SRD93PGT
-
Posts
31 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by SRD93PGT
-
Have a question regarding new Mastercam purchase. Do you really have to pay for maintenance the first year when you are buying Mastercam the first time? It doesn’t seem like you should when purchasing a new software, it should be included. I can see paying for maintenance after the first year.
-
Well I usually always call workoffset, plane, index before I move. Never had an issue before this machine. I’ll have to change my post then for this one. It’s the little things! Freaking spent a whole day figuring this one out. Mazak still doesn’t know why it doesn’t work on this machine and not the others we have.
-
Well Mazak is stilling looking into this but I figured it out. I can't have a plane call like G17 with the B index. I take out the G17 and it runs fine.
-
Those machines have a full 4th or 1 degree?
-
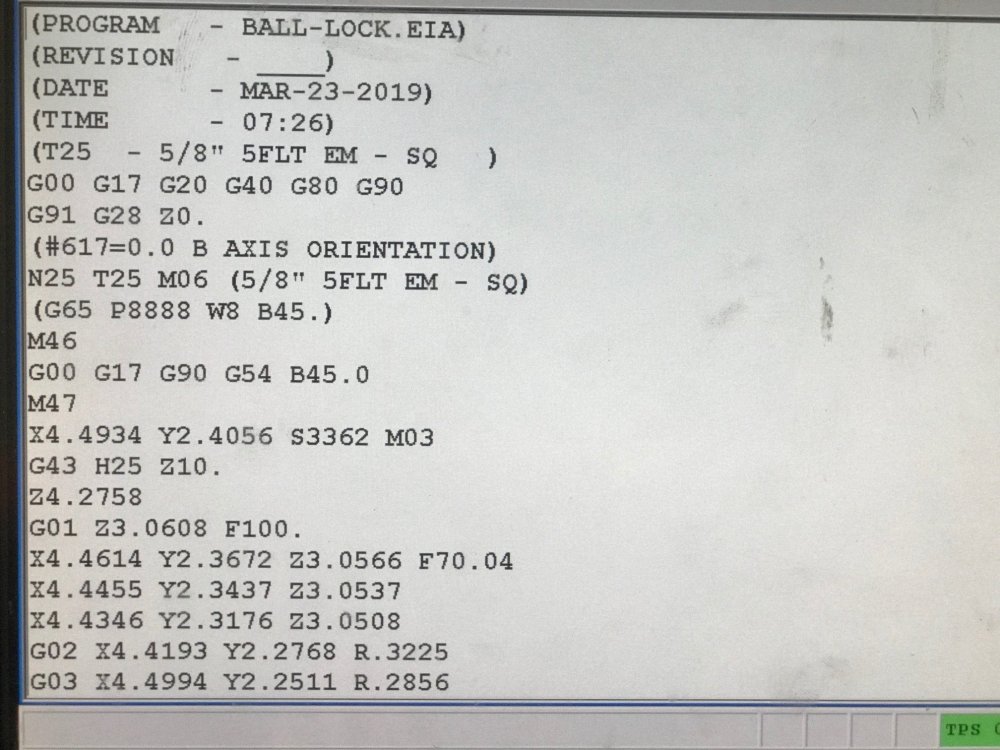
Of course the pictures are not in order, but the video posted was running this code.
-
-
-
LOL, yes I am trying to load the pictures and video.
