swanny
-
Posts
60 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by swanny
-
Has anyone else milled nickel sulfamate? We are an electroforming shop and it requires we 2nd op machining a lot of plated parts. Mostly small parts. .375 in diameter and about the same tall. Looking for cutter types, sfm, ipt. Any suggestions would be much appreciated.
-
Wow! Thanks a lot guys. I will let you know how it goes.
-
Yeah i knew that was coming
-
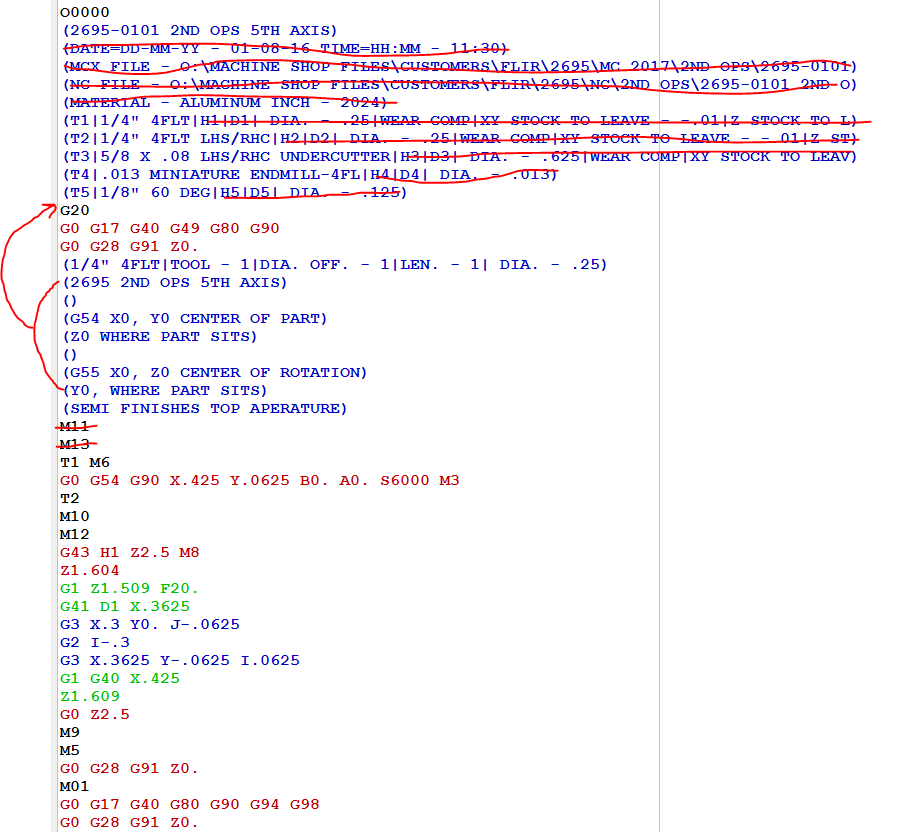
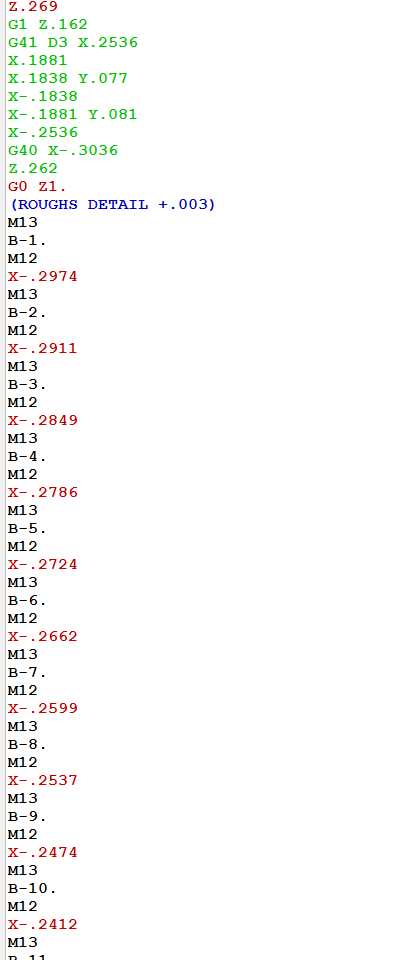
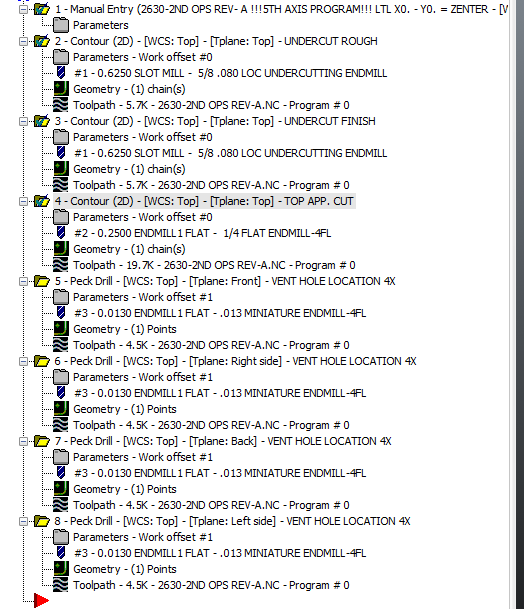
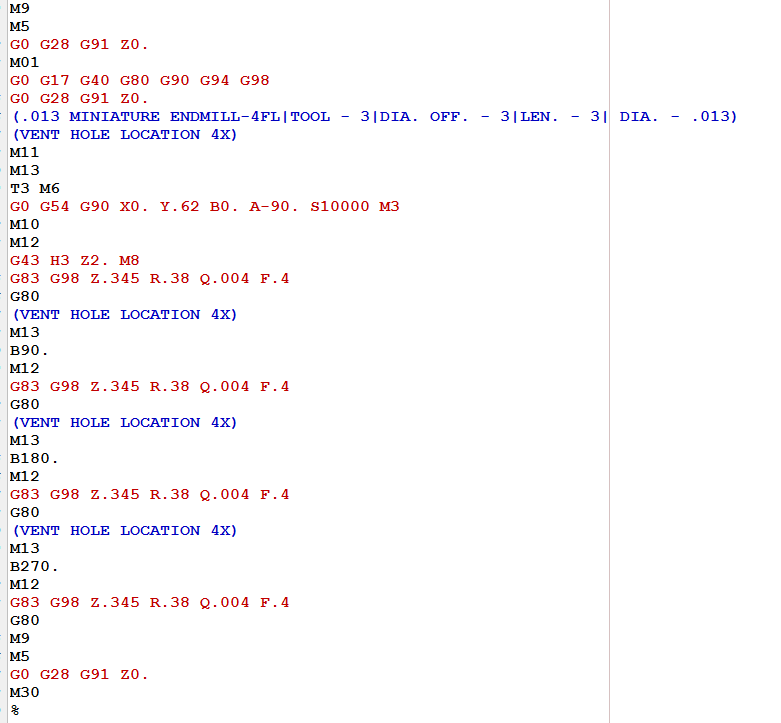
I want to clean up all the stuff in my post. Not sure if some of this can be done. This is the generic haas 5 axis rotary post that I'm trying to edit. 1st: I would like to remove date , time, mcx file, nc file, and material from notes. 2nd: I would like to remove all all the details from my tool list and just leave a cutter description and tool number, also be done at tool changes. 