Guffie
-
Posts
148 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Guffie
-
I tried to remove all my Mastercam 2017 and made a new installation with the "mastercam2017-web.exe" installation file, which I have downloaded from Mastercam.com date for (06/20/16).. I don't have anything on USB! Now I can choose all machines without any crashes so far, even with licens restrictions, so it's at least good for now... I have even tried now to copied my old config files into the config folder and it still works.. But it's still freezing for the first 30 seconds after startup, even first time I opened after a fresh installation... Can't see anything wrong in the config files, regarding network paths, but hopefully my dealer can find some solution sooner or later.. Thanks for the suggestions and help...
-
That's what I've tried.. He just told me that he never heard of this problem, when I spoke with him in monday, and he would try to find out, but so far only silence...
-
I removed the nethasp file and tried to run the installation again as a repair, and only adding the IP address to the Nethasp file, but with same effect.. Still freezing on start up and still crash when choosing machine.. I'll try to remove it completly.. Don't recall the problem with freezing before I migrated, so maybe something has cause problems there...
-
But I want a new Nethasp file.. If I remove mine, a new one doesn't appear... And I can't see any network connection of course...
-
As I wrote to G-code I tried to delete all my config files and let Mastercam create now ones, but nothing changed.. Still freezing and crash when I choose machine.. I didn't copy the config files, only the nethasp.ini Can someone upload the original Nethasp file so I can download it, if that's the problem!?
-
Yes, I have copied my nethasp.ini file from X9 to 2017 folder... Is that a problem?... I have tried what you mentioned here above, and I can see that everything is set back to start, but the problem is still occuring.. It's freezing when I start and when I choose a machine, it's crashing.. Any other inputs?
-
Hi Guys.. I have a problem with my newly installed Mastercam 2017.. I'm running on a nethasp, but I don't experience any problems in X9, which I have running at the same time.. I have also tried without X9 open.. I have made the "Migration Wizard" from X9 to 2017... When I start Mastercam 2017, it's often freezing for like 30 seconds and when I want to choose machine, Mastercam is generating a failure and restarting right away with most of my machines.. But some of the machine I have postprocessor for is working, but only if I run without restriction on which licens I'm using from the Nethasp.. If I have choosen any restriction, it shuts down right away.... I have talked to my reseller, but without any luck so far, so I was hoping somebody might have an idea here on the board... Now I have to create the file in X9, save it and afterwards open it in 2017, to make it work... Any input is appreciated!
-
Hi Guys! Don't know if this is the right place to ask, sorry if not! We have a homemade ISO program that is working somehow fine for broaching, which we do from time to time.. It works with the Mazatrol program where it's loaded as a subprogram and repeated as many times as it takes to archive the right "high" in the slot... But I was wondering if any if you guys knows a macro or something to make the setup easier, so you just put in the values of the diameter that it should start from, how many times it should run with which step from time to time and from which coordinate to which in Z... I'm unfortuneately knows almost nothing about making macros, so any input would be appreciated! Thanks in advance for any help!
-
I'm using the 2013 version of Solid Works....
-
Hi! I have just recently upgraded from X4 to X7 and I got a problem when I have i.e. a Solid Works file, and I right click and use the "Open with" option... There I only got X4 version, which is still installed... When I try to browse and choose X7, the program that comes up is X4 and I can't make X7 an option to open with! Is there are way to fix this, except for renaming the start file? It should be said I'm running Win7 64 bit.... Thanks in advance!
-
I was trying to compare the old with the new Post processor, and there have been made quite alot of changed.. 13 lines of text added at 8 different places all in all... Maybe it would also be relevant that this is X4, not X6??
-
Yes, but I turned to my reseller in the end.. I was trying some different things as proposed, since I want to learn, but I never got exactly what I wanted! But thanks for all the info anyway, it gave me a better understanding of some things!
-
Thanks for your post, but I starts to go above my level.. I'll ask my reseller to fix it and compare what he have changed then! Thanks for the help anyway!
-
I have tried to do what you wrote, but now it post out 9xx numbers correct as tool numbers, but the rest is still not correct.. G0G40G80G90 G28G91Z0 G90 Nt$ 12. (Should be N912) T#t$ 12. (Should be T#912) M6 (Ø8 BALLMILL = 12) G61.1 M8 S5000M3 G0G90G#100X112.5Y0. G43H#12Z50.T#1 (Should be G43H#912Z50.T#901) Z1. It might just be me who screwed up something, but if you got a quick clue it would be great, else I'll send it to my reseller!
