





Newbeeee™
-
Posts
3,425 -
Joined
-
Last visited
-
Days Won
40
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Newbeeee™
-
-
All this excitement, but where's the OP?
Perhaps, he's still sailing the seas....

-
 1
1
-
-
6 hours ago, gcode said:
V9 and older versions will not run on a usb or older hasp.
Modern OS's will not recognize the hasp.
There is a solution, but it will not be cheap
V9 and older will run on a nethasp ( network license)
To get it running you would have to convert your usb hasp to a nethasp
Once you have the net hasp setup you will be able to run V8.1, but I don't know if they will even sell you a 1 seat nethasp.
Other than that, your only choice is to learn a more recent version of Mastercam
V7 was my introduction to Mastercam
I purchased a seat of 2d lathe and mill in 1997.
OP said his friend always gets the latest sent to him. So by that statement, I assume he is paying annual maintenance...which is a HUGE amount of wasted corn for V9, X, X2, 3, 4, 5, 6, 7, 8, 9, 2017, 2018, 2019, 2020, 2021, 2022, 2023.... If Bytey could have bought a car, OP's friend could have bought a garage to house it!
So that said, although obviously unsupported, I'd like to think the reseller goes the distance and helps out here....
-
 1
1
-
-
1 hour ago, gcode said:
go into your Verify settings and make sure it is set to always use the 5 axis engine
This
-
1 hour ago, Jobnt said:
At risk of being told all I ever do is complain about Mastercam, lemme just pile on and say the whole planes thing is pretty jenky, especially when doing COR stuff.
It's almost impossible for me to identify which gnome is which when they're all piled on top of each other and they're all on or all off. I played with the visible / not visible settings in the manager and in the ribbon.
This feature sure could use some TLC. Or I could use some better training on how it works if it's not like that for everyone.

The whole WCS/Planes "thing" is the biggest item to get ones head around (learn) in mcam IMHO, especially when talking 4axis. I'm sure it was Motorcity Minion who posted a great "how to" word doc back in the day.
I put together a pretty comprehensive enhancement request and was then told the whole planes (and manager etc) was getting looked at and a makeover. This was X7....
-
1
-
-
That was another enhancement request back around X5 (2012?) - if we can't delete, can we append the name, so TOP could become "TOP (OP1)" and "BOTTOM (OP2)" for example.
It was met with all-round positivity, so naturally went to the bottom of the pile

-
4
-
-
4 hours ago, Jobnt said:
That was Newbub's trope. Not mine. I just piled on.
Ohhhhh, blame me. Go on, why not. It's ALWAYS my fault....


-
3
-
-
^^^TBF, is that V9 or 2020?
-
1
-
-
14 hours ago, JoshC said:
control comp will require a lead in move that is at least 50% of the tool size. which is a CNC controller requirement not just a mastercam requirement. As others suggested , wear is your friend here
Being UK we used Control 100% for finishing paths. By the time I read about wear, we had a load of new progs and Bus.Partner wasn't happy about changing as he never saw the benefit

But the lead-in-out I set to 55% default. I'm sure initially, it was 50% but on a part (or two) we got the fanuc comp alarm. 55% cured it and we never had a problem again.
-
1
-
-
Intrigued to know your plan....Will you fire up the PC and show someone the SW when they visit?
And hope that the PC will fire up, and hoping someone will be able to remember how to drive the SW?
IDA thought it farrrr easier, to screen record a few bits of a demo and then you can run that on any screen/PC you want?
-
Is this because....basically....under the hood....it's still the same?