3rd: I would like it if my manual entry didn't split my 1st tool description and my toolpath comment. If possible I would like for it to be after my tool list 4th: I would like to get rid of the brake going on and off at each tool change and only go on and off during rotation. If i can get rid of any of this it would be much appreciated. Thanks in advance for any help.

-
Never mind. Found it in an older post about the same topic. It was in the post and not the machine definition. brk_mv_head : 1 #Break the 5 axis moves to remove gouge brk_max_ang : 180 #'brk_mv_head' maximum angle move, applied if chordal_ "was 1 changed to 180" Fixed the issue
-
Its just 2d contours. Not a surface program. I think its a machine definition or a post issue.
-
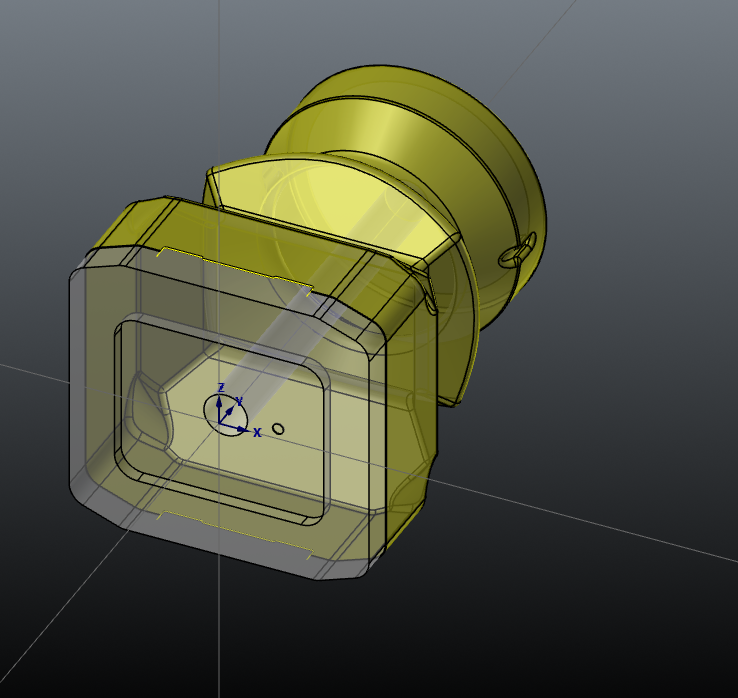
My post wants to do a bunch of b axis moves instead of just rotating 90 degrees. It only happens when the rotation is with the same tool. If I force a tool change then it works fine. attaching a picture of the posted problem. Running mastercam 2017 - haas vf2- tr series 5 axis trunnion mill.