-
OK, I can find the "toolno=t$" but the "ptlchg$" i can find, but can't find the t$ = t$ Mine looks like this: ptlchg$ #Tool change pcuttype toolchng = one if mi1$ = one, #Work coordinate system [ pfbld, n$, *sg28ref, "X0.", "Y0.", e$ pfbld, n$, "G92", *xh$, *yh$, *zh$, e$ ] pcom_moveb c_mmlt$ #Multiple tool subprogram call #pbld, n,"N",t,e #ptoolcomment #comment pcan result = newfs(15, feed) #Reset the output format for 'feed' #pbld, n, "T",35,*t,e pbld, n$,"M1", e$ pbld, n$, "M6", e$ pbld,"N",t$,ptoolcomment comment$ pbld, n$,"G61.1", e$ #pbld, n,"G0G90B0.0", e #pbld, n,pwcs #pbld, n,"G52X",35,"100","Y",35,"101","Z",35,"102", e #pbld, n,"M130", e #pbld, n,"M51", e pbld, n$, scoolant,e$ pbld, n$,*speed, *spindle, pgear, strcantext,e$ pindex sav_absinc = absinc$ if mi1$ > one, absinc$ = zero pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, e$ pbld, n$, "G43", "H",35,*tlngno$, pfzout,"T",35, next_tool$, e$ absinc$ = sav_absinc pcom_movea toolchng = zero c_msng$ #Single tool subprogram call What is " format statement"?.. Sorry my ignorance, but I'm kind of new to editing post processors myself...
-
Yes, 900 or 800 or whatever.. It just have to be higher than 100...
-
I have a small problem with my post for our Mazak machines when I'm using the tool references, since the Mazak don't read the variable from 0-100 when restarting.. This is an example of what it posts: (ZERO POINT) #100=55 (1. ZERO POINT) (TOOLS) #1=00 (#1 = ) #2=00 (#2 = ) #3=00 (#3 = ) #4=00 (#4 = ) #5=00 (#5 = ) #6=00 (#6 = ) #7=00 (#7 = ) #8=00 (#8 = ) #9=00 (#9 = ) #10=00 (#10 = ) #11=00 (#11 = ) #12=00 (#12 = ) (START PROGRAM) M1 G0G40G80G90 G28G91Z0 G90 N12 T#12 M6 (Ø8 ) G61.1 M8 S5000M3 G0G90G#100X112.5Y0. G43H#12Z50.T#1 How do I change on my post, so it's getting like this: (ZERO POINT) #100=55 (1. ZERO POINT) (TOOLS) #901=00 (#1 = ) #902=00 (#2 = ) #903=00 (#3 = ) #904=00 (#4 = ) #905=00 (#5 = ) #906=00 (#6 = ) #907=00 (#7 = ) #908=00 (#8 = ) #909=00 (#9 = ) #910=00 (#10 = ) #911=00 (#11 = ) #912=00 (#12 = ) (START PROGRAM) M1 G0G40G80G90 G28G91Z0 G90 N12 T#912 M6 (Ø8 ) G61.1 M8 S5000M3 G0G90G#100X112.5Y0. G43H#912Z50.T#901 Thanks in advance for any help!
-
I have tried several different things, but all in Mazatrol! I'm not an ISO expert for the Integrexes, so I'm trying to stay with Mazatrol when it's possible! When I try in Mazatrol, there is no program option to use B/C, only B/Y, which means I can't rotate the part while machining! When I make a manual milling program (MNP), I can index the spindle to the right angle, but I won't start moving from there! I really got no clue why! The lamp keeps being green, but it doesn't have any movement in the "buffer" or "remain" and no G or M code for execution! If you could make an example of how you would make it in X6 it's great! I have X6 HLE, so I can check what you have done and make it myself in X4 and post it out... I would really love to dig more into the possibilities with the Integrexes, but my time is limited and Mazak is really not helpful when it comes to give out information!
-
I know grooving would be a million times easier, but since the machine can't index with a clamped tool in other position than 0, 90 and 180 it will be a bit tough to hit the angle precisly enough, even I move the groove tool in the holder! It unfortunately have to be precise with the angle!