-
1
-
1
-
-
11 hours ago, Aaron Eberhard said:
Yep, that is the downside

What I did with my Robos, and all my Fanuc machines:-
Parameter 1401:- change bit Rapid linear/Rapid non linear
Also changed the bit so when the Feed override knob is "0", the rapid does not move when the rapid knob is "0".
Default, all my machines would creep, when Rapid was "0" (so "0", wasn't "0").
Then parameter 1421:- changed this to be 400 (mm/min)
So when proving a part, with rapid override at "0", the axes still move when rapid is commanded and the feed override is above zero.
Then to stop the rapid, wind the feed override to "0".I chose 400mm/min as that was a suitably low rate that my reflexes would be able to react to if something didn't look right
-
1
-
-
26 minutes ago, cruzila said:
I have one of those!!! No image needed......
Big shout out to the Rubert company!
During my apprenticeship I decided surface finish was going to be the subject of a thesis....so I contacted them for info and they supplied lots and also a FOC Rubert chart that the photo shows. I even saw them today in my toolbox
-
7
-
-
22 hours ago, Aaron Eberhard said:
One other thing I thought of that a lot of people miss is to loosen up your tolerances for your opti & dynamic toolpaths if you haven't. I always set my tolerance to ~20% of the stock to leave, and then be sure to change my filtering to convert as much to arcs as possible. It'll generally* make it run faster on the machine and the toolpath size wiill be ~50% less, making it generate stock models faster. Something like this for a ~.030" Stock to leave:
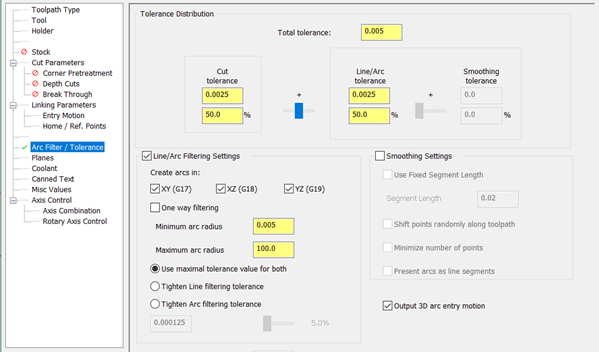
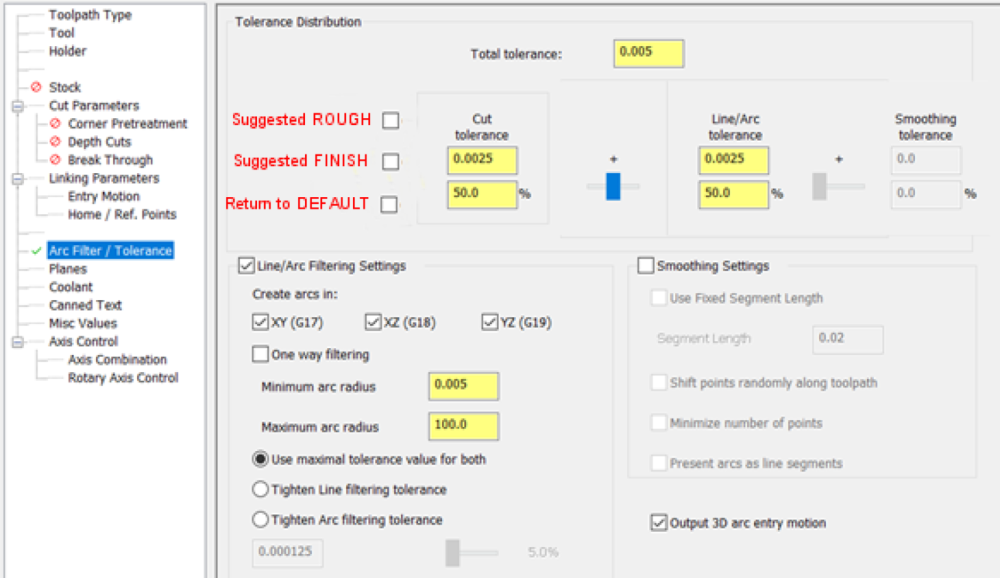
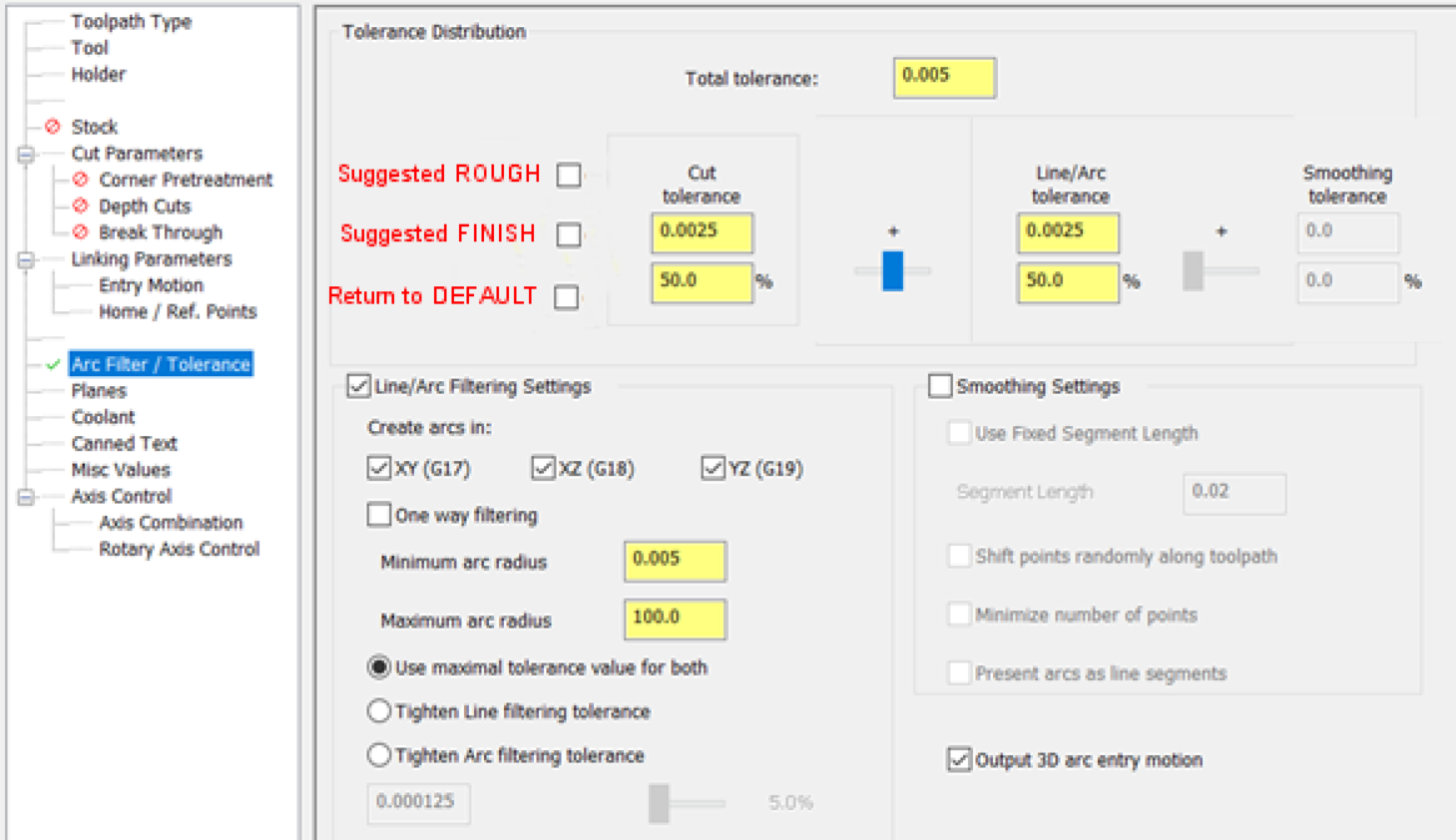
Since the introduction of stock models, I always thought that the filter setting would benefit from having the below screenshot:-
Mcam default values for both rough and finish, together with a "return to default" incase of too much blind fiddling
This would be better to be settable - user defined and saveable.
I'm sure it was Colin ( @Colin Gilchrist ) who did a great write up explaining the settings a few years ago (I know you have explained it in the past too), but I bet 90+% of "programmers" don't even touch the defaults and wouldn't know where to start.
Disclaimer (!) I realize that we all do different types of work and some people love doing stupid tight work that the majority of us would no-bid (sit down Ronaldo
) but is it fair to say the majority of users do a "certain/normal" (to them) type of product line, that for the majority of their parts, defaults could be set (and certainly roughing defaults)?
-
5
-
-
I would always use the one-click magic rough button (optirough) for all roughing and then occasionally semi-finish with it too.
Then for finishing, everything would be wireframe for all the reasons the guys said above - but predominantly lead in and offs etc.
