





NOTW Programmer
-
Posts
469 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by NOTW Programmer
-
-
Hi,
I am in need of the Generic Post mentioned here for MCAM 2017, where can I get it?
-Will
-
We do! Glad @Colin Gilchrist is local to us.
-
 1
1
-
-
On 7/12/2019 at 7:50 PM, Colin Gilchrist said:
Since you got a laptop with 64 Gb of RAM, Windows by default will designate 64 Gb of your Harddrive for the Page File (virtual memory). Since you have a 2 Terabyte SSD, this is probably just fine, since you have so much storage space. If you only had a 256 Gb drive, I would recommend reducing the Page File manually, and setting it to 32 Gb or less. With 64 Gb on tap, Mastercam should really not need to swap address space very often, and if it does, the fact you are running an SSD will make the I/O processing very quickly.
Wouldn't the IO count put unnecessary wear on the SSD? Why not use RAM alone? or create a RAM Disk and assign the pagefile to that drive instead?
-
 1
1
-
-
On 6/30/2019 at 12:56 PM, Camelot said:
I got the same thing when I installed 2020. I updated my video driver that had open CL 1.2 and all was fine.
I don't have a high-end video card and got around this by disabling hardware acceleration. In 2020, that option was moved from the Advanced Configuration to the Mastercam Launcher.
-
4 minutes ago, Colin Gilchrist said:
Make sure there is no "/N" parameter on the Start-in command line.
Nope, I even forced an "/H" but still get the same error.
-
On 12/3/2018 at 5:57 AM, Chally72 said:
For those who don't remember the configuration switches or aren't as familiar with modifying the shortcuts, there's also the Mastercam Launcher, where you can configure the launch settings to the license configuration you want, and then create a shortcut on your desktop with this configuration.
I get an error about NetHASP not found, but I am using a HASP dongle installed on my machine.
-
On 6/8/2019 at 11:44 AM, 5th Axis CGI said:

Ron,
I read somewhere the CNC-Calc is an add-on to the pro license, is this true?
-
Company name of course. I found the .dxf export but it created a 21MB file. I have a ticket in with out reseller and will await their response about that.
-
Does V8.05.10 still have this feature? I cannot find it anywhere. I have the Pro version of the software.
-Grey
-
3 hours ago, Grievous said:
Just an idea...When I have a machine where one axis goes ..let's say -5 to +180, to avoid the issue, I rewrite the axis limit from 0 to 180. After I finish I write back the limits. I use vectors for 5x programing , not direct machine axis.
Grevious,
Can you be a little more specific? Where do you set the limit, in the post or the operation?
-
3 hours ago, 5th Axis CGI said:
Sorry to say nature of the beast when a programmer makes the shape so close to singularity on the machine. This is where it is sometimes best to put a 5 or 10 deg tilt on the part in the setup to avoid this and get away from a singularity possible situations like what was created here.
Oh so it's my fault huh? Thanks Ron!. Chuck Cook did mention that we should have a 5° tilt on the table, but what does he know....lol! You should see the Vericut singularity, fun stuff.
-
1 hour ago, nickbe10 said:
Lock the C axis?
What kind of toolpath is it?
What kind of machine? 5 ax?
Where did you get your anti gravity device?
Cannot lock the C-Axis, it is a Swarf Toolpath but it acts dumb on the corners. Running on a Mazak 730-5X A/C Trunnion. Not sure what "device" but I am going with M.A.R.S!
-
Any ideas how to clean the path to prevent this?
-
Hello,
How can I reduce all this extra C-Axis motion.
-
On 1/12/2019 at 9:40 AM, Mahabub alam said:
this is not working
This works, https://www.dropbox.com/s/yf1f24epmubsfqg/ModuleWorks_-_Documentation.chm?dl=0
Remember to right-click --> properties --> unblock your file.
-
On 1/15/2019 at 10:33 AM, SlaveCam said:
Viewsheets rule and I use them all the time.
However, language barrier (or my tired mind) is stopping me from making any sense. I'll take a screenshot tomorrow and explain further. Sorry and thanks for patience.

Did you ever figure this out? Can you upload the image you were talking about?
-
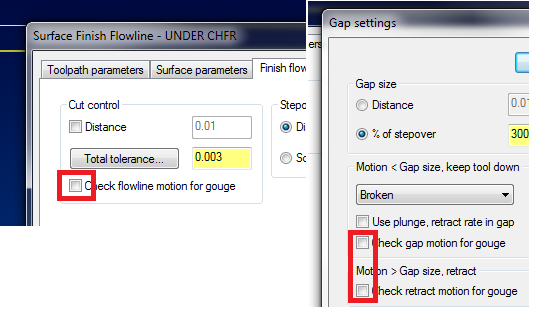
On 8/14/2018 at 4:58 AM, Guest said:
Threw a test file together....a file would be helpful it's something in the settings

Guest,
I did this very same thing with the below settings. Someone told me this can be done with contour but I cannot figure it out.
