





zhaohai
-
Posts
4 -
Joined
-
Last visited
Recent Profile Visitors
290 profile views


zhaohai's Achievements
")
Newbie (1/14)
3
Reputation
-
Adding Haas macro variables into tool table
zhaohai replied to rmarshall5's topic in Post Processor Development Forum
Please try to use forced output mode, Example: [if my_tool_type = 1, my_tool_type = 5, my_tool_type_set = 1, *my_tool_type, e$] Add: fmt "#100 = " 4 my_tool_number # Or other macro variable number Change: Example: fmt "#[51800+#100] = " 2 my_total_holder #Custom note format Add output: my_tool_number = t$, *my_tool_number, e$ Good Luck!- 7 replies
-
- 2
-

-

-
- haas
- post processor
- (and 3 more)
-
Macro For Pallet Change
zhaohai replied to CG Innovation's topic in Machining, Tools, Cutting & Probing
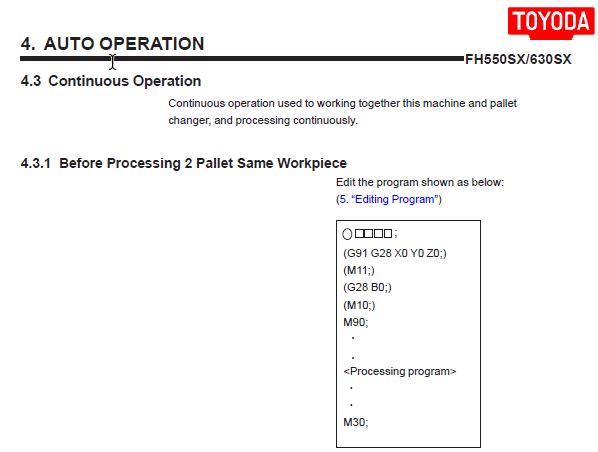
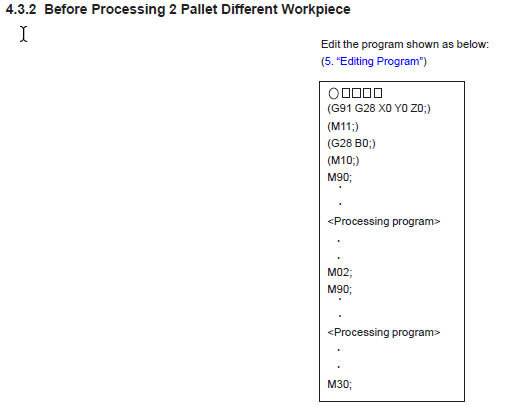
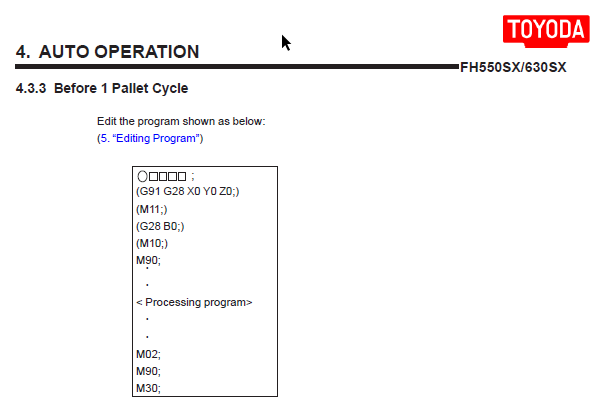
My machine is Toyoda FH630SX HORIZONTAL MACHINING CENTER.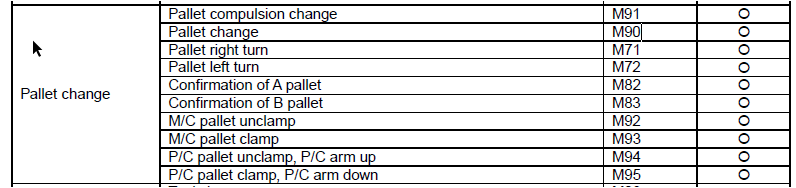
-
Makino A51 pallet recognition macro
zhaohai replied to robbies9926's topic in Machining, Tools, Cutting & Probing
M462 G53 #530=#100 (Get pallet number, Save as #530 or other macro variable) -
Makino A51 pallet recognition macro
zhaohai replied to robbies9926's topic in Machining, Tools, Cutting & Probing
M462 Pallet No. Send □Program M462; G53; □Explanation Sends the number of the pallet loaded on the machine table to macro variable #100. In case the 4-face program automatic assignment function is provided, the face number is also sent to #101. After M462, A dummy block for preventing pre-reading such as G53 must be inserted before reading #100 or #101.