-

How to setup X+ to run correctly and create setup sheets.
swanny replied to e_ham's topic in Industrial Forum
There was a bug in the installer. It has been fixed and is working fine FYI -
How to setup X+ to run correctly and create setup sheets.
swanny replied to e_ham's topic in Industrial Forum
I can get the non English version to work but it seems like the English version isn't extracting the files. -
How to setup X+ to run correctly and create setup sheets.
swanny replied to e_ham's topic in Industrial Forum
Does any one here use it for mastercam 2017? I installed it and added it to my toolbar but cannot get it to run the tool list sheet -
Thanks. I will look for that. If I was running one part like this I wouldn't bother with multiple offsets. But its easier to control during a run of 100 parts or so.
-
I have a few toolpaths with G54 and a few with G55. I have the planes set to a G55. I also go into my operations manager and set them there as well. When I post them together, G54 and G55, all toolpaths post as G54. When posted separately, they post correctly with the designated offset. No idea why. Generic haas 5 axis trunnion post, Mastercam X9.


-
Thats what I wanted to do. But I guess I'm just going to let it do its thing. Just thought there might of been a way to program just the B axis to move.
-
Be careful defaulting to this type of toolpath. If you use a single point threadmill all will be good and you won't notice anything. But using a multi-flute threadmill, this will create a 1/4 turn of flat threads. I made this mistake already. That is how I know.
-
I originally tried doing this. I will post it up to show what I'm getting.
-
gwizard cnc cookbook works pretty well. I like their material options too.
-
Why isn't there a Z move on line N124?
-
Haas VF-2 SS , TRT160 (5 axis rotary), Mastercam X9, GENERIC HAAS VF-TR_SERIES 5X MILL.MMD I want to have my part rotated at the machine A-90. (part toward back of machine) I want to set that as G55 A0. B0. Now I want to program my part like that and only have it rotate the B axis. But it won't let me. It still wants to post out an A-90. , instead of an A0. Is there anyway to tell Mastercam that all I want to do is rotate the B axis? I want to rotate B 180 degrees about Y without moving A. I have my WCS at FRONT and my Toolplane and Construction at TOP for the first side. Then I rotated my WCS about my Y axis 180 degrees and saved that as a new WCS. Still have my WCS at FRONT but now my Toolplane and Construction views are set to the new plane. I thought that would work.
-
Thanks for your help. Works great
-
Thats just it. I dont want to use a G91. This is what I was told how it was setup before. I dont like it. This is a haas control on a VF-2 SS. Yes it is inspection plus. The machined part is on a small fixture. The part has a really tight true position tolerance on it. So the probe comes down and touches off on the part each time, sets a new offset, then runs the machining process. They normally use the machine home location for a z location and, eyeball the probe to a starting point and then edit that in the program as an incremental move from the home position. works great until you arent in the home position, then it crashes.
-
These movements are before the actual probing cycle starts though. Im going to test it out and see if this will work. I still want my probing cycle to work the same, Im just trying to give my probe a hard location to start from.
-
Not really. What I'm trying to do is have a z offset for my probe. So it references a workoffset for a z movement instead of assuming its at the home position and incrementally moving down. I crashed a probe because of this. Anyone know if I can just give it a different length offset not being used. So for instance my probe is tool #24: T24 M6 G90 G54 G0 X0 Y0 G43 H34 Z5. G65 P9995 W54 A11. D0.27 E-0.7
-
This has been the format for the probing cycle before we run a part. Its added to the front of a program so every part gets probed. The problem I just found was you cant start the program mid cycle because of the G91 Z- move. But as long as you run the program from the home position, it works fine. Need help to rewrite so I can start probe from anywhere in the program. T24 M6 G90 G54 G0 X0 Y0 G91 Z- ( INSERT Z POSITION FROM HOME) G65 P9995 W54 A11. D0.27 E-0.7 The other thing is the height offset for the probe is a set number. 5.5169 which is from the spindle to the tip of the probe. Just need to be steered in the right direction.
-
Im pretty open to trying what ever you think. I will write toolpath and post a picture of the verfy