-
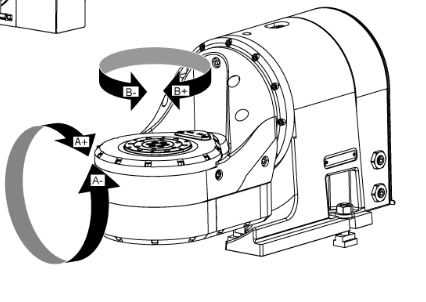
Looking for some help on an issue with the B axis on a Mazak HCN6800. Its moving when not commanded! Not sure if I am over looking something or there something modal that I don't see that would be causing this. Any help would be appreciated
-
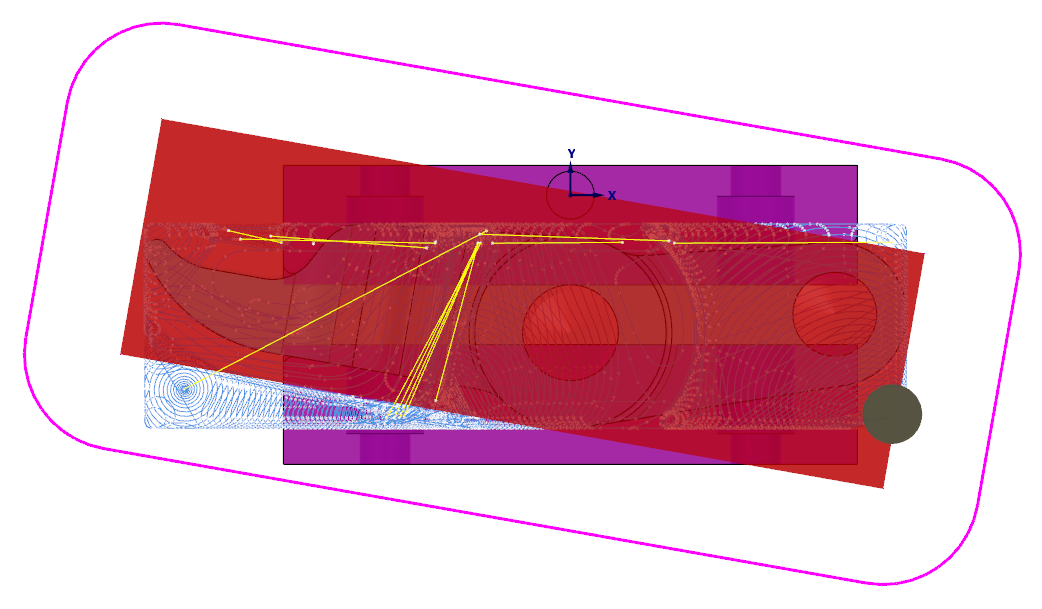
OK so I got it to work, ignore the stock/ rest machining and use the boundary chain with out side strategy. Boundary chain is my stock profile, never had to do this before but it worked so far. Still not sure why we have to select all this wireframe when we define the stock model
-
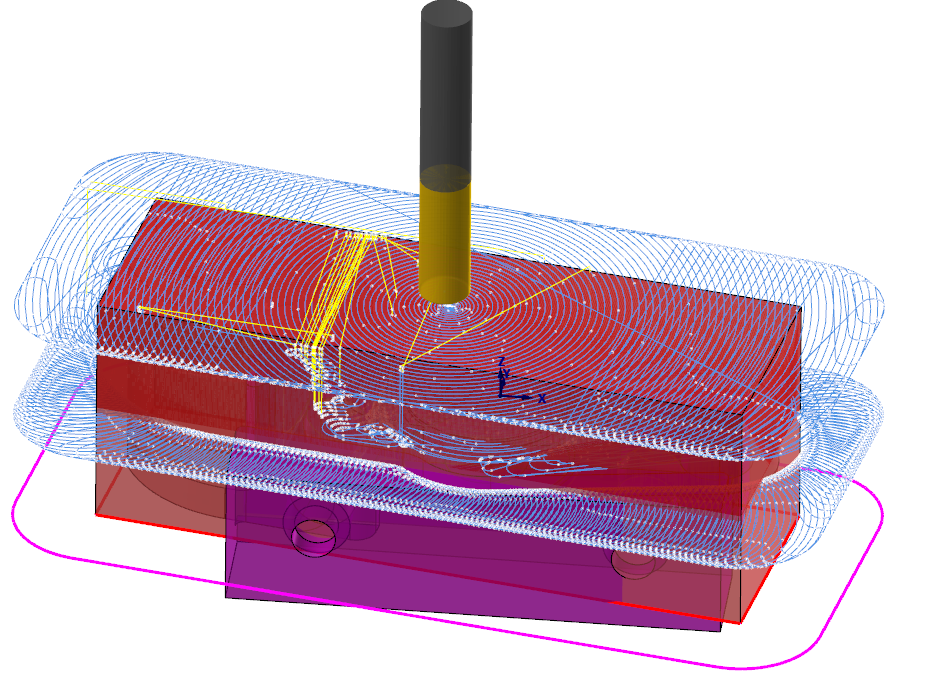
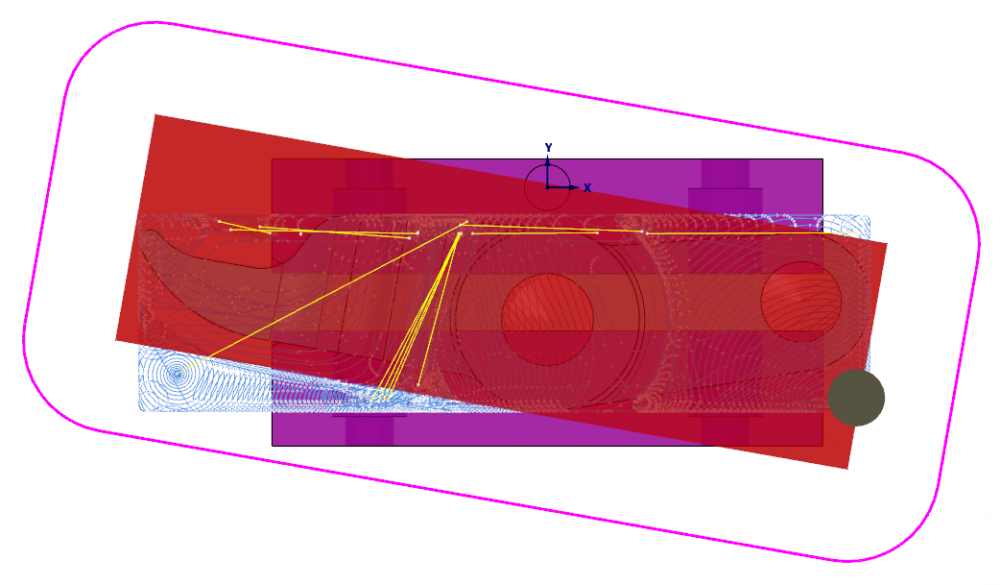
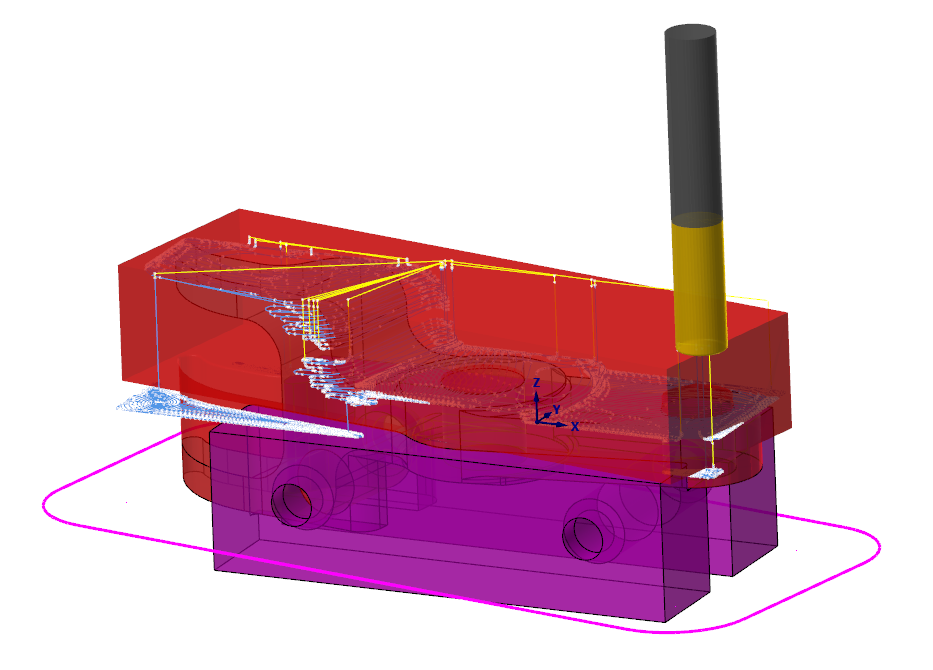
So I am sure I am doing something wrong or does this software really don't know what it has machined or what the stock is even though I defined it. This is a simple part 3 operations in a vise customer needs 2 pieces. I always make a solid of my stock and select it as my stock model. First operation is fine, everything looks good. Second operation, added new plane and skewed X axis 10 degrees for a better fit inside some soft jaws. First operation used Opti rough without selecting rest machining, tool is plowing into the stock. Ok well lets setup rest machining. Not sure why the "strategy" is greyed out and I have to use a " boundary chain" but try that out. Now the tool wanted to helix into the center of the stock. Its not coming from the outside. Am I missing something? Opti Rough with stock model only, no rest machining. Its hard to tell but it plowing through the stock. Boundary chain is visible but not being used different view of toolpath above Opti Rough with boundary chain, stock is shown as well, both as the first op solid and the stock model
-
There is a Renishaw probe app, it works very good.
