





Newbeeee™
-
Posts
3,433 -
Joined
-
Last visited
-
Days Won
40
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Newbeeee™
-
-
1 minute ago, JParis said:
There's a reason that it (iges format) referred to as "I guess" I guess it's close enough
Oh yes, fully understand the Iguess untrimmed surface chit, but I hadn't touched that format for 20 years!
Parasolid and Step were my friends of choice, but the potential inaccuracy has gobsmacked me!
-
1 hour ago, JParis said:
It's always best if you can to have the native CAD format...
Years back there was a chart that showed the parasolid format was +98% correct on translation and that was the highest....step 214 was +96% all other formats fell lower down on the %
If data integrity is crucial, native is the way to go, even if that means investing in the plug-in to allow to open.
THAT surprises me.
I never realised conversions were less than 99.9999% accurate!
Everyday is a school day!
-
1 minute ago, byte said:
Just needs darkmode ^

You boys

Coolest gig in the world and you don't 'gram wearing sunglasses?

-
With the greatest respect to everyone, I personally think this is being over thought.
X+, and 1x click...
-
4 hours ago, PAnderson said:
I have been reading that Schunk hydraulic holders are failing on very aggressive cuts. Tools are pulling out.
Paul
Had that once about 5 years ago. 14mm MA Ford Type 134 (knuckle).
Never used them again for roughing from that day.
Edit - Doug, I found that the tool was quieter in a Schunk hydraulic. Oil dampened!
-
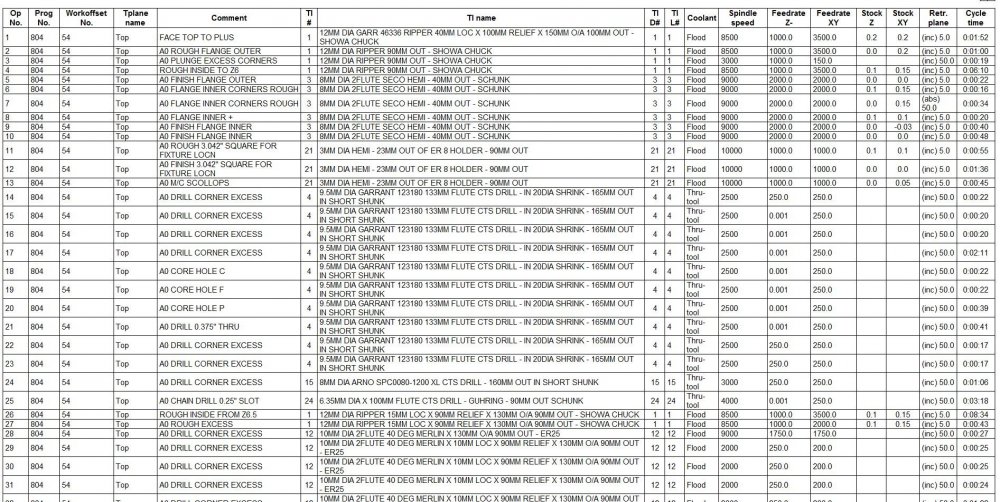
I ran X+ setsheet for this.
One click and it would output all the ops in order, with Speed Feed, T# H+D, Coolant, and G54/55etc.
Literally 30 seconds of scanning, and you can see if all your datums are correct, and that H+D match T number, you haven't forgotten coolant etc etc
-
Crazy is a pillar of this forum.
-
 1
1
-
-
On 8/12/2020 at 3:18 PM, BILL HUNTER said:
I'm sorry. I did not mean to include you in my request. I don't even bother reading your replies anymore. Enjoy your day.
Your loss
-
On 7/31/2020 at 3:33 PM, YoDoug® said:
We actually have a pretty good handle on chip control. Roughing is not an issue, we get good chip breakage during roughing. The only thing we struggle with is finishing on the serpentine grooves. We rough them with a custom profile mill to avoid stringy chips, but it is not good enough finish. It is a bit of slow finish feed rate combined with a 35 deg tool going into a 40 deg v to finish. In the bottom we end up cutting a wide flat ribbon of material as the tool rounds the root into the opposite wall. We have made our own custom holder that aim 1000 psi coolant with the nozzle .5" from the tool tip. We use PCD inserts with laser cut chip breakers. They work great for finishing the rest of the part. At .002" IPR feed the chips look like little bits of fuzz. It is also a little bit of piling issue in the chip bin. We have 1.6 cubic YD. bins and the chips pile up in tower while the rest of the bin is empty. With the moving bin it will spread the chips out across the bin.
Doug,
As a thought... could you not put a timer on the conveyor (pulse on for a period but keep it mostly off)?
Keep it off to allow the machine to suitably fill, then activate the conveyor so a lot of chips come out at once?
In my experience, conveyors on all the time will grow a mountain, chip by chip.
Lot's of chips coming out together and the mass/weight dumps it into the bin more evenly?
-
If I still owned my 2x seats, I'd want my hasps - PERIOD!
-
1
-
-
Doug, do yourself a favour.
Drop the rapids to 25% and the feed override to 80% and watch your machine efficiency rise.
-
 3
3
-
-
1 hour ago, crazy^millman said:
I cannot do anything with this file with the 5 Axis Roughing. The file comes in clean, but you cannot change anything or see anything on my system in 2021.
Errrr....that's a big no-no on the scale of Houston, we have a problem!
-
Pete - 16/18/21 series onwards. So also Oi and 30/31 series too.
The ONLY thing I don't know...as I never tested....if you have existing progs and change the parameter to implement this "internal sub" way of working, is whether an older style split-sub program will still run okay. So if you try this, please feedback out of interest.

