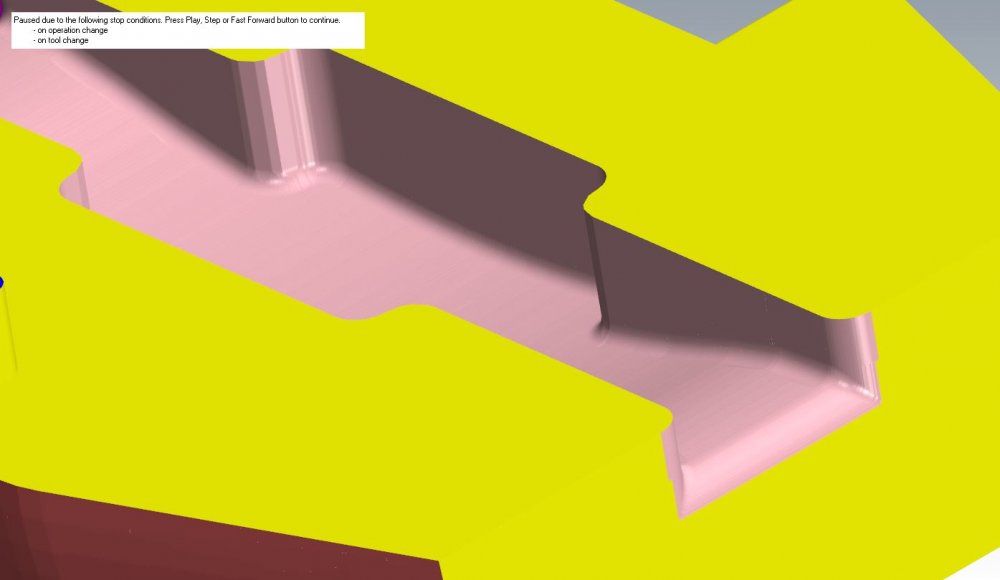
-
exactly, I'm not worried about the amount of code the part needs to look like a jewel, I changed my max depth variance to .0001 didn't seem to make any improvement.
-
The new arcs help but its cutting the arc in line segments and the radius is only .130 long so it cuts it in two line segments is there a way to tighten up that tolerance so it uses multiple line segments instead of two or even better swing a radius instead of line segments?
-
Yep that's what I did, I'm in the process of creating new arcs to see if that helps.