dan.w
-
Posts
50 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by dan.w
-
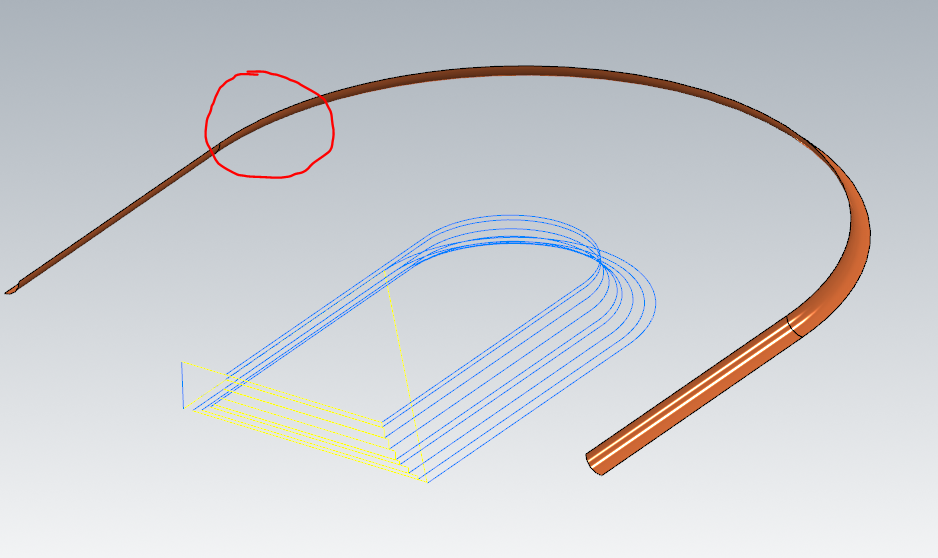
Hi - I'm working on an undercut surface. From my understanding my choices are flowline or morph? I have gotten pretty close with the flowline path, but the issue is which of my three surfaces it wants to start on. It always wants to begin on the middle surface segment circled below, instead of the end. How is the flowline start position determined when you have multiple surfaces - can I control this? Is it pick order? Thanks Dan
-
Curious about this answer - Haven't had much of a chance to use 2018. Is there a difference between using the machine sim through verify vs launching the stand alone? I assumed they were identical? Thanks, Dan
-
Sorry for jumping in but I have a couple of questions related to the topic: Will the vericut / mastercam pluggin work with the Mastercam mill/turn product? If the pluggin works - can vericut read the lathe tool definitions, or do these need to be built in Vericut? Thanks
-
How about this: In the directory containing your encrypted post file you need to have: file_name.psb and file_name.pst or file_name.mcpost and file_name.mcbpost No worries Ron - this isn't the first time I've written something confusing. Just like program comments - I usually have to rewrite them a couple of times to make everyone happy. Hopefully the next person working under the thumb of their authoritarian IT dept can make sense of this thread. Thanks again to everyone for the help, Dan
-
Winner and Still Champion - Colin! .pst = .psb .mcpost = .mcbpost Thank you for your help! Dan
-
They currently have the exact same name. I'm hoping that the binning process is the answer. The current post was binned by the vendor so I'll try and bin my own and see if it works. I'm sure our IT staff could offer a bunch of reasons on why they have it that way and one size fits all in their minds - I've given up arguing. Where does the mcpost extension come from?