-Will
-
Has anyone else experienced having to send the machine home before G54.4 actually takes any effect? We have an AWEA FCV-620 that need this, otherwise, it gets lost and starts machining off the stock. Talk about dangerous !!!
-
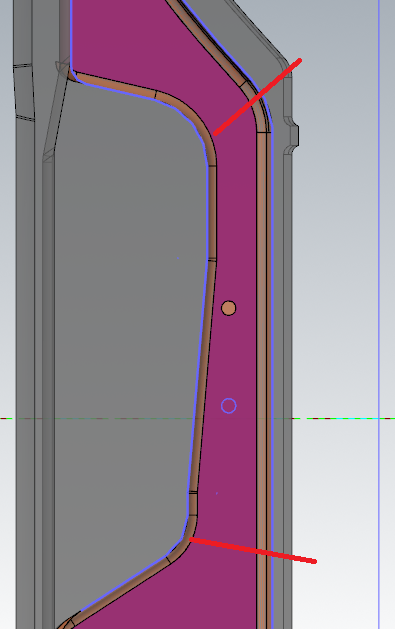
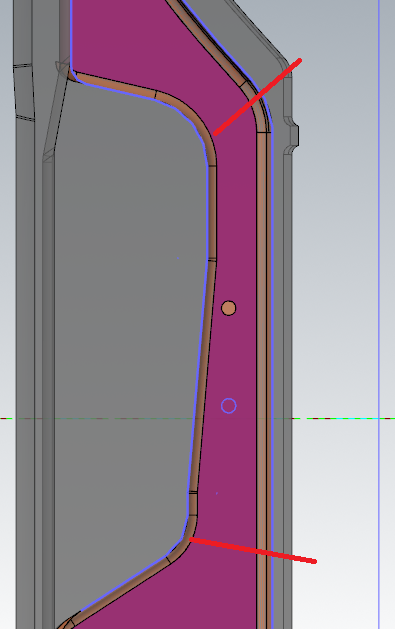
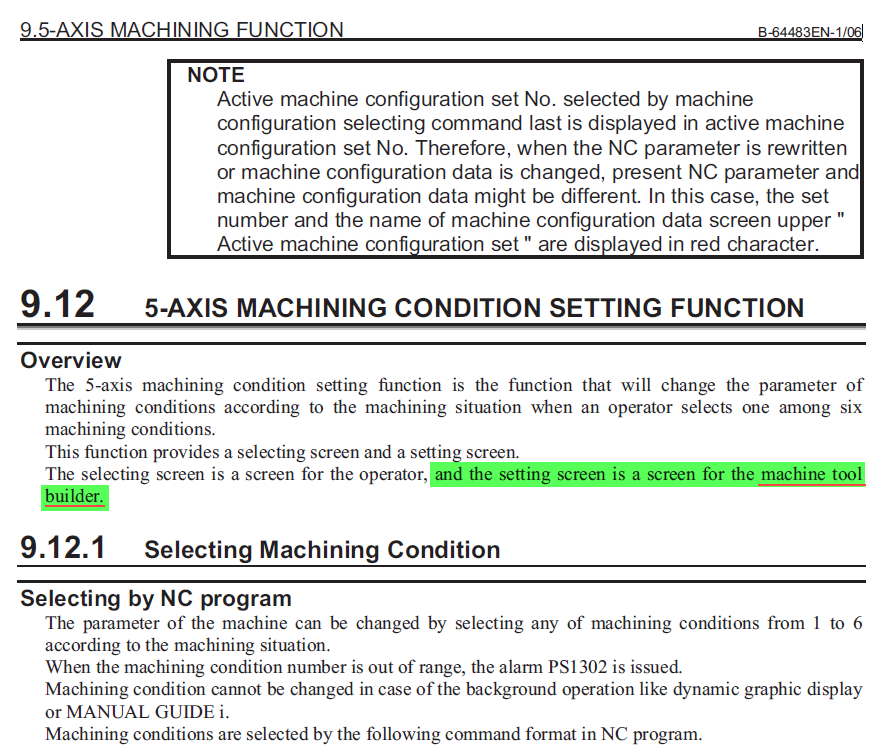
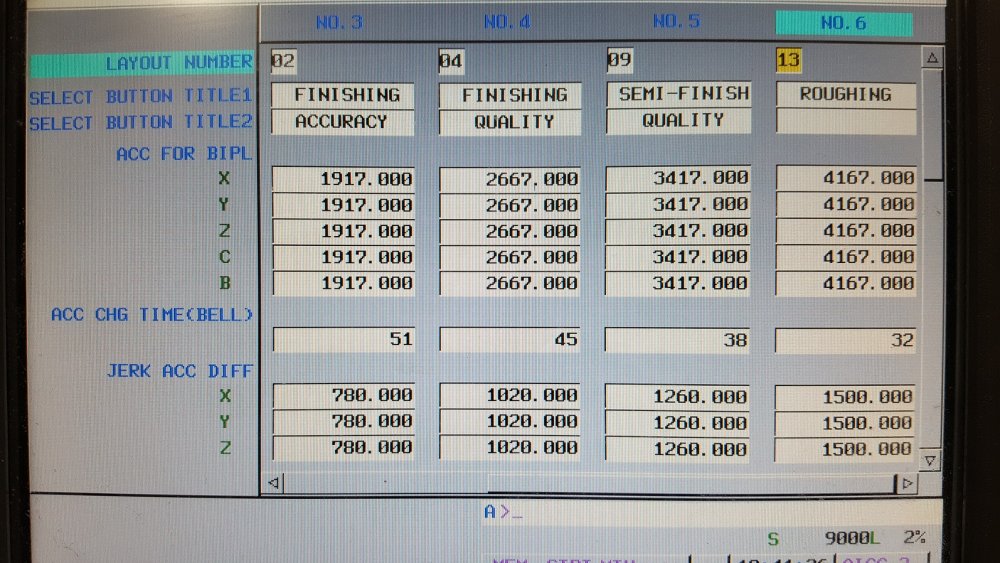
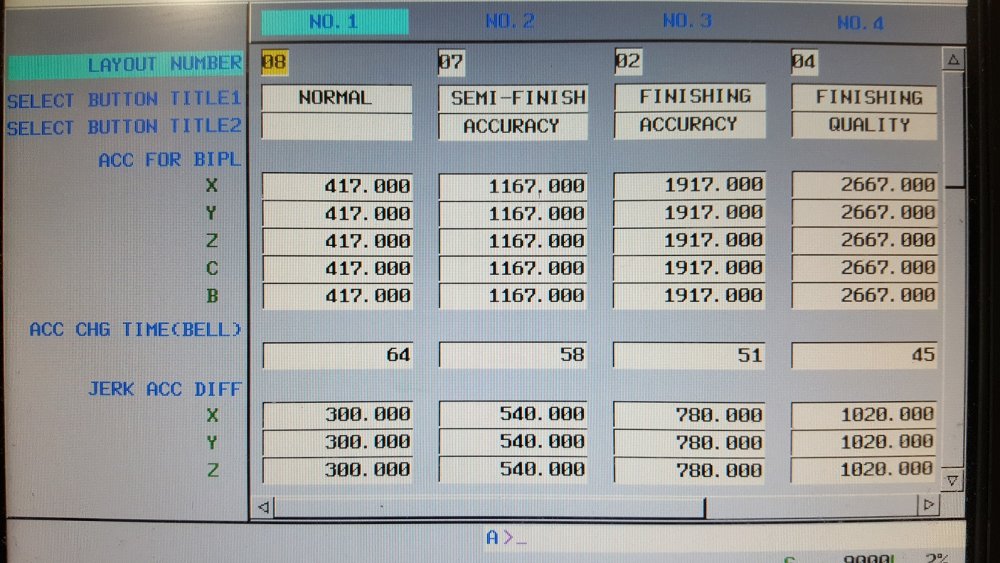
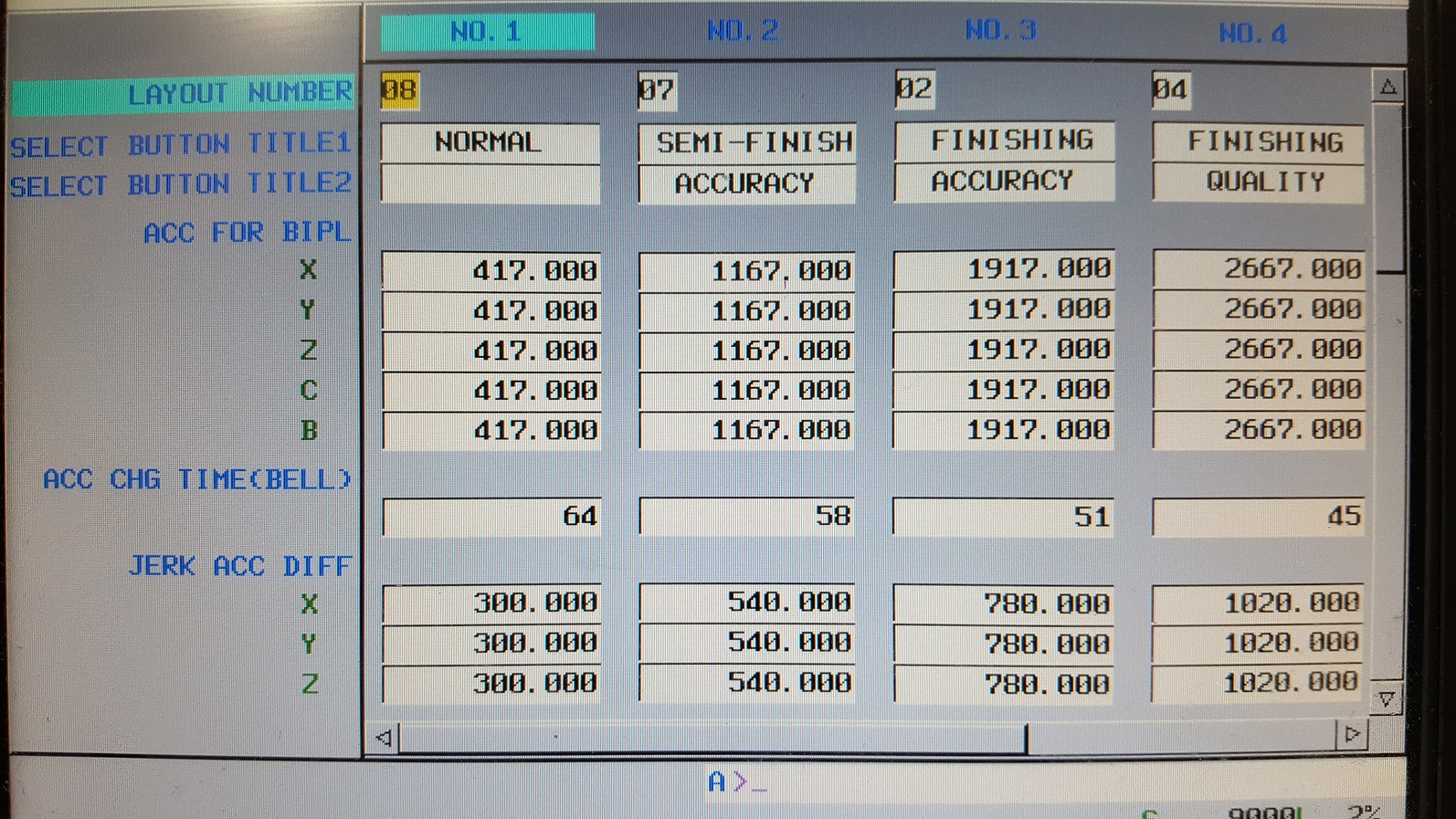
Hi,
Do any of you have an idea or can point me to a resource to fill in the Fanuc 5-axis Machining Condition table. It is supposed to be developed by out Tool Builder, Yama Seikie has tried to configure our AWEA FCV-620 but failed in their many attempts at it. It has been nearly 9-months and the machine still jerks when changing direction and does not have a smooth motion at all.
See attached for clarification.