The vast majority of my stuff was electrical enclosure type parts so prismatics (2D ramp contour for sidewalls and pocket for bottom) , but when there were scanned faces, copy surface and untrim/extend to allow for lead in/out using the fantastico flowline. I tried to love the other paths but gave up with the roll over of the edges (what is THAT all about
 )
)
-
 1
1
-
-
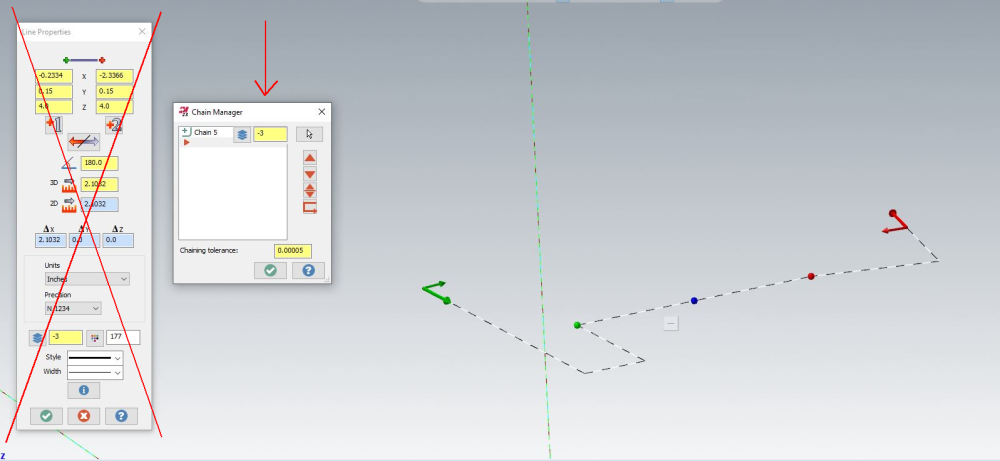
5 minutes ago, Jake L said:
I love the idea. But how would you handle a situation where different wireframe entities in the chain are on separate levels? This seems like really bad practice but it can happen. I suppose just showing the level of the first entity in the chain would work, unless others have a better idea?
Jakey - you're new here. Don't overthink this too much....
I had plenty of enhancement requests that were "looking to be implemented" back in the X5/X7 days, and only a couple made it.
Since then, adding clicks has been the goal - not reducing them!
-
Change ALL machine parameters to be identical. Remove doglegs from them all.
NOTHING is worse, than one machine (or when a new machine lands) and it's configured differently to the rest.
On 3/14/2023 at 12:47 PM, CEMENTHEAD said:Learned a long time ago to never rapid around inside a part.
As for this comment (and I see someone LoL's at it) - IMHO, this is very true.
I got bit by one of my new (at the time) Feeler drill/taps with 60m rapids. Fanuc Alpha pack model D.
Electrical enclosure that would fit in my hand with straight sidewalls and profiled internal tapped lugs and bosses - ran 1st part 25% rapid and got first off.
Ran second part at 50% while on another machine and heard a "ding" resonate for a split second. Didn't notice anything on the part.
Ran third part at 100% and there was a very loud "ding".
What happened was the rapid retract was well below the top surface of the component, and the tool simultaneously retracted up moving to the start position of the next feature - clipped a lug, putting a 1mm x 45degreeish gouge at 100% and scrapping the part.
The 50% would buff out (0.2x 45degree deburr LoL) and the 25% was only just visible.
Long short the machine at those rapid rates/acc/dec had a LOT of following error, and there is/was no parameter to change to keep rapid following a more accurate path. This was in G05.1 lookahead.
So yes - from that day forth....I always rapided (rapidid?) (rabid
) to a clearance above the top of the part.
Back to the OP....Brother could be the same. Rapido rapids and the following error might be biting you too?
-
1
-
-
1 hour ago, #Rekd™ said:
Possibly a new function could be added for your request. The method with X through it allows you to modify the geometry and attributes, this is quite handy!
Yes - I'm suggesting keep the existing way untouched, but in the vacant space of the chain manager, the level of the chain could always be shown.
So for OP's request - the data is there and no more clicks need to happen.
I should have been a bit more clear but wifey shouted "grub's up"