-
Hi All, I'm trying to host a post file on a network server and I've run into a new problem. I'm unable to save a file with a .pst extension since the server identifies this as "is in the "E-mail Files" file group, which is not permitted on the server". There is no chance I'm going to get the server settings modified. I started looking around and I see there is an additional choice ".mcpost". The server doesn't mind this so I get everything linked up (shout out to Colin - I think i almost understand this process now) , pat myself on the back - hit post .... "STARTBIN was found but the binary post file is missing......." The psb name already matches the post name? I'm guessing the binning process only works with the .pst extension. What exactly is a .mcpost? I was hoping the extension was for this issue. Any suggestions? Thanks, Dan
-
$$ in old post and update post log file
dan.w replied to dan.w's topic in Post Processor Development Forum
Hi Colin, Most of the errors were due to someone commenting out all of the error messages so every mention of them was a undefined label. The error I was concerned about was in the log, I just didn't notice it right away. Log Message was: 37 - 09 Nov 2015 04:21:38 PM - PST LINE (972) - The post block output type processing has failed!, , Illegal character(s) encountered The spot in the updated post looked like this: #CNC<<ORIGINAL>> pindex #CNC<<ORIGINAL>> $$ pindex #CNC<<MSG-ERROR(972)>> The post block output type processing has failed!, , Illegal character(s) encountered When I go in look in the backup copy of the original post it really had this: ... $$ pindex sav_absinc = absinc$ .... When I look through the original post there are multiple lines with the $$, but all of the other ones have a # sign preceding the double dollars - #$$. At first I thought maybe the "$$" was a old method used for comments, but I didn't see it referenced in the post documentation. Maybe someone was putting it in their comment sections to make it easy to search for? Anyways - the post seem ok. No more errors although I still don't know how it was getting by the $$pindex in the original version? Thanks for the reply, Dan -
Hi, I was given some posts last run in X3 to try and update. Most of the messages in the log file were pretty straight forward. I did come across some things I haven't seen before; There is one line proceeded with $$ calling pindex that shows an error. When i look through the post there are multiple lines with this same $$, but all of them are commented out like this "#$$". I'm guessing this is an older version of commenting? The other strange thing is that this error wasn't listed in the update log file? If I search for CNC<, I do come across some other error messages a couple them were also not in the log file. None of them seem critical and were easy to investigate, but i was under the impression if the log didn't mention any problems, the conversion process went ok. Thanks, Dan
-
I noticed in the original post the consensus is they are of limited value but I'm curious why there are two different colors. Is there something wrong with the underlying operation? More curious then anything else.

-
Sorry for bringing up an old topic where it seems everyone agreed the tool path locking was of limited value, but I thought it might be of value if anyone else comes across this topic. When you do lock a tool path - What is the difference between a gold colored lock and a grey one? Thanks, Dan
-
ProTip: How to set Control Definition Defaults
dan.w replied to Colin Gilchrist's topic in Industrial Forum
Hi Colin, So this means that your file's the association to a post is stored only at the mastercam file level? Wow - never thought about that. It sure does sound like it would simplify some things. I've been surprised multiple times by the number of "new" post text sections appended on the posts when I've been fooling around trying to figure this out. I'm not sure if this is the best solution for us. Assuming my control definition settings match the default control exactly - if I take the extra step of going to the post and copying my post text to the default section, I should be able to avert any problems when updating? Thanks again, Dan- 44 replies
-
- 2
-

-
- defaults
- Control Definition
- (and 3 more)
-
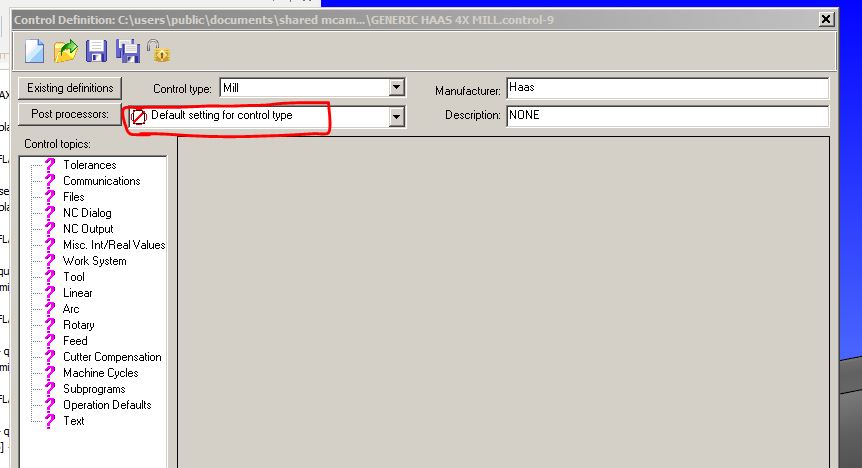
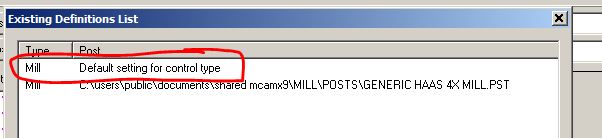
ProTip: How to set Control Definition Defaults
