dan.w
-
Posts
50 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by dan.w
-
I just want to Bump Craig-B's question. It seems that machine sim has a lot of unused potential for most Mastercam users. Would love to see a little more information for us non post-developers. It seems the relationship between Module Works and CNC is an interesting one. I'm a little surprised by the lack of documentation for the 5 axis paths and the mach sim. I'm happy to have both of them included in Mastercam, but it would be nice if they were seen as a more integral part of the entire application.
-
Ok - I'll reply to myself for posting too quick before trying everything. lstation$ is there for mill point paths. time to go home -
-
Hi, I was wondering if there is some reason why the lstation$ variable is not output on mill "point tool paths"? I've looked at the NCI line 1016 which should contain this information and it is always 0 with this tool path. When using the lathe version of point it is there. It seems to work for all of the other mill and lathe operations. Does this mean i'm going to have to go and try and read it from this parameter? Thanks for any help, Dan
-
Jay - I can't find the X9 in my registry?
-
Kind of - Most of our users are on X8 or moving towards it. We won't allow anything but Windows7 on the network so it is making V9 an issue. And as Collin pointed out - we hope there are some improvements in the previous 9!!! versions. I was looking at the file to see how X8 would handle it and try and match some of the formatting on a updated post. I was encouraged that is seemed to open seamlessly, but a little confused by the different NCI files I was seeing. Overall everything is really close - but I don't think I am ready to drop all of the legacy files in a migration folder yet. Any Suggestions?
-
Hi Colin, Thanks for verifying that for me. I was a little surprised to see things change without really modifying anything. The V9 files are just something someone gave me to look at. I agree it is probably the equal steps causing it. Appreciate the guidance, Dan
-
Hi, I know this has been covered multiple times and I have read some of the issues on other posts but I was hoping someone could help explain what is going on so I have a better understanding of how Mastercam works; I have a V9 file - simple turning on a 2 axis lathe. I open the file up with X8 and it assigns the default lathe with the MPFAN post. All of the operations are good so I post the code and other then some formatting issues it looks almost identical with the code generated with V9. I then regen all of the operations and post the code with the same everything - and when I look at it the results there are some differences. One rough turn operation looks like the z depths are different by .002". I will also see this same behavior if I save this file as a X8. When I reopen the file all of the operations are dirty and have to be regenerated. I looked at the settings in this one particular operation before regen and after and they appear identical. So I look at the nci file and it shows the differences. The pre-regen .nci code looks like something for V9. Yes I wish the .nci was identical but overall I'm surprised everything is as close as it is considering the number of version changes. The finish code is identical and I feel it would make a good part, but my question is where did this initial nci output come from? Is there a copy of this initial .nci stored within the Mastercam V9 file? Thanks for any explanations, Dan
-
As opposed to one where everything has a fixed IP address. I might be confused as I'm not a network specialist but from my understanding originally every piece of hardware in a network had a fixed IP address. It seems like the controls written into the license manager were designed for networks with static IPs. We have some hardware with static IPs but all of our PCs use dynamic - I think this is pretty standard. I think the strange behavior originally mentioned by Cathedral is a byproduct of the license manger being built for a static IP network - but I really don't know. The nethasp license manager is pretty basic. It doesn't have quite as many radio buttons as Mastercam . Unlike some of the license managing applications; you can't limit access, you can't set timeouts and you can't revoke licenses, but in an environment with 10 or so users where you want to share access - I think it will work great. Like everyone else - we turned it on and it worked. I only know enough about networks to get by - I try not to ask IT too many questions because by the time they get back to me I forget what I wanted to know. Sorry if I caused any confusion, Dan
-
LOL - Been there done that. I had forgotten about it until reading your post. We had a couple of individual plants experience the same thing before our "big" conversion. Couldn't figure out what was happening to all of the licenses. It was really confusing when we would look on the license monitor and see that the accounting and HR dept were using a bunch of Mill-3 and muti-axis modules. The nethasp system works great but I do agree it is limited in user control and license management in a DHCP environment. Once someone checks out a license and it becomes locked up on the server - I think it is around 36 hrs before it released, unless you do it manually.
-
We have recently transferred to the nethasp within our large corporation. It was relatively painless and works well. Our network utilizes DHCP - dynamic IP addresses - and we haven't experienced any problems. We use the server's name in the client's .ini file and Mastercam is able to make the connection without any problems. I've never tried using it without the server name in the client's files. We have a large network and our IT dept prefers not having services using up bandwidth broadcasting or searching. It also works well over our corporate VPN.