-
It's an Integrex 200SY from 2001, it's able to index in every angle with 0.001mm step, but only operations with rotating tools as I wrote... The machining with clamped holders is only 0, 90 and 180 degrees! And it's not able to make 5-axis milling, because it's too old controlling (640 MT FUSION)! That's at least what Mazak have told me when I asked! Yes, we have milling lvl.3 with lathe on 1 licens and milling lvl. 3 and 5 axis on another, very smart.. I have asked the administration several times to exchange this 5 axis licens to the turning, but it's too expensive! I have tried to attached the part with my best idea to a milling, if any of you guys got a better you're welcome! 820.221.014-01.MCX
-
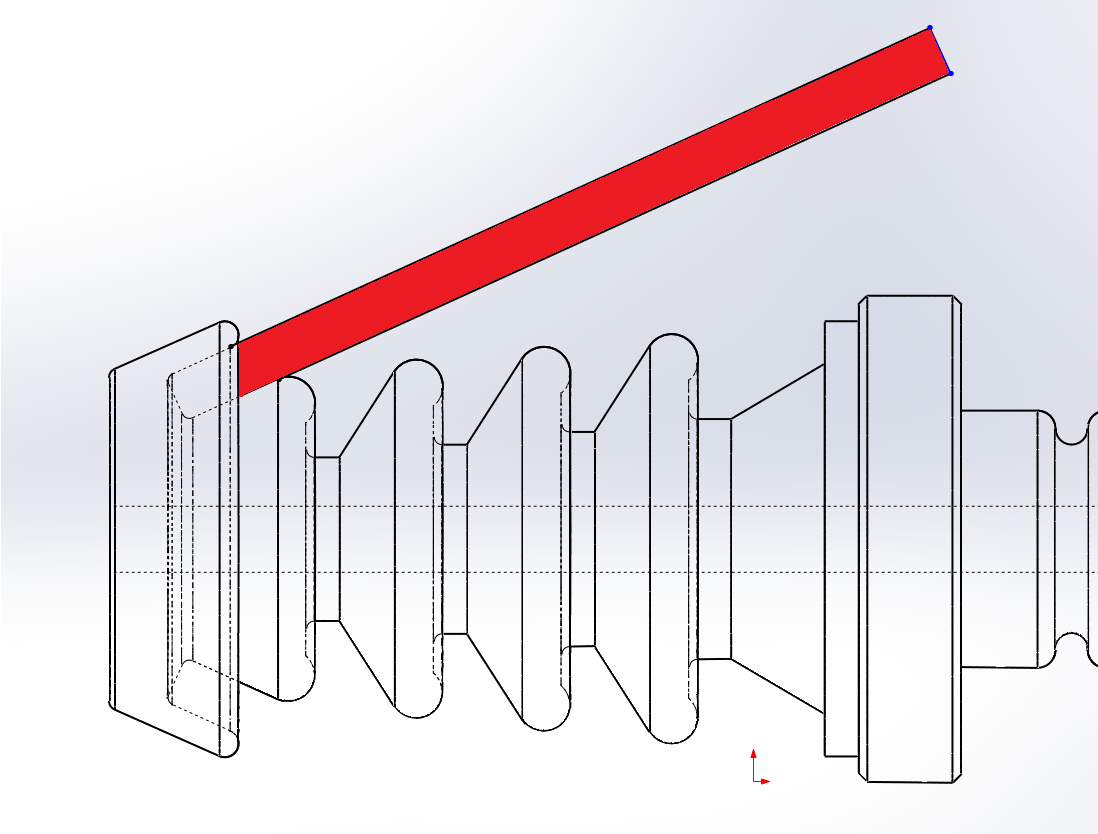
I got a question regarding C-axis machining... Is there any way to make it work in anything else than B0 and B90 on a Integrex?.. I have tried to make several different WCS's, but without luck! It's just choosing it's own T and C plane! I have to mill attached part, where I want to cut the groove with an endmill (marked with red), since our Integrex only can index turning tools in 0 and 90 degree, but is able to index milling tools in any angle... I assume there is no other way to make it in Mastercam except with 5-axis, which my Integrex and Mastercam licens doesn't support! Thanks in advance!
-
I tried to compare the X4 and the X6, just to see the difference! X6 is a HLE, but guess it doesn't make any difference! Desktop Intel Xeon W3565 3,20GHz 12 GB RAM Win7 Pro 64bit X4: 1min:34sec X6: 1min:01sec
-
But I guess you're running MU3 or?
-
Nope... Just X4, no MU..
-
I have attached the file here: FACE TEST.MCX