-
Ok so I am an Mazak Integrex guru.....I now have the pleasure of programming a Mori NT1000. I have figured out a lot so far and I can take my knowledge of the Mazaks and get some things to work on this. One thing I am struggling with is the G68.1 and milling at 90 degrees on the main spindle. You would think this would be easy and it is if I forget about the B axis and treat it like a 4 axis lathe. What I mean by that is I have an end mill cutting a flat on part in the X direction using Y to come across. The program would be X0.500 for the "depth" of the flat. Ok I get it and nothing new, I like to keep my code clean. So this Mori has the G68.1 3D coordinate rotation. So form past experience anytime I bought up a tool and treated it as a milling tool I would command a rotation of the plane and attacked the part no problem! I could be 137 degrees to 6.5 degrees to 195 degrees on the sub. Code was simple and you programmed is like any mill. X,Y,Z...Z for depth of the tool. That was on the Mazaks, this thing here.....WTF Ok so G68.1 works on every angle fine except for 90. So if I bring a tool up and command G68X0.Y0.Z0.I0J1K0R90. and I am going to mill a flat on a OD of a part say. X1.0 Y1.0Z.5, this thing wants to travel to china!.. I mean it gets to the OD of the part and still has 10.0" to go roughly. Am I crazy to think this rotation should work no matter what angle? I like to keep the code simple, so anytime the upper head is milling you treat it like a mill not like a 4 axis lathe. I hope this makes sense to you guys and any information would be appreciated.
-

subprogram nesting / external
SRD93PGT replied to SRD93PGT's topic in Post Processor Development Forum
OK one more thing. I have it posting out with the subout$ = one and the subprg$ = 3 (.sub). When it writes the files for the subs it uses the main program file name plus the "sub" and overwrites itself (I should have 60+ sub programs but end up with 1). I know subout$=one will overwrite all data or create new file if it doesn't exists. So I know why it is doing it I need to figure out how to change the file name to be the subprogram number. Might be to tired tonight but hopefully this makes sense. -
subprogram nesting / external
SRD93PGT replied to SRD93PGT's topic in Post Processor Development Forum
Awesome! Thanks Guys, worked out good once I figured out the options for the subout$=zero and "file manipulation" -
I am using a MPMaster based post. The machine is a Mori NH4000 which doesn't have a lot of memory but a huge hard drive where I like to put larger toolpaths in "Tape Mode". I program using transforms to create my subprograms. Currently the sub programs are nested inside in the same output file under the main program. Is there away to have these post out as different files? I currently have to manually break up the files and its a pain since these files are huge. Just wondering if there is an easier way.
-
I'll get back at it tomorrow. Had some other issues to deal with today. I'll post my findings
-
So basically what I am looking for is the rotary to position both A and B and then simply execute a XYZ tool path. Yes I have played with the rotary axis control and nothing changes.