-
It seems yestwp is seeing the tool driving on the opposite side of the chain. As he mentioned -0 and 90 are identical, 180 and 270 are the opposite. Apparently this happens when you rotate the part or transform with this tool path. Sorry no answer - Swept 2D?. Haven't been there - Hopefully the experts can help out.
-
Did "update post" write this in the new .pst file? Or is this from the generated log file? Either way it looks like you are notified regarding any problems. Thanks for the reply, Dan
-
Hi All, I was wondering if there are any general rules or standards I need to follow when modifying posts to ensure that "Update Post" will transfer them to a newer version? So far the only thing I have noticed is a change in the post version line. What usually happens when running this chook on a highly modified post? Thanks in advance for any advice, Dan
-
Hi Keith, I think what you are looking for is "M109". I don't have a programming manual close by but this is how we use it: N300 #501=0 M109 P501 ( PROBE? Y/N) N310 IF [#501 EQ 0] GOTO310 IF [#501 EQ 89.] GOTO750 (Y) IF [#501 EQ 78.] GOTO800 (N) GOTO300 It puts it into a loop until the operator answers y or n. The 89 and 78 are the ascii values for Y and N. The comment section on the line with the M109 will be displayed on the control input line - so the operator will know why the machine has stopped. If you search for "Haas M109" you should be able to find some more info. Hope this helps, Dan
-
Thank you!
-
I'm looking for the short cut to utilize the "select post" button. See attached picture. There is some way to enable this and switch posts without going into the control definition.
-
Hi, Someone showed me once a way to activate the "select post" from the posting window so you can change post processor files without having to go into the control definition. Does anyone else know how to do this? Thanks, Dan
-
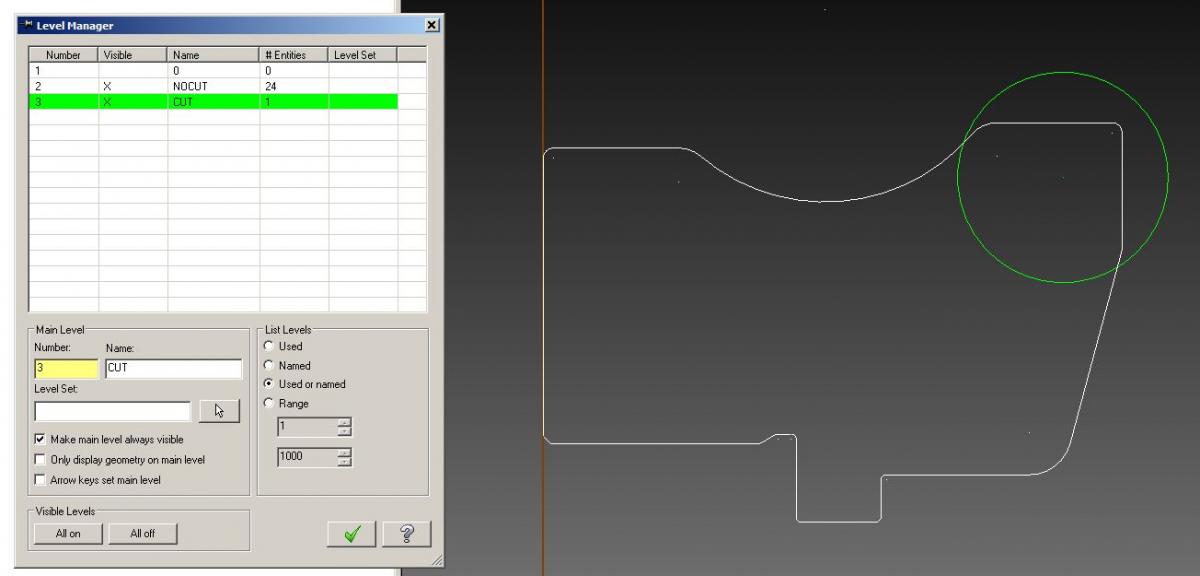
The Version shouldn't be a problem - I'm on X7-mu2 I looked at the geometry in the dxf file and the insert radii were represented by 250 segments so I simplified it with simple arcs - same error. I drew the cut layer as a round insert - same error. See attached image. I moved the files to the tool folder in the shared X7/mill/tools/ directory to see if it made any difference. In each instance the back-plot and verify windows all looked good, but when I regen the stock-op I'm getting the same message. I'll try a different custom tool and see if it makes a difference - but it seems strange that everything else can recognize the tool geo, just not the stock-op.