dan.w replied to Colin Gilchrist's topic in Industrial Forum
Hi Colin, First - many thanks for this control and your machine file write-ups! From what I understand - you have shown to modify your existing control file and then export it to the default. But I was curious if I'm modifying the default if I open up the control def manager and I select the default from the existing definitions ? Am I now modifying the "default" control, if not - what am I changing? Also- why can I modify all of the settings except the post text? The grey text at the bottom says system text is active? It seems your method will capture all of the changes, but I'd like to better understand these functions. Thanks again for all your insights, Dan

- 44 replies
-
- 25
-
-
- defaults
- Control Definition
- (and 3 more)
-
I think you are looking for mprint. good description in the mp documentation. if ................... [ result = mprint("your error message",optional parameter) ]
-
Hi Alan - i was wondering about the network settings you commented on. We are a multi-site user and one location has started describing problems. When i measured the connection it was slightly over 125ms - which didn't seem that bad. If we wanted to try using the TCP protocol - do we only have to modify the .ini file in the local computers, or does it also require changes on the license server. Thanks, Dan
-
Hi, I'm trying to program a lathe using G7.1 - cylindrical interpolation and I"m having a couple of problems related to this machine's physical control. For some reason it won't accept a G2 or a G3. I've already gone through the plane descriptions and I am waiting for the machine manufacturer to get me an answer if these commands work. In the meantime - I'm going forward and programming some of the parts without arcs. I would prefer to leave the control configured to output arcs during any milling and shut it off when going into G7.1 My question is - Is there a post variable corresponding to arcs are unsupported or no arcs? Somewhat related - from what I saw Mastercam always outputs interpolation and the post linearizes these moves? I had always assumed that changing this in the control def would change the nci output. Thanks in advance, Dan
-
Hi Ron, I was wondering if you could explain a little more what "breaking" the machine groups does and how it would be used in JP's example. I'm assuming it "breaks" where it believes the stock is? How do you decide when you start a new machine group and what do you use for the stock definition. Is there any way to re-link your stock in the new machine group to the operations in the preceding machine group, or do you have to create a new one if you make major changes? I'm trying to follow the reason for the "madness", or is it still crazy? Thanks for any insight, Dan
-
Somewhat related - Does anyone know if MoldPlus will open CATDRAWING format? We recently added the Catia import license and it seems to handle all of the models well, but a couple of our users were disappointed that it couldn't open the drawing files. Thanks, Dan
-
Hi, Sorry if this has been addressed before but I didn't happen to come across an answer. I'm trying to bore on the X-minus side of a bore. When I first start with the roughing cycle the stock recognition is working, but when I process the path it says tool collision every time it interacts with the stock. After hitting ignore a dozen times - the path is correct and the code is accurate - all of my X's are negative. When I go back and look at the parameters the stock recognition is greyed out and every time i reprocess this op I get the same collision message. Thanks for any help, Dan
-
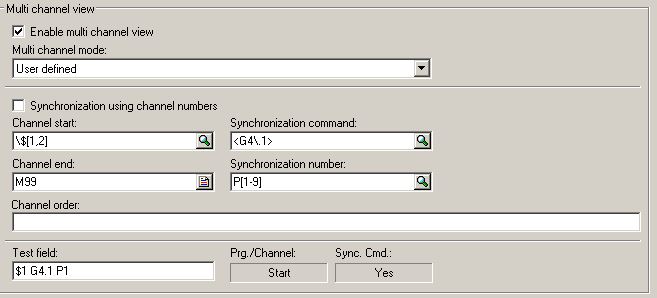
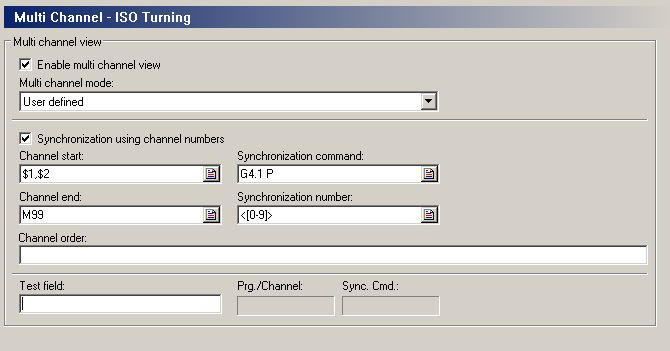
Apparently this isn't a common use but just In case anyone else runs into something similar - I tried again and found the solution. Problem was the period and dollar sign for the regular expressions, I had to use the escape character \ for the "special characters". It has been a while since I used regular expressions which can be a great tool for cimco. I did notice that the mastercam code expert has the same capabilities and I got that to work too - but Mastercam doesn't isolate the channels to represent how it runs in the control. Instead it has the red arrows when you mouse over the sync codes. I guess I'll be sticking with Cimco. Settings I used are attached.