-
OK so I figured something else out now. If I post out the code as a full program it goes crazy with rotation moves. If I only post out one operation it is fine..... (Crazy Posting) X1.2458 Y.1811 Z2.3593 X1.2245 Y.1963 Z2.3576 X1.2003 Y.2061 Z2.356 X1.1745 Y.2101 Z2.3543 X1.1484 Y.2081 Z2.3526 G2 X1.1114 Y.2024 I-.081 J.4095 X1.0942 Y.201 I-.044 J.4152 G3 X1.0707 Y.1933 I.0032 J-.0499 X1.0537 Y.1753 I.0267 J-.0422 X1.0474 Y.1514 I.0437 J-.0242 G1 Y.1511 Y.1261 X1.0498 Y.1029 Z2.3546 X1.0569 Y.0808 Z2.3566 X1.0855 Y.0158 Z2.3626 (RUFF FACE) M11 M13 G0 B1. A1. M10 M12 X1.0521 Y-.0092 Z2.353 M11 M13 B2. A2. M10 M12 X1.0186 Y-.0342 Z2.3434 M11 M13 B3. A3. M10 M12 X.9852 Y-.0593 Z2.3338 M11 M13 B4. A4. M10 M12 X.9517 Y-.0843 Z2.3243 M11 M13 B5. A5. M10 M12 X.9183 Y-.1093 Z2.3147 M11 M13 B6. A6. M10 M12 X.8848 Y-.1343 Z2.3051 M11 M13 B7. A7. M10 M12 X.8514 Y-.1594 Z2.2955 M11 M13 B8. A8. M10 M12 X.8179 Y-.1844 Z2.2859 M11 M13 B9. A9. M10 M12 X.7845 Y-.2094 goes on for ever! Same ruff operation nothing changed except for posting single operation (1/2" 3 FLUTE EM|TOOL - 2|DIA. OFF. - 2|LEN. - 2| DIA. - .5) (RUFF SIDE) M11 M13 T2 M6 G0 G54 G90 X1.0632 Y-3.2676 B90. A90. S10000 M3 M10 M12 G43 H2 Z1.0374 Z.9874 G1 Z.5799 F100. X.7096 Y-2.9141 F412.56 G3 X.0025 I-.3535 J-.3535 G1 X-.2754 Y-3.1919 G2 X-.5635 Y-3.3113 I-.2881 J.2881 G1 X-1.1934 G2 X-1.5278 Y-3.1366 J.4075 G3 X-2.2239 Y-3.012 I-.4103 J-.2858 G1 X-2.6342 Y-3.2977 Z.7799 F100. G0 Z1.0374 M5 G0 G28 G91 Z0. M30 %
-
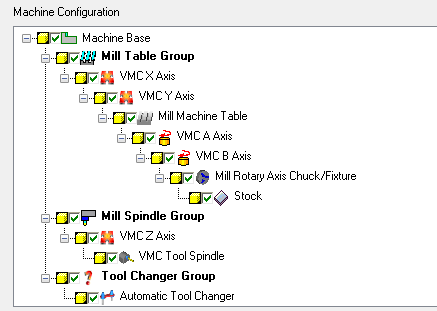
Here is a picture of the indexer and my machine def
-
It's not proven, it's the stock post. I started to validate it today and my first tool path spits out way wrong. I have a 2D high speed toolpath that works just fine afterwards.
-
Ok so now I feel dumb. I am trying to program a Haas DT30 with a TRT100 5 axis rotary. I have a simple facing toolpath which doesn't require any rotation. Planes are set correct. When I post code it is creating a 5 axis tool path. Now I can select the generic fanuc post and it posts out fine. I have narrowed it down to the post and I can not for the life of me figure out why it is doing this. Anyone have this issue? All other tool paths seem fine except for the facing.
-
Well the only left is Featurecam, I am currently using that since we have four seats of it. I hate the software, but the code is legit. Also the machine simulation file can be modified with solids from Inventor or Solidworks.
-
You are correct, its the first they would have sold.
-
Thanks for the reply. I still can't believe I can't customize it. Yes I use X6 for our Integrex machines. Just wanted more verification before I let code rip on the floor. We have very little time for dry running these days, and the work pieces are getting more complex. Good thing I didn't pull the trigger on this new module, I was told different, should have known when he said I'd be the first person to buy it.