-
1
-
1
-
-
Enhancement request!!!
-
1
-
-
Post 2 and 10 seem to nail it. There's a timing issue there "somewhere"....and reboot obviously resets/sorts it.
Until the next time....
Hence Crazy's Q's which are all very logical. Networks (amongst other things) can kill with delays etc....
-
1
-
-
So I dug back and checked....CP was the name as I remembered the logo!
Chigao Pneumatic.
It was easy(ish) as we did ground up turnkey of everything....so standardisation to M8 was easy.
We used these and regulated the air input.
Set the setting on max and it worked out well for M8.
https://tools.cp.com/en/products/impactwrenches/cp7721For you, the biggest battle obviously is operator "forgetting" to use a torque wrench.
Genuine "forget", or "can't be bothered as it's tight" forget?Looking at your thread sizes (6.35 + 12.7), M8 sits right between but I appreciate changing things over is a big project.
But if you can, it's once and forever.
Where "forgetting to use the torque wrench" will possibly be forever?
Could you do one cell at a time, and use screwed air fittings rather than quick release to stop anyone easily swapping out the gun etc?Just thinking out loud.

-
1
-
-
One Customer of mine - we standardised all fixings to M8 Skt Cap screws and used a small body (low power) butterfly type.
If you have various size threads I think you'll be on a hiding to nothing because (IME) the boys will leave it set at max torque....
-
If cut tapping...you need bright (uncoated) finish tap. Clocked in to run zero runout.
Spiral point tap geometry (which is stronger and will push the swarf through).
Faster RPM - 1500 minimum.
Coolant strength at 10%.
But preferably, roll tap it....
-
1
-
-
On 2/18/2023 at 3:05 AM, crazy^millman said:
I will let the Cat out of the bag on this. It is going back to one drop down for all those functions in 2024.
I had put an enhancement request in wayyyy back in the day, to split out trim/divide so I could have an individual (separate) mapped key for the one operation.
So any pain, gripes and general dislike can be thrown my way. I have broad shoulders
-
Holymoly.
So they're still not updating master posts and all the meetings etc were for nothing.
What a shambles
dinosaurs and mastercam 8.1
in Industrial Forum
Posted
Hey you old buggers - you need an Off Topic!