-Will
-
8:16 Total Time
Dell Horizon VMWare via Local
Xeon CPU E5-2687W v3 @ 3.10 Ghz, 5 Cores, 5 Logical Processors
25.0GB DDR4 RAM
Nvidia GRID K260Q 2GB DDR5
100GB SSD
-
10:36 Total Time
Dell Horizon VMWare via VPN
Xeon CPU E5-2687W v3 @ 3.10 Ghz, 5 Cores, 5 Logical Processors
25.0GB DDR4 RAM
Nvidia GRID K260Q 2GB DDR5
100GB SSD
-
7:10 Total Time
New Dell M7710
i7-6820HQ CPU @ 2.7Ghz
16GB DDR4 RAM
NVIDIA Quadro M5000M 8GB
250GB SSD
-
Hi Roger,
I am also diving into some coding for Mastercam, can you please share those resources with me as well.
Regards,
-Grey
-
If I understand correctly, you should be able to restart prior to the codes above being read, but not afterwards.
what I mean by that, is the machine needs to read those codes in order to run/calculate correctly. Since those codes are typically recalculating positions and feed rates at every line of code involving movement, you probably cannot skip down through moves and have it just pick up and know where it should be.
In these circumstances, you can probably only start at tool change positions where these are typically set and read.
We don't want it to pick up and go, the machine would need to know where it is at. Every machine I have run so far is able to read through and restart mid-program. Seems to me that starting off at a tool change is a workaround being that there realy isn't a tool change at such location to begin with. The point I want to restart from is perhaps a spot where the operator wanted to check something or if a tool got dull towards the end of a 30 minute cycle.
Anyone ever experience G61.1 alarms during 5axis moves ?


Okuma Collision Avoidance System: Friendly STL files?
in Industrial Forum
Posted
How do you export again? I see nothing in the menu, and save button just asks for a name.