-
I’m trying to look at a dual channel program with Cimco Edit and I’m having some problems setting up the editor. Both channels are in the same file. $1 (CHANNEL 1) G4.1 P1 (G4.1 Sync command, P is sync number.) G4.1 P2 M99 – Channel end $2 (Channel 2) G4.1 P1 (G4.1 Sync command, P is sync number.) G4.1 P2 M99 – Channel end I can get cimco to work if I use the pre-configured Okuma style and change $1,$2 to G13,G14 and remove the G4.1 sync command. Does anyone have an idea on entering the customized user settings? Here are the settings I’ve tried. Thanks for any advice. Dan

-
Good option for NetHasp users.
dan.w replied to Josh Kinney -Elite Engineering's topic in Industrial Forum
Hi Josh, Thanks for sharing this; Can you control multiple applications on a client with a single installation - for example Mastercam and Cimco? Are there any logging capabilities to see how often it is forcing shut downs, or when there are license shortages? If this is installed on a client - can you prevent license checkouts of unauthorized users, by using the windows account name? Thanks again, Dan -
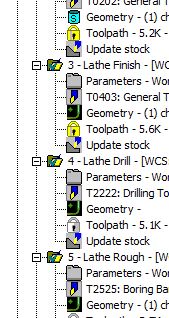
Manipulating post with operation comments
dan.w replied to dan.w's topic in Post Processor Development Forum
Hi Colin, Sorry I didn't have a chance to respond earlier but I had found the scomm$ string when searching through the nci. I was lucky since the post already had a string to capture it and using the scan function gave me just what I was looking for - I thought..... It seems the call to the wait code function is happening before the next operation. I see the correct string with the first operation, bet I'm guessing this is being set on a prescan. After that the output is always from the preceding operation. It appears the call to the wait code post block is at the tail end of the operation so i can't get what is coming next. I'm guessing the comment buffer is reloaded for every operation? So to make this work I would have to create a seperate buffer file and capture everything during the pre-read, or move my calls to the wait code function to within the next operation? It seemed like it was going to be an easy tweak..... Thank you for your guidance, Dan -
Manipulating post with operation comments
dan.w replied to dan.w's topic in Post Processor Development Forum
Thanks Colin! I just looking through the string functions when I saw your reply. I was assuming it was going to take a lot more manipulation to get what i needed. The parameters needed to be switched in the scan function and it worked perfectly. The function works fine if I declare my variable with the string in it. The problem is I thought I could simply search the comment$ string or set it equal to my variable: real_result = scan("sync_grp",comment$) or smy_string = comments$ real_result = scan("sync_grp",smy_string) Neither one of these work and I'm getting a "The math calculation/formula has an error" I guess I'm missing something on what the comment$ variable is and what i can do with it. Apparently it isn't a simple string I have to quit - but thanks for putting me in the right direction. I did see you mentioned the string functions in a previous post. Thanks for answering the same question twice. Dan -
Hi All, I was hoping some of the experienced post writers could steer me in the right direction. I have a twin turret / twin spindle lathe with a decent post. It will output waitcodes at every operation change. I am interested in in modifying it so that it is a little easier to sync up operations. I know that it is common to use the misc variables or canned text to manipulate wait codes. I have done a few tweaks and gotten this to work - but one of the things I don't like about this method is it is hidden from the user when they look at the operation manager. I was thinking if I put a standard string in the operation comments, I could use that to tell the post when I want the two channels to run together and it would be a little easier to see, rather then digging though each operations miscellaneous values. I've attached a picture of what I was thinking. I've seen in some previous postings that there are some string functions within MP - are they robust enough to do something like this? Can you use regular expressions within MP? I know there could be potential problems if the user doesn't match the string perfectly, but I think it would be easier to visualize when looking at the operations as a whole, and hopefully might make it a little easier to use. Feel free to share your opinions regarding the feasibility and/or the use from a programmer's perspective. Thanks in advance for your thoughts, Dan