...and it's 9pm in Spain. But heh, #NeverOffDuty

-
1
-
-
Pete...so you want???
G54 Jaw Prog
M00
G55 Component Side 1
M00
G56 Component Side 2
???
So you can run the Jaw prog first, then go straight into the part prog?
I hate subs because where the Fanuc control splits them out, operators usually forget to save them back to the network.
What you can do...is edit a parameter in the control and turn them into internal subs - sort of like Haas M97. So the subs will be stored within the main (1x) program.
Parameter 6005 bIt 0 (SQC) to 1
Then your prog format is:-
Main Program
O1001
-------------
-------------
-------------
M98 Q1000
-------------
-------------
-------------
M98 Q2000
-------------
-------------
-------------
M98 Q3000
-------------
-------------
-------------
M30
(SUB PROGRAMS START HERE)
N1000 --------
-------------
-------------
-------------
-------------
M99
N2000 --------
-------------
-------------
-------------
-------------
M99
N3000 --------
-------------
-------------
-------------
-------------
M99
%In the above program, Sub Programs commencing with the sequence numbers N1000, N2000, and N3000 are called by the M98 call combined with a "Q" address relating to the sequence number of the required Sub Program.
So your NC program file name for your part will be O1001 (for example) and your whole prog is saved as one (including the subs).
You load the prog as one into the control.
You run it and may tweak the feed or speed or whatever.
You can then output the prog (O1001) and it will NOT split the subs out of the file.
It will keep them integral, to just the one (o1001) prog.
-
1
-
-
15 minutes ago, crazy^millman said:
It was Friday Afternoon about 3pm. He said I am going to model this part your doing and I am going to give you a program to machine this part. Your late and in a pinch and this needs to be done. I was blown away and he sat there with me till 7pm after we made the first part.
How cool is that!
Awesome. What a fantastic attitude

Pfffft...Laddo beat me to it - youth type faster than old hands...
-
1
-
-
4 minutes ago, byte said:
Have you ever tried the software?
Even if you could you wouldn't want too.
Fusion.
What happens when your post outputs missing an M08...
-
On 5/5/2020 at 8:20 PM, MIL-TFP-41 said:
I jinxed myself replying to this. One of our 840Di's went down yesterday. Fvcking POS takes 15 minutes to power down and power up...which you gotta do several times to diagnose. 6 hours later finally figured out the MCI card sh!t the bed. Matsurra really dropped the ball with these. They really don't support them and defiantly don't stock any parts.
Personally, an older machine with a Siemens is nearly worthless.
But the iron is obviously still great.
Oh for a cost-effective retrofit solution...
-
1 hour ago, 88Matt said:
I know this is a couple months old, but next time you might try using the old plunge milling method if you still can't us a WEDM. With a small stepover you can get a good surface finish with little to no taper; similar to chop grinding on a jig grinder.
Matt - I'm assuming you'd neck down the cutter - so it doesn't have much flute in contact to reduce sidewall rub?
-
Husker - reach out to JayKray
-
1 hour ago, Mhoppe said:
In my diamond turning lab we work in metric but the guys in the machine shop one room over work in imperial, it makes for some rather confusing conversations at times.
I remember the 777 - first all 'puter designed airybuzzer.
lazyB designed in inches, and the tail wiring looms were outsourced to (I think) Germany, who made them in metric with a conversion factor of 24.5
Net result was tooooo short!
-
Surely, SURELY, Kentucky has gone metric...
-
1
-
-
Reboot.
-
1
-
-
FWIW I went from 5, to 7, to 9, to Spain
-
1 hour ago, jeff said:
/hijack
We recently got a brand new Zeiss cmm. Man I can't believe how terrible their software is! The user interface is garbage! For a world leading cmm manufacturer they have no clue how to set up a user friendly UI.
/hijack off
Is it a windows standard Ribbon interface?

-
2
-

Hosed myself on WCS plane, hopefully for the last time
in Industrial Forum
Posted
Can it save in MSWord .doc format yet?