-
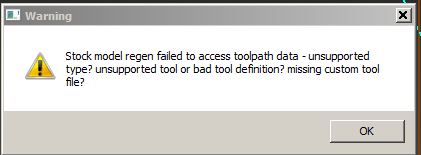
Hi All, I'm trying to create a stock model from an op using a custom tool and I'm getting the following message: "Stock model regen failed to access toolpath data - unsupported type? unsupported tool or bad tool definition? missing custom tool file." The tool geometry is coming from a dxf file. I had no problems creating the tool and it verifies just fine. For some reason the Stock Model operation can't use it. Are there any special requirements for Stock Model that dictate the tool type or the location for a custom tool's geometry? Thank you for any advice, Dan

-
I think the machine sim is great - I'm trying to rig my mouse to shock me when i hit verify or right click on the tool path. Does anyone know what the plans are for machine sim - I see it is a module works product. I also see it has a file open > nc code option. Does the full blown module works version have true verification (nc code) capabilities like vericut ? Is this in the future for Mastercam users? Dan
-
Thank you for the confirmation Jay – I don’t see how changing the licensing could ever change a setting. Sorry – long week and I might have not phrased the issue very well. I’m not a network admin but I’m being forced to act as one right now – and I had a bunch of people jumping on me for a mistake I don’t think I made. I did find in the documentation about the Nethasp.exe writing to the registry. I’ve used and watch it change the registry values. I did not see it change the User file locations as I had first thought. I too am having a hard time believing changing licensing can change any other settings. That said I did see something weird – I have X6 and X7 loaded on this machine. I went in and changed the default file locations for the X6 user files to a temp folder – When I started Mastercam X6 and closed it – the registry values reverted to the original paths, and it recreated all of the default folders in the temp folder I had created. I know this is how you can mimic a fresh install by wiping out the registry values, but in this instance I changed only one value. In my user's situation - The only thing I can think is he had the default directory on a mapped drive somewhere and this changed – unlikely, or he was logged on as someone and he couldn't find his configuration files? At this point I’m not that concerned. I didn't see what happened and so I’ll never know the whole story. I can’t recreate the entire situation because my local hasp isn’t currently up on maintenance. I did see that X7 has an additional registry value that didn’t exist in X6. I was just curious if anyone else has ever seen or heard of anything like this? Last question for those working in multi-user environments. If you have to rebuild a computer for someone – do you just install Mastercam and copy the config files to keep things simple – and keep their screen colors correct?
-
Hi Everyone, If you are looking for something cool to do with mastercam go to the next post. I did a search and I couldn't find a solution to this so I’ll throw this out there; We are considering converting over to Nethasps within our organization. We have a location that already has a license server running so we had users test the connection. Everything went smooth and we didn’t see a single issue. One of the testers was already on a nethasp so all he did was change the nethasp.ini file. The other person had a hard hasp and it caused a huge headache. After the testing I think the user ran the nethasp.exe utility and selected Hasp. He started Mastercam again and it fired right up. I thought everything was fine – now I found out that all of his user settings changed? At first I thought there was no way – the nethasp.ini file only has the connection settings. I started digging and I saw that some of the stuff is stored in the registry. So today I conducted a little experiment. I changed one of the registry settings for the shared directory and reverted to a standard hasp. I opened up the directory I created for the test and inside was a file - mcamx.config. I looked at the registry value and it had returned to the default folder for shared documents?? I guess they were right – changing back and forth between a hasp to a nethasp can have some unexpected changes. I’m not sure what his settings were before the test, but I definitely didn’t consider this as a potential problem. Has anyone else run into this? Any recommendations on making the conversion smoother next time, or knowledge of what changes when running the nethasp.exe utility. Thanks in advance, Dan
-
Hi again - Here is an image of what is happening when I use the flow line path with 'single direction'. Flow line acts the way I would want it to - but as you can see the retract move travels through the part as it returns to the next flowline. I've never programmed anything on a rotary axis and I was trying this to see how it is done. I can't find anything in the linking parameters to control this motion. Is this motion defined in the control parameters or in how the movements are posted. The only other thing I can think of trying is limiting an axis? Dan
-
Hi - i was hoping someone could a possible solution? I'm curious to see the settings for using this tool path. I tried a few times and had differing results. Worked fine with the pattern set on zig-zag, but once I set it for one direction, I couldn't keep it from diving under the part on the retract. Thanks, Dan
-
Hi there, - I thought i would try and contribute something after learning from everyone else. I looked at both solutions and combined them - I made a 3-pt arc across the base of the teeth for the bottom rail Multi-axis >> Tool Box >> Swarf Milling > Wall Surface - Picked the faces with the solid selection and face highlighted Bottom Rail - picked the arc at the base of the faces. I'm new to the tool path but it looked liked it worked. You might have to play with linking to keep the tool down in the areas with slots and getting it to feed into and out of the part. Seemed pretty quick to me. Merry